第3章金属化球团昆钢50万吨金属化球团转炉炼钢项目.docx
《第3章金属化球团昆钢50万吨金属化球团转炉炼钢项目.docx》由会员分享,可在线阅读,更多相关《第3章金属化球团昆钢50万吨金属化球团转炉炼钢项目.docx(17页珍藏版)》请在冰豆网上搜索。
第3章金属化球团昆钢50万吨金属化球团转炉炼钢项目
第三章MIDREX还原竖炉工艺
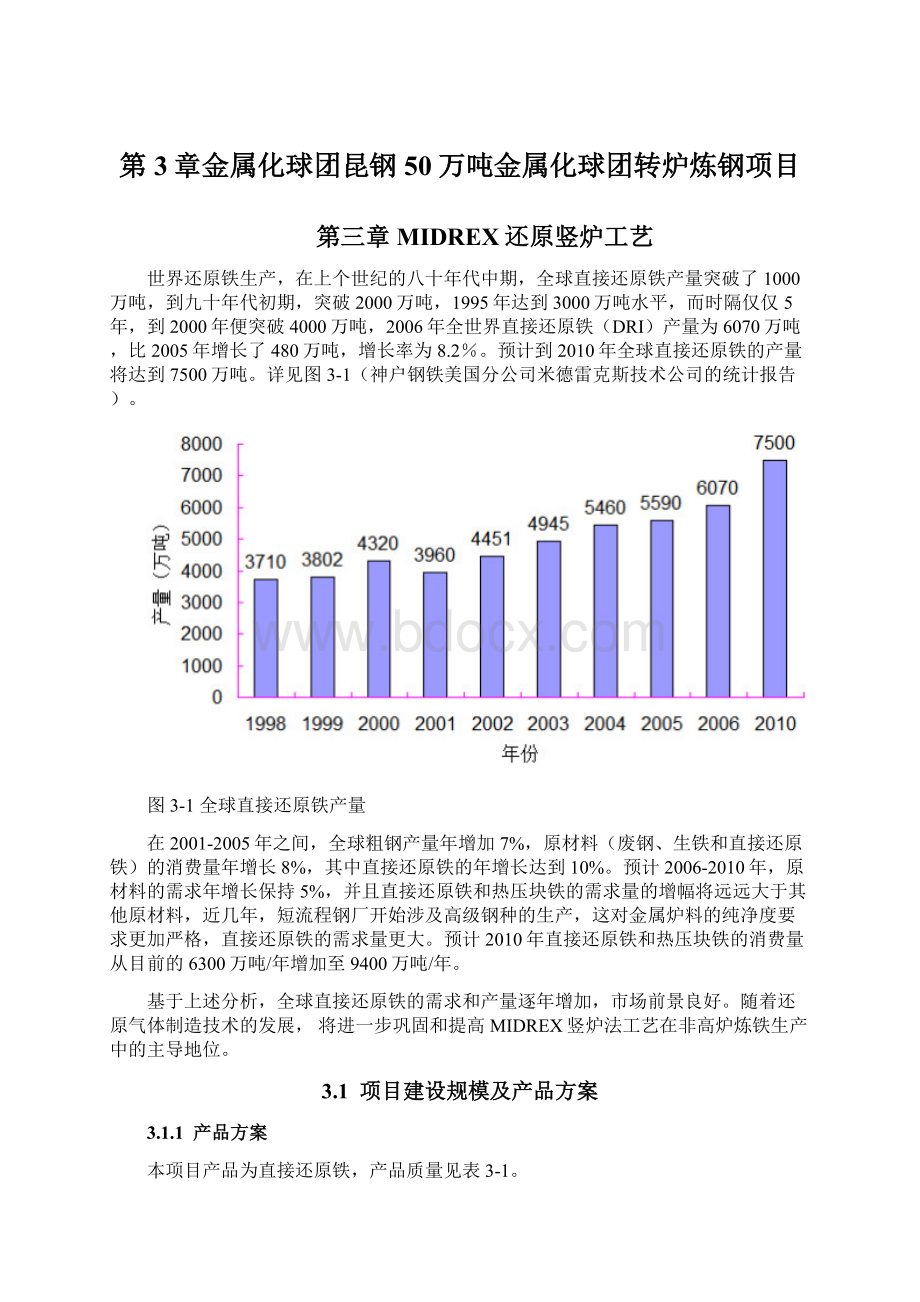
世界还原铁生产,在上个世纪的八十年代中期,全球直接还原铁产量突破了1000万吨,到九十年代初期,突破2000万吨,1995年达到3000万吨水平,而时隔仅仅5年,到2000年便突破4000万吨,2006年全世界直接还原铁(DRI)产量为6070万吨,比2005年增长了480万吨,增长率为8.2%。
预计到2010年全球直接还原铁的产量将达到7500万吨。
详见图3-1(神户钢铁美国分公司米德雷克斯技术公司的统计报告)。
图3-1全球直接还原铁产量
在2001-2005年之间,全球粗钢产量年增加7%,原材料(废钢、生铁和直接还原铁)的消费量年增长8%,其中直接还原铁的年增长达到10%。
预计2006-2010年,原材料的需求年增长保持5%,并且直接还原铁和热压块铁的需求量的增幅将远远大于其他原材料,近几年,短流程钢厂开始涉及高级钢种的生产,这对金属炉料的纯净度要求更加严格,直接还原铁的需求量更大。
预计2010年直接还原铁和热压块铁的消费量从目前的6300万吨/年增加至9400万吨/年。
基于上述分析,全球直接还原铁的需求和产量逐年增加,市场前景良好。
随着还原气体制造技术的发展,将进一步巩固和提高MIDREX竖炉法工艺在非高炉炼铁生产中的主导地位。
3.1项目建设规模及产品方案
3.1.1产品方案
本项目产品为直接还原铁,产品质量见表3-1。
产品还原铁质量指标表表3-1
序号
项目
指标(wt)
1
金属化率
93%
2
碳(C)
1.5%
3
全铁(TFe)
93%
4
金属铁(MFe)
86.5%
5
铁氧化物中的铁(Fe/FeO)
6.5%
6
铁氧化物中的氧(O/FeO)
1.9%
7
脉石总量
3%
还原竖炉的副产品为炉顶煤气,经冷却、净化后循环使用。
DRI还原炉产生的炉顶气,流量为146250Nm3/h、温度约为476℃、压力0.05MPaG、粉尘含量6000mg/Nm3。
炉顶气组成为(%):
CO:
19.1;H2:
38.2;CO2:
16.4;H2O:
21;CH4:
2.8;N2:
2.5。
3.1.2生产规模确定原则
与年产50万吨电炉炼钢配套,结合经济规模和市场调研情况,考虑综合竞争能力,本工程拟建还原铁装置规模为61.22万吨/年,即还原气规模2万Nm3/h,日产直接还原铁1840吨,年生产时间为8000小时。
3.1.3还原气体质量要求指标
还原气质量指标(v%)
CO+H2 >90%
CO2 ~2%
CH4 3-4%
Ar、N2等余量
3.2工艺技术方案
