工艺过程卡片.docx
《工艺过程卡片.docx》由会员分享,可在线阅读,更多相关《工艺过程卡片.docx(16页珍藏版)》请在冰豆网上搜索。
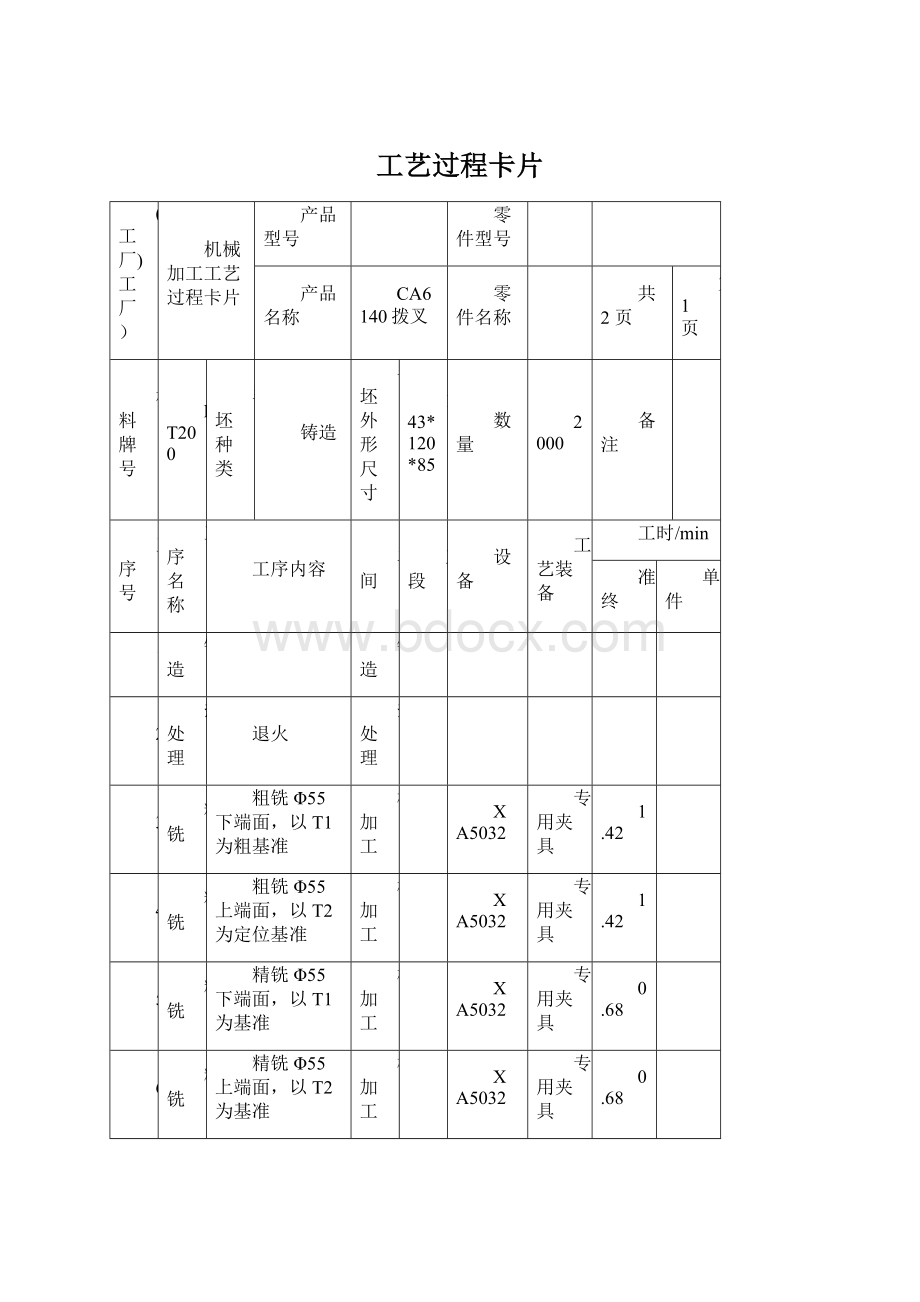
工艺过程卡片
(工厂)工厂)
机械加工工艺过程卡片
产品型号
零件型号
产品名称
CA6140拨叉
零件名称
共2页
第1页
材料牌号
HT200
毛坯种类
铸造
毛坯外形尺寸
143*120*85
数量
2000
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时/min
准终
单件
1
铸造
铸造
2
热处理
退火
热处理
3
粗铣
粗铣Φ55下端面,以T1为粗基准
机加工
XA5032
专用夹具
1.42
4
粗铣
粗铣Φ55上端面,以T2为定位基准
机加工
XA5032
专用夹具
1.42
5
精铣
精铣Φ55下端面,以T1为基准
机加工
XA5032
专用夹具
0.68
6
精铣
精铣Φ55上端面,以T2为基准
机加工
XA5032
专用夹具
0.68
7
钻
钻,扩,粗,精铰Φ30孔,以Φ55外圆和T2为基准
机加工
Z525
专用夹具
1.86
.
