电镀流水线的PLC控制.docx
《电镀流水线的PLC控制.docx》由会员分享,可在线阅读,更多相关《电镀流水线的PLC控制.docx(14页珍藏版)》请在冰豆网上搜索。
电镀流水线的PLC控制
电镀流水线的PLC控制
一、控制要求
难易程度:
难
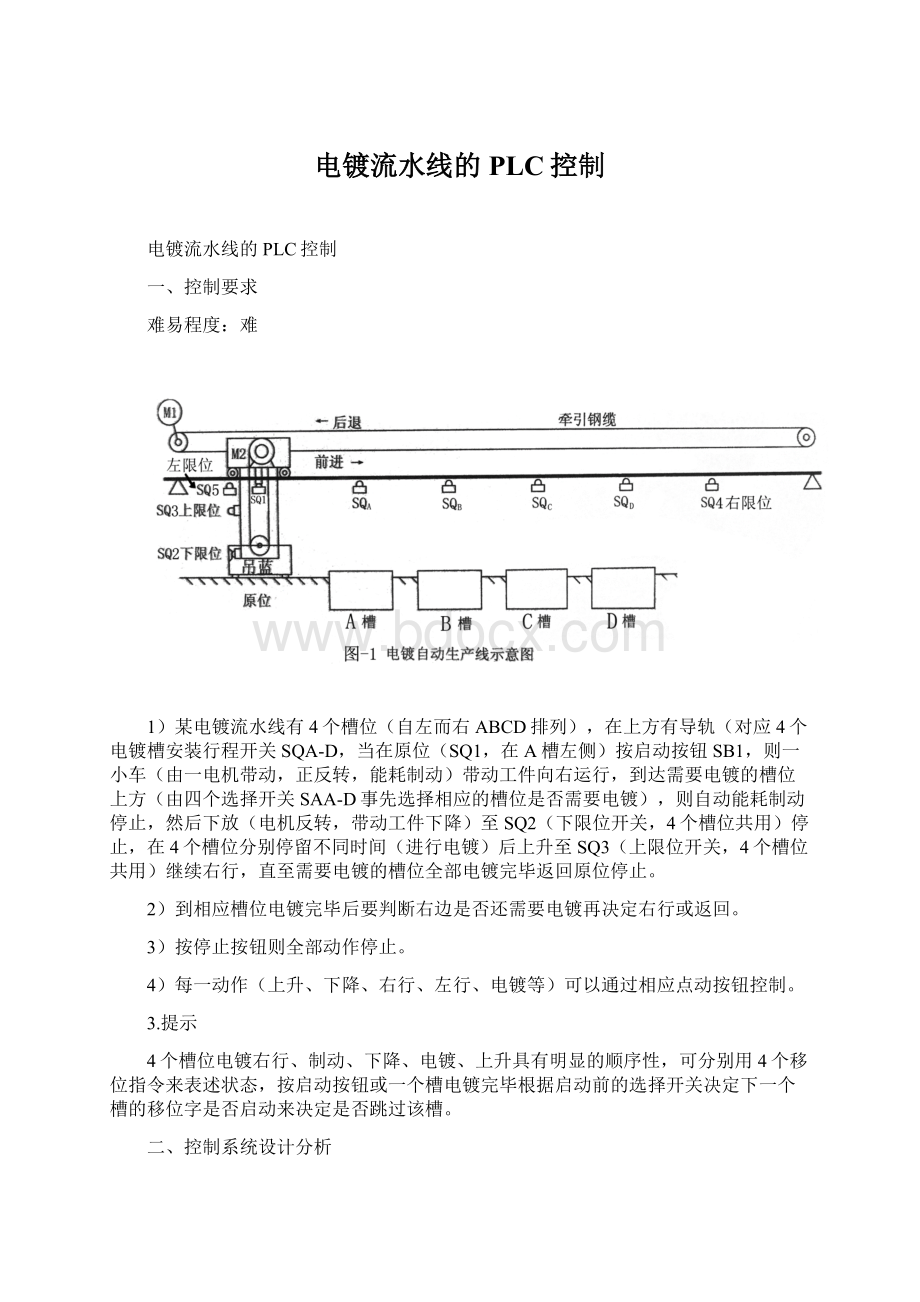
1)某电镀流水线有4个槽位(自左而右ABCD排列),在上方有导轨(对应4个电镀槽安装行程开关SQA-D,当在原位(SQ1,在A槽左侧)按启动按钮SB1,则一小车(由一电机带动,正反转,能耗制动)带动工件向右运行,到达需要电镀的槽位上方(由四个选择开关SAA-D事先选择相应的槽位是否需要电镀),则自动能耗制动停止,然后下放(电机反转,带动工件下降)至SQ2(下限位开关,4个槽位共用)停止,在4个槽位分别停留不同时间(进行电镀)后上升至SQ3(上限位开关,4个槽位共用)继续右行,直至需要电镀的槽位全部电镀完毕返回原位停止。
2)到相应槽位电镀完毕后要判断右边是否还需要电镀再决定右行或返回。
3)按停止按钮则全部动作停止。
4)每一动作(上升、下降、右行、左行、电镀等)可以通过相应点动按钮控制。
3.提示
4个槽位电镀右行、制动、下降、电镀、上升具有明显的顺序性,可分别用4个移位指令来表述状态,按启动按钮或一个槽电镀完毕根据启动前的选择开关决定下一个槽的移位字是否启动来决定是否跳过该槽。
二、控制系统设计分析
设计思路:
1.对事先选择好的槽位进行电镀,要求电机能够正反转及能耗制动,同时能够对4个槽位的电镀时间进行控制,则要有相应的时间继电器。
2.相应的槽位电镀完毕后要判断右边是否还需要电镀再决定右行或返回,由该槽右侧所有槽位的选择开关控制。
3.每一动作(上升、下降、右行、左行)可以由相应点动按钮控制。
输入点统计:
序号
元器件
用途
1
SQ1
原位开关
2
SQ2
下限位开关
3
SQ3
上限位开关
4
SQ4
右限位开关
5
SQ5
左限位开关
6
SQA
A槽位行程开关
7
SQB
B槽位行程开关
8
SQC
C槽位行程开关
9
SQD
D槽位行程开关
10
SAA
A槽位选择开关
11
SAB
B槽位选择开关
12
SAC
C槽位选择开关
13
SAD
D槽位选择开关
输出点统计:
序号
元器件
用途
1
KM1
右行
2
KM4
下降
3
KM3
上升
4
KM2
返回
5
KM5
能耗制动
三.PLC系统硬件配置
利用实验室设备进行课题设计,选择西门子S7-300PLC。
PLC硬件配置如下:
四.主电路设计及说明
由带能耗制动的电机M1的正、反转来带动电镀行车的右行和返回,其中,能耗制动用时间原则,制动2秒;由电机M2的正、反转来带动电镀行车的上升和下降;通过行程开关来保证行车运行在一定范围内!
五.输入/输出点分配与接线
1.输入/输出点分配表
输入点分配
I1.5
停止按钮(常开输入)
I1.1