直接还原铁生产工艺主要分气基法和煤基法,目前为止,无论从产量还是产能上看,气基法占主导地位,约占90%左右,而煤基法占10%左右,且煤基法装置产能较小,产品质量较差。
气基直接还原铁生产工艺是以还原气(H2+CO)作为还原剂,使Fe2O3发生还原反应生成海绵铁,其产品质量好于煤基直接还原铁,可直接用来炼制优质钢。
3.2.1还原铁技术方案选择
气基法直接还原铁主导工艺为Midrex法和HYL法,都是竖炉工艺,以焦炉煤气、天然气或煤气化转化制得还原气(H2+CO)。
铁矿石的还原速度决定直接还原法的生产率,对于在反应环境条件固定的情况下,依据还原动力学影响还原速度的主要因素如下:
还原气成份、反应温度、压力和矿石粒度。
3.2.1.1Midrex工艺
Midrex工艺是美国米德莱克斯(Midrex)公司发明的,1969年第一次建厂,而后迅速发展起来。
是目前普遍使用的生产方法。
据统计,其生产量2001年为2684万t,占直接还原法产量的66%以上。
气基Midrex工艺由供料系统、还原竖炉、烟气处理、还原气系统组成。
典型的Midrex工艺原料是天然气通过转化反应制得的还原气CO和H2。
原料矿石或球团从炉顶通过布料器(或多个加料管)合理地布入炉中,在还原区与CO和H2进行还原反应,最后产品由炉底排出。
还原反应后的炉顶气含有大量的CO和H2(约66%),通过回收热量和洗涤降温除尘后,加压与新鲜的还原气一起进入加热炉,达到要求温度的还原气进入竖炉进行还原反应。
图3-2为典型Midrex工艺流程示意图。
图3-2Midrex工艺流程示意图
Midrex工艺的特点是:
(1)设备紧凑,充分利用余热,生产率高,但对矿石和还原气的含硫量要求严格(可通过设置炉顶气脱硫装置,改变对原料硫含量的限制)。
(2)适用于不易爆裂的块矿的还原。
重整过程只需要外部加入少量的水蒸汽,重整后不需进一步冷凝和分离,因此可减少投资和运行成本。
(3)重整气的水蒸气含量很低,因此可以直接注入还原炉,不需冷却,可节能。
(4)在有水和空气的情况下,MidrexDRI容易发生再氧化。
因此必须“钝化”以便存储/运输。
钝化就是在颗粒上形成一层渗碳体外层。
温度高于700℃时,碳在DRI上沉积,并融解扩散至铁元素中,从而形成Fe3C层,可以防止DRI重新氧化。
CH4和金属铁的反应如下:
3Fe+CH4=Fe3C+2H2
Midrex工艺中氧化物给料的典型化学成分见表3-2。
含铁原料典型化学成分表3-2
比例%
球团
块矿
Fe(共计)
67-69
66-68
SiO2
1.0-3.0
0.5-0.7
Al2O3
0.1-0.3
0.3-1.3
CaO
0.1-1.2
0.06及以下
MgO
0.10-0.80
0.05
P
0.01-0.030
0.030-0.060
S
0.01-0.02
0.005-0.008
水分
≤1.5
≤4.0
Midrex工艺中含铁原料的典型物理特性见表3-3。
含铁原料典型物理特性表3-3
参数
球团
块矿
筛分,wt%
+16mm
≤10
≤5
6-16mm
≤85
≤93
-6mm
≤5
≤7
堆密度,t/m3
2.0-2.1
2.0-2.6