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
(工厂)
机械加工工序卡片
产品型号
0001
零件型号
产品名称
CA6140拨叉
零件名称
共8页
第1页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
3
粗铣
HT200
设备名称
设备型号
设备编号
同时
加工数
铣床
XA5032
夹具编号
夹具名称
切削液
01
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
1.42
工步号
工步名称
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
1
粗铣Φ55下端面,以T1为粗基准
XA5032、YG6硬质合金端面铣刀
300
118
1.2
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
(工厂)工厂)
机械加工工艺过程卡片
产品型号
零件型号
产品名称
CA6140拨叉
零件名称
共2页
第2页
材料牌号
HT200
毛坯种类
铸造
毛坯外形尺寸
143*120*85
数量
2000
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时/min
准终
单件
8
镗
粗镗,半精镗Φ95孔,以D1为定位基准
机加工
T616
专用夹具
0.22
9
铣断
铣断,以D1为基准
机加工
XA5032
专用夹具
0.68
10
铣
粗,精铣齿顶面
机加工
XA5032
专用夹具
0.68
11
去毛刺
去毛刺
机加工
12
终检
检查工件尺寸,公差
机加工
.
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
(工厂)
机械加工工序卡片
产品型号
零件型号
产品名称
CA6140拨叉
零件名称
共8页
第2页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
4
粗铣
HT200
设备名称
设备型号
设备编号
同时
加工数
铣床
XA5032
夹具编号
夹具名称
切削液
01
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
1.42
工步号
工步名称
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
1
粗铣Φ55上面,以T2粗基准
XA5032、YG6硬质合金端面铣刀
300
118
1.2
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
(工厂)
机械加工工序卡片
产品型号
零件型号
产品名称
CA6140拨叉
零件名称
共8页
第3页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
5
精铣
HT200
设备名称
设备型号
设备编号
同时
加工数
铣床
XA5032
夹具编号
夹具名称
切削液
01
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
0.68
工步号
工步名称
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
1
精铣Φ55下端面,以T1为基准
XA5032、YG6硬质合金端面铣刀
375
146
0.8
0.2
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
(工厂)
机械加工工序卡片
产品型号
零件型号
产品名称
CA6140拨叉
零件名称
共8页
第4页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
6
精铣
HT200
设备名称
设备型号
设备编号
同时
加工数
铣床
XA5032
夹具编号
夹具名称
切削液
01
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
0.68
工步号
工步名称
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
1
精铣Φ55上端面,T1为基准
XA5032、YG6硬质合金端面铣刀
375
146
0.8
0.2
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
(工厂)
机械加工工序卡片
产品型号
零件型号
产品名称
CA6140拨叉
零件名称
共8页
第5页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
7
钻
HT200
设备名称
设备型号
设备编号
同时
加工数
钻床
Z525
夹具编号
夹具名称
切削液
02
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
1.86
工步号
工步名称
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
1
钻Φ30孔,以Φ55外圆和T2为基准
Z525钻床、高速钢麻花钻
272
17
0.8
9
2
扩Φ30孔,以Φ55外圆和T2为基准
Z525钻床、高速钢麻花钻
272
19
0.62
0.9
3
粗铰Φ30孔,以Φ55外圆和T2为基准
Z525钻床、高速钢铰刀
140
6.55
2
0.07
4
精铰Φ30孔,以Φ55外圆和T2为基准
Z525钻床、高速钢铰刀
140
8.2
1.5
0.03
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
(工厂)
机械加工工序卡片
产品型号
零件型号
产品名称
CA6140拨叉
零件名称
共8页
第6页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
8
镗削
HT200
设备名称
设备型号
设备编号
同时
加工数
镗床
T616
夹具编号
夹具名称
切削液
03
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
022
工步号
工步名称
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
1
粗镗Φ95孔,以D1为定位基准
T616镗床、YG6硬质合金镗刀
370
62.5
0.57
2
2
半精镗Φ95孔,以D1为定位基准
T616镗床、YG6硬质合金镗刀
370
79
0.42
0.5
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
(工厂)
机械加工工序卡片
产品型号
零件型号
产品名称
CA6140拨叉
零件名称
共8页
第7页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
9
铣断
HT200
设备名称
设备型号
设备编号
同时
加工数
铣床
XA5032
夹具编号
夹具名称
切削液
04
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
0.11
工步号
工步名称
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
1
以ø30m的孔为精基准,铣缺口
XA6132、高速钢细齿圆锯刀片
150
190
75.4
20
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
(工厂)
机械加工工序卡片
产品型号
零件型号
产品名称
CA6140拨叉
零件名称
共8页
第8页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
10
铣削
HT200
设备名称
设备型号
设备编号
同时
加工数
铣床
XA5032
夹具编号
夹具名称
切削液
05
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
1.86
工步号
工步名称
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
1
粗铣齿顶面
XA5032、YG6硬质合金端面铣刀
300
118
1.2
4
2
精铣齿顶面
XA5032、YG6硬质合金端面铣刀
375
146
0.8
0.2
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
 升级会员
升级会员 