检验量具知识资料.docx
《检验量具知识资料.docx》由会员分享,可在线阅读,更多相关《检验量具知识资料.docx(12页珍藏版)》请在冰豆网上搜索。
检验量具知识资料
计量器具及检测设备
配备原则、使用和维护
第一节计量器具及检测设备的配备原则
1.计量器具及检测设备的变异小于制造过程的变异并小于产品公差带;
2.计量器具及检测设备的精度是过程变差和公差带两者中精度较高者的三分之一;
3.计量器具及检测设备的最大变差应小于过程变差和公差带两者中的较小者。
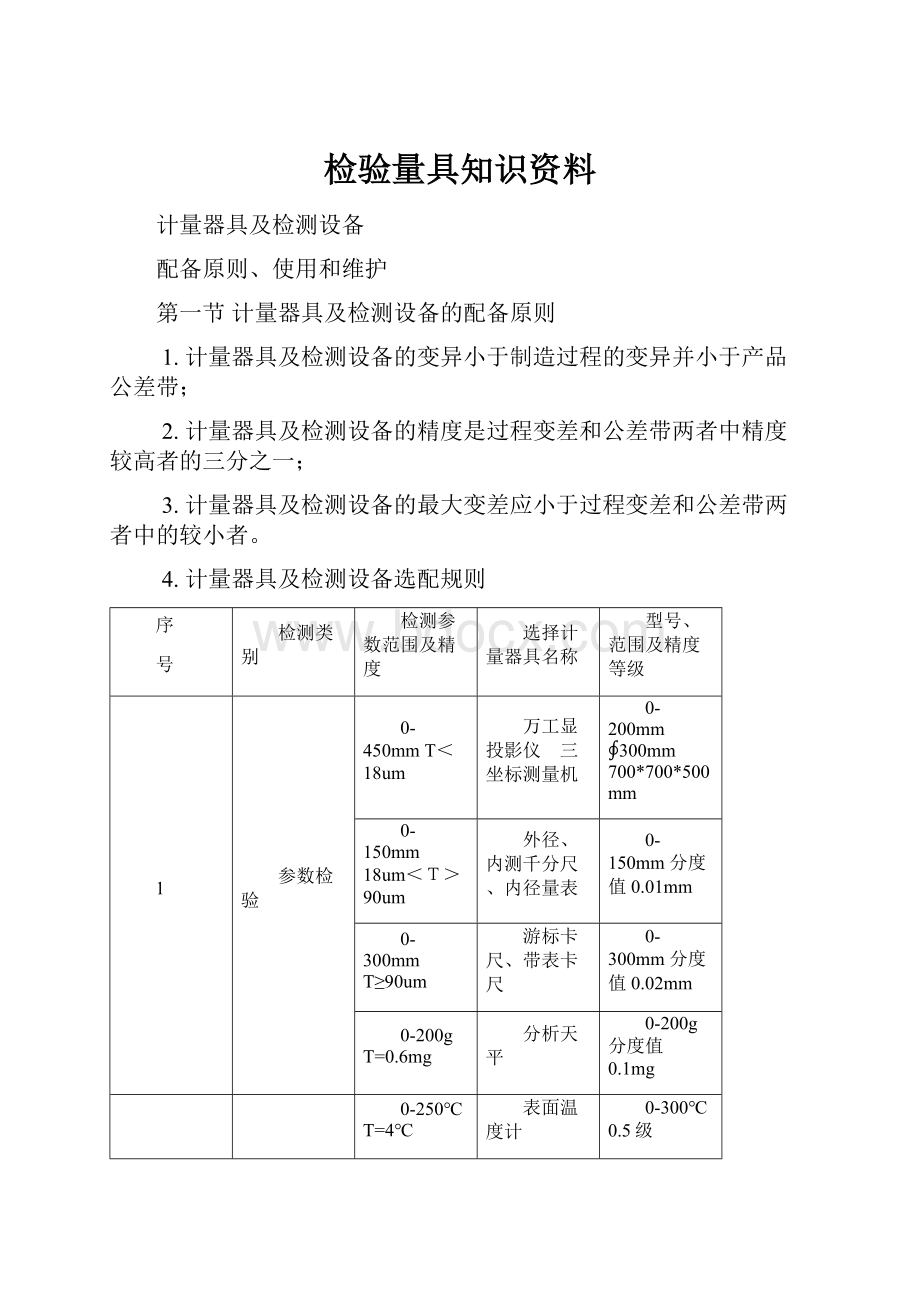
4.计量器具及检测设备选配规则
序
号
检测类别
检测参数范围及精度
选择计量器具名称
型号、范围及精度等级
1
参数检验
0-450mmT<18um
万工显 投影仪 三坐标测量机
0-200mm∮300mm700*700*500mm
0-150mm 18um<T>90um
外径、内测千分尺、内径量表
0-150mm分度值0.01mm
0-300mm T≥90um
游标卡尺、带表卡尺
0-300mm分度值0.02mm
0-200gT=0.6mg
分析天平
0-200g分度值0.1mg
2
参数监控
0-250℃T=4℃
表面温度计
0-300℃0.5级
0-1000℃T≥50℃
电子电位差计
0-1100℃1.0级
0-300℃T=8℃
热电阻及配套仪表
0-400℃1.0级
0-1000℃T=10℃
热电偶及配套仪表
0-1100℃1.0级
0-200MpaT≥3MPa
电接点压力表、普通压力表
0-40Mpa1.5级
0-5KgT=0.1Kg
案秤、电子秤
0-10Kg3级
0-900sT=10s
时间继电器
0-999s分度值1s
3
参数测量
0-450mmT<12um
万工显 投影仪 三坐标测量机
0-200mm∮300mm700*700*500mm
0-150mm12um<T>60um
外径、内测千分尺、内径量表
0-150mm分度值0.01mm
0-300mmT≥60um
游标卡尺、带表卡尺
0-300mm分度值0.02mm
0-300KgT=0.2Kg
台秤
0-500Kg3级
0-400gT≥1.5g
架盘天平
0-500g分度值0.5g
0-80°T=10°
邵尔硬度计
0-100°分度值1°
0-80HRCT=4HRC
表面洛维硬度计
0-100HRC分度值1HRC
T:
产品参数加工制造允许公差范围;工艺控制参数允许变化范围;参数测量允许测量误差范围