耐压强度,kg/pellet
≥200
ISO转鼓试验,wt%
+6.3mm
≥95
-0.5mm
≤4
MidrexDRI的化学成分见表3-4。
直接还原铁典型化学成分表3-4
成份
组成,Wt%
备注
Fe,(全铁)
91–93
Fe,(金属铁)
83–88
金属化率
92–95
碳
1.0-4.0
硫
0.005-0.015
磷
0.02–0.04
SiO2
2.0–3.5
Al2O3
0.5–1.5
CaO
0.2–1.6
MgO
0.005–0.015
3.2.3.2HYL工艺
HYL工艺由墨西哥镀锡板和薄板公司发明。
20世纪70年代在固定床HYLI工艺基础上发展为HYL-Ⅲ式竖炉,应用相当广泛,约占世界直接还原铁产量的17%。
装置由天然气重整、加热、供料系统、还原竖炉、烟气处理等组成。
HYL工艺原料铁矿石或球团自反应器顶部加入,还原气由中部还原区进入。
从上至下,还原分四个阶段进行:
第一为加热和初还原阶段;第二为主还原阶段;第三为冷却和渗碳阶段;第四为卸料阶段。
其特点是对CO和H2比例要求不严格。
流程示意图见图3-3。
图3-3HYL工艺流程示意图
HYL-III工艺的特点是:
(1)主要以水蒸汽参与天然气重整(不同于Midrex工艺),反应方程式如下:
CH4+H2O↔CO+3H2
高压(4大气压或更高)操作利于工艺条件控制、降低能耗,缩小设备尺寸。
重整部分和还原部分独立操作-这可以使重整炉长期稳定运行。
工艺气不经过重整器循环-因此催化剂寿命较长。
硫含量可以相对高。
炉顶气参与循环,重整器不需要太大。
需要CO2脱除装置。
在还原段,富氢还原气作为补充气使用。
提高了反应温度(950℃或更高)。
该工艺在原材料使用上具有灵活性。
给料范围广。
3.2.3.3Midrex工艺与HYL工艺的比较
综合以上,Midrex工艺与HYL工艺的主要区别见表3-5。
Midrex、HYLIII和HYL自重整装置对比表表3-5
运行参数
Midrex
HYLIII
HYL自重整(HYLZR)
还原反应器尺寸
比HYLIII和HYLZR大
比Midrex小
比Midrex小
铁氧化物给料形态
铁矿石球团和块矿的混合物
铁矿石球团和块矿的混合物
铁矿石球团和块矿的混合物
还原气的产生
CO2重整
蒸汽参与催化重整
部分氧化或原位重整
主要气体重整反应
CH4+CO2↔2CO+2H2
CH4+H2O↔CO+3H2
CH4+H2O↔CO+3H2
CH4+1/2O→2H2O
2H2+O2→2H2O
CO+H2O→CO2+H2
运行压力
1.8atm
5atm
5atm
还原气温度℃
830-980
920-980
930-1000
工艺特点
设备紧凑、热集成较好,重整不需水蒸汽。
投资和运行费用低。
操作压力较高,设备处理能力大,重整和还原相对独立,提高了系统稳定性,并对原料硫要求不严格。
但相对流程较长,投资较大。
操作压力较高,设备处理能力大,流程较短,投资和运行费用均较低对原料硫要求不严格。
3.2.3.3方案的选定
根据上述比较,本工程决定吸取HYL-Ⅲ的优点,采用改进的Midrex工艺生产直接还原铁。