A槽位选择开关
I2.6
左限位行程开关
I1.2
B槽位选择开关
I0.7
上限位行程开关
I1.3
C槽位选择开关
I0.0
启动按钮(常开输入)
I1.4
D槽位选择开关
I2.1
右行点动
I0.1
A槽位行程开关
I2.2
下降点动
I0.2
B槽位行程开关
I2.3
上升点动
I0.3
C槽位行程开关
I2.4
返回点动
I0.4
D槽位行程开关
I0.6
下限位行程开关
I2.5
右限位行程开关
输出点分配
Q4.0
制动
Q5.1
A槽位已选择指示灯
Q4.1
右行
Q5.2
B槽位已选择指示灯
Q4.2
后退
Q5.3
C槽位已选择指示灯
Q4.3
下降
Q5.4
D槽位已选择指示灯
Q4.4
上升
Q5.5
行车到达上极限指示灯
Q4.7
行车到达原位指示灯
Q5.6
行车到达下极限指示灯
Q5.0
行车到达右极限指示灯
Q5.7
行车到达左极限指示灯
2.输入输出接线图
六.PLC控制程序设计
1.启动控制
2.启动时,将四个槽位的移位字清零
3.单周运行启动时,若A槽已选择,给A槽移位字赋初值1;若A槽未选择,则不给其移位字赋值。
4.不同情况下的电镀行车右行控制
5.行车能耗制动2秒
6.A槽移位字在不同情况下自动左移一位
7.行车下降控制
8.A槽电镀延时
9.行车上升控制
10.给B槽移位字赋初值并将A槽移位字清零
11.行车左行(返回)控制
12.B槽移位字在不同情况下自动左移一位
13.B槽电镀延时
14.给C槽移位字赋初值并将A、B槽移位字清零
15.C槽移位字在不同情况下自动左移一位
16.C槽电镀延时
17.给D槽移位字赋初值并将A、B、C槽移位字清零
18.D槽移位字在不同情况下自动左移一位
19.D槽电镀延时
20.按停止按钮时,将移位字和位存储器清零
21.行车从右侧回到原位时,将移位字和位存储器清零
22.指示灯
七、调试过程
LAD完成后,保存并下载到CPU中。
根据设计要求完成导线的连接,通过硬件的调试观察设计出的结果是否满足控制要求,如果不满足,分析原因并进一步的改善程序,直到设计出的结果与设计要求完全一致为止!
八、设计总结
PLC课程设计考察了我们这学期所学知识的理解和运用能力,使我们进一步了掌握可编程控制器的使用方法及程序编制与调试方法。
在进行PLC控制时,我们应该根据设计的程序有目的地操作输入按钮或开关,观察各种输出设备的动作,进一步了解电路的工作原理。
若输出达不到预期,应该检查程序和接线,排除故障后继续进行实验。
尽管电镀流水线的PLC控制比较难设计,但是我们坚信世上无难事,只怕有心人。
通过此次课程设计,使我们进一步巩固,加深并扩大了所学的基本理论知识,培养了我们分析解决实际问题的能力,也提高了我们实践操作能力和创新能力。
其实,我认为:
在以后的工业设计中,实事求是,严肃认真,科学严谨的作风和良好的实验能力是每一个设计者必不可少的成功要素,我们必须加以重视!
 升级会员
升级会员 