3.3工艺流程简述
铁矿石球团通过上料系统加入还原竖炉中。
炉料自上而下,还原气自下而上,气固两相逆向充分接触进行还原反应。
由煤制气系统的还原气由中部进入竖炉的还原区,与球团中氧化铁进行还原反应。
还原过程的机理如下:
Fe2O3—→Fe3O4—→FeO—→Fe
氢还原反应:
3Fe2O3+H2—→2Fe3O4+H2O
Fe3O4+H2—→3FeO+H2O
FeO+H2—→Fe+H2O
CO还原反应:
3Fe2O3+CO—→2Fe3O4+CO2
Fe3O4+CO—→3FeO+CO2
FeO+CO—→Fe+CO2
未反应完的还原气及还原过程中新产生的二氧化碳及水蒸汽经上部球团的加热区换热降至400-500℃从炉顶排出。
若生产冷态的DRI,为了防止DRI再氧化,反应后的直接还原铁要往下进入竖炉冷却区,在冷却区被循环冷却气冷却后排出竖炉。
同时在产品冷却区,产生部分直接还原铁的渗碳反应。
主要渗碳反应:
3Fe+CH4—→Fe3C+2H2
3Fe+2CO—→Fe3C+CO2
3Fe+CO+H2—→Fe3C+H2O
在竖炉产品冷却区上部引出热的循环气,经过洗涤、冷却、压缩,再循环进入冷却区。
这股气流同时补入少量新鲜还原气,构成了一个还原铁冷却循环回路。
直接还原铁在大约45℃的条件下通过还原炉底部旋转阀排出。
若生产HBI或热DRI,则不需要冷却循环回路和渗碳过程。
直接在650-680℃排出竖炉,采取HDRI专用运输工具去炼钢或压块成HBI后冷却。
由竖炉排出的炉顶气经除尘洗涤、降温、压缩,为保持还原气中惰性气含量为一定值,分流一部分炉顶气(尾气)送加热炉用作燃料。
其余压缩后的炉顶气与新鲜的还原气混和,循环进入MIDREX竖炉。
工艺流程简图见图3-4。
图3-4MIDREX竖炉工艺流程图
3.4原材料与公用工程消耗
3.4.1主要原、辅材料消耗
原、辅材料总消耗量表表3-6
序号
名称
吨DRI消耗
小时消耗
年需用量
备注
1
还原气
825Nm3
6.3133万Nm3
50506.5万Nm3
2
球团
1.39t
106.4t
61.22万t
3
涂料
3Kg
229.6Kg
1840t
3.4.2公用工程消耗
公用工程总消耗量表表3-7
序号
名称
规格
吨DRI消耗
小时消耗
年消耗量
1
一次水
0.3MPa
1.9t
154.4t
123.5万t
2
循环水
0.4MPa
1.35t
110t
88万t
3
电
380V,50Hz
93KWh
7556.25KWh
6045万KWh
4
蒸汽
0.3Mpa饱和
0.09t
7.35t
5.88万t
5
仪表空气
0.6MPa
6.15Nm3
500Nm3
400万Nm3
6
氮
0.4MPa
13Nm3
1056Nm3
845万Nm3
3.6主要设备选择
3.6.1主要设备
还原竖炉装置的核心关键设备,分为上料系统、原料预热段、还原段和产品冷却段、卸料系统几部分。
最高操作温度980℃、压力0.18MPa(G)。
采用耐高温材料和耐热衬里。
3.6.2主要设备表
主要设备表表3-8
序号
设备名称
规格
单位
数量
备注
1
还原竖炉
操作压力:
1.8Kgf/cm2,最高操作温度:
980℃
座
1
2
振动筛
台
1
3
配料胶带秤
套
2
4
上料设备
套
1
5
排料设备
台
2
6
热压块设备
台
1
7
HBI冷却输送机
台
1
3.7建设条件
3.7.1原料、辅助材料及燃料的供应
本工程原料中的还原气由煤制气系统提供,酸性球团由氧化竖炉提供。
原料的品种、规格、年需用量及来源情况见表3-9、表3-10。
球团质量指标表3-9
序号
成份
含量(wt%)
备注
1
Fetotal(全铁)
67.3
2
FeO
0.50
3
CaO
0.15
4
MgO
0.17
5
SiO2
2.20
6
Al2O3
0.10
7
S
0.01
8
P
0.011
还原气组成要求为(%):
CO:
34.4;H2:
53.2;CO2:
2.5;H2O:
5.4;CH4:
1.9;N2:
2.6。
原料供应情况表3-10
序号
名称
规格
单位
年用量
来源
输送方式
可靠性
1
还原气
Nm3
11.7×108
本公司
管道输送
可靠
2
球团
全铁≥67%
万t
85.01
本公司
皮带输送
可靠
辅助材料的品种、规格、年需用量及来源情况见表3-11。
辅助材料供应情况表3-11
序号
名称
规格
单位
年用量
来源
备注
1
涂料
t
1840
石灰窑
煤制还原气每年用量约117000万标准立方米。
其中补充新鲜气为825m3/t,年需求为53625万标准立方米。
3.7.2原料、辅助材料来源及供应的可靠性
本项目所使用的主要原料是还原气和球团,均由公司自己提供,供应非常方便可靠。
还原气和球团直接由公司内管道和皮带输送至本工程界区。
本项目主要的辅助材料为石灰粉、脱硫剂和脱碳剂。
其中石灰粉有石灰生产车间提供,脱硫剂和脱碳剂可以从国内购买。
还原竖炉车间的装机容量约KVA,全部为低压负荷。
项目总用水量约t/h,采用净循环水方式,水冷却后再利用和加入补充水。
补充水约t/h用管道从全厂的源水处理站接入。
3.8装置拟用地面积
本工程总用地面积为:
22100平方米。
2.7生产公用设施
2.7.1供电
本项目用电设备装机容量KVA,全部属于低压负荷。
项目将设置一个二级低压配电室,10kV电源取自制气系统。
低配室负责向竖炉系统的所有设备供电。
2.7.2自动化仪表
本设计采用先进的“三电合一”方式。
整个系统为‘过程控制’级,由PLC、操作站及网络设备组成。
其中PLC控制工艺设备的运行,检测系统中各个生产设备的状态及工艺参数,并按规定的控制原则对各个设备进行控制和调节。
操作站的主要功能是操作人员通过CRT上的实时动态画面监控现场的生产情况;可进行必要的手动控制和干预;还可对具体参数进行趋势分析;可处理生产数据,生成报表,并具备设备故障记录和分析功能。
本设计中网络结构拟采用工业以太网,PLC和操作站均通过网络交换机连接至以太网。
整个高炉可考虑设置若干交换机,交换机之间通过光缆连接,实现各站点间的数据通讯。
PLC选用Modicon系列,该系列产品在冶金行业的应用较为广泛。
输出采用继电器隔离,选用PHOENIX端子。
操作站采用工控机,工控机和PLC模块供电采用不间断电源(UPS)。
自动化仪表设计采用现场总线技术,以便简化控制过程,提高使用的可靠性,并考虑尽可能节约投资。
自动化仪表检测到的各个生产工艺参数的电信号送入计算机系统,操作人员通过操作站控制工艺设备的运行、检测各个生产设备的状态及工艺参数,并可按规定的控制原则对各个设备进行控制与调节。
所有仪表信号经现场总线模块进入PLC,在上位机上实现显示监控,主控室不再设二次仪表。
2.7.3供水系统
项目设置循环冷却水泵房一间。
根据实际给水能力为3800m3/h,供水压力为0.5MPa。
由水泵房辅设管道通往各给水点。
另设消防用水管网。
补充水154.4m3/h,生活水2m3/h。
本项目主要用水点为竖炉本体冷却用水;成品HBI冷却系统用水。
此外就是冲洗地坪和洗手池等用水。
所有供排水系统均根据不同工艺特点分别设置冷却,循环使用
2.8环境保护
本项目主要污染物有粉尘、废水、废渣及噪声等。
治理采用的规范标准等请详见环境保护专篇。
下面简要叙述采用的治理措施。
2.8.1废气
还原竖炉排放的炉顶煤气经过换热、除尘、脱硫、脱碳后,全部回收利用:
部分作为还原气加热炉的燃料气,其余部分经过压缩升压和补充新鲜还原气后循环进入竖炉。
2.8.2废水
本项目生产工艺过程中的设备冷却水由于不直接接触有害物,且所有冷却水循环使用,实际上没有废水排放。
2.8.3废渣
本项目中的废渣主要是除尘收集的粉尘,可以循环利用。
2.8.4噪声
该项目内主要的声源是振动筛,但起噪声强度较弱,且工人操作均在配置有双层玻璃和隔音门的室内,对操作工是安全的。
该噪声源声强对厂区外界环境由于距离较远而无影响。
2.8.5施工期间环境影响分析
项目在施工过程中将产生建筑垃圾和挖方、扬尘、污泥及噪声等污染。
建筑垃圾和挖方等经土方平衡,不必外运。
由于该施工场地远离村民生活区和行政商业中心,因此施工期间对外界环境影响较小。
2.9安全与工业卫生
2.9.1安全与工业卫生防范措施
2.9.1.1安全措施
(1)防爆:
燃气系统及竖炉燃气系统均配备了足够的温度、压力监控系统,并设置报警和燃料自动快速切断系统。
系统中并设有事故消防用水。
燃气系统设有高空安全放散和在设备上设置防爆装置及报警系统,系统在燃气管路中均使用防爆设备和防爆电气装置。
(2)防雷
主厂房、烟囱等高耸建构筑物及相关电气设备均设有可靠的防雷接地装置及避雷带。
(3)防机械伤害和设备事故:
传动设备均设置安全防护装置。
工艺设备布置上考虑了生产操作,必要的安全避让空间、维修和备件堆放必需的场地与行人通道。
高空操作位置和检修孔洞均设有安全防护栏杆。
所有旋转部件均设置防护罩。
≥400mm的沟渠均设有盖板。
(4)电气安全
为保证安全生产,对重要的生产岗位和必须保证安全的部位均采用独立两路供电。
除一般操作照明外,在必要处尚设置检修照明、局部照明和事故照明。
所有电气设备非带电金属外壳均可靠接地。
变配电室等重要部位将配备火灾自动报警设施。
2.9.1.2工业卫生措施
(1)防岗位尘毒
布料及焙烧时产生的工业粉尘及少量二氧化硫(具体决定于铁精粉中的含硫量)由电除尘器处理后,通过高烟囱达标排放,以净化操作现场环境,保障工人健康。
燃气现场均设置固定一氧化碳报警仪,工人现场操作时尚配备适量的便携式报警器。
(2)防噪声
值班室、控制室均采用隔声材料,以降低噪声。
风机采用消声及减振器,高噪声设备的现场操作工采取配带耳塞等个人防护措施。
(3)防暑降温
控制室采用空调;夏天清凉饮料站提供清凉饮料3~5L/人天。
高温区现场和操作室,均设有通风机和吊扇。
2.10消防
本项目生产火灾危险性类别为甲类,所有建构筑物均按一级耐火等级设计。
燃气及助燃系统按防爆设计。
各操作现场均核配灭火器材。
在主要建构筑物内部设立灭火栓,由消防水管网系统供配。
电气控制室、变配电室(含主控室)均配备干式灭火器。
生产车间外部设有消防水管网和灭火栓。
本工程设计范围内同一时间内火灾次数按一次,给水量为300L/S。
火灾延续供水时间:
工艺装置区3小时。
消防一次用水量3240m3。
2.11生产组织与劳动定员
2.11.1生产组织
项目投产后生产管理将统一由直接还原厂(或公司)负责。
2.11.2工作制度
项目投产后,实行三班制生产,年工作日330天。
2.11.3劳动定员
根据《冶金企业劳动定员定额标准》,本车间所确定的劳动定员人数见表3-12。
劳动定员表表3-12
序号
部门
人数
备注
一
生产车间
1
还原铁工段
24
2
控制室
12
3
维修人员
12
4
分析化验
5
二
管理技术人员
6
三
合计
59
2.12项目投资估算
项目总投资约23000万元,其中固定资产投资总额20000万元,生产流动资金3000万元。
投资构成见表3-13。
投资估算表表3-13
工程类别
投资(万元)
占总投资(%)
建筑工程
7000
35
设备及工器具
9000
45
安装工程
1600
8
其它
1400
7
预备费
1000
5
总投资
项目建设期为10个月。
2.13成本估算
本产品成本估算按费用要素分类:
包括原辅材料、燃料与动力、工资及福利费、折旧摊销费、大修理费等。
(1)该项目定员为59人,按年人均工资为30000元/人估算,福利费按工资总额的14%估算,正常生产年工资额为177万元,福利费总额为24.78万元。
(2)大修理费按固定资产原值的3%估算,生产年为600万元。
(3)该项目其他管理费用按职工工资总额的40%估算,计70.8万元。
(4)补充新水按1.5元/m3,电0.42元/kWh。
本项目生产年总成本费用为162105.6万元。
DRI单位成本明细表表3-14
项目
单位
单价(元)
用量(单耗)
金额(元)
.原料
2540.469
球团
吨
1498.23
1.39
2082.54
还原气
m3
0.554
825
457.05
涂料
吨
293.09
0.003
0.879
.动力和燃料
60.53
电
kWh
0.42
93
39.06
补充水
m3
1.5
1.9
2.85
蒸汽
吨
70
0.09
6.30
仪
 升级会员
升级会员 