第二节计量器具及检测设备的分类、使用和维护
与我们检测有关的长度类计量器具,俗称万能量具,如:
游标卡尺、外径千分尺、壁厚千分尺、测厚计(百分表)以及专用量规等。
它可以分为四类:
1)游标类:
游标卡尺、深度游标卡尺、高度游标卡尺等;
2)测微类:
外径千分尺、内测千分尺、壁厚千分尺、杠杆千分尺、三爪内径千分尺等;
3)指示类:
百分表、测厚计、内径量表、杠杆百分表等;
4)其它类:
专用量规、水平仪、角尺、带表卡尺等。
第三节计量器具的读数原理和读数方法
一、游标卡尺
1.游标卡尺的构造:
游标卡尺分为Ⅰ、Ⅱ、Ⅲ和Ⅳ型四种结构型式。
1)Ⅰ型三用游标卡尺:
(图1a)
这种卡尺的内量爪2带刀口形,用于测量内尺寸,外量爪6带平面和刀口形的测量面,用于测量外尺寸,尺身背面带有深度尺,用于测量深度和高度,所以把这种游标卡尺称为三用游标卡尺,它的测量范围一般为0-150mm。
此卡尺的结构主要是尺身、尺框、测深尺等三部分组成。
尺身(又称主尺)1的上下各带一个固定的内外量爪,尺身上的刻度一般为1mm;尺框(又称游框)3可沿尺身移动,它的右边上下各带一个活动的量爪;尺框与尺身上部滑动面相接触处安装着弹簧片,可使尺框在一定的弹力作用下,沿着尺身移动并保持与尺身正确的相互位置,螺钉4能把尺框固在尺身的任何位置上。
尺框上用螺钉固定着一个游标(又称副尺)5,游标上也均匀地刻着一些刻线,但刻线间距与尺身上的刻度间距不等,深度尺(又称测深尺)7的一端固定在尺框内,可随着尺框在尺身背面的导向槽中移动;另一端是测量端,为了减少接触面,提高测量精度,把测量端削成窄形或锲形。
2)Ⅱ型两用游标卡尺:
(图1b)
这种卡尺的量爪形状与Ⅰ型卡尺基本相同,它不带深度尺,并装有微动装置,微动装置(测量上限≥200mm的卡尺都带有微动装置)的作用是:
使卡尺在测量时用力均匀,便于控制测量力,减少测量误差,使用时,先用微动装置8上的螺钉9把微动框固定在尺身上,再转动螺母10使尺框3微动。
此卡尺的测量范围一般为0-200mm。
3)Ⅲ型双面游标卡尺:
(图1c)
这种卡尺上面是带有刀口形的外量爪11(又称上量爪),可测外尺寸,下面是带有内外测量面的内外量爪12(又称下量爪),可测内外尺寸,使用下量爪测量内尺寸时,应把卡尺的读数值加上圆柱形内量爪的尺寸,才是被测件的实际尺寸,此卡尺的测量范围一般为0-300mm。
4)Ⅳ型单面游标卡尺:
(图1d)
这种卡尺只是单面带有内外量爪12,卡尺的测量范围比较大,一般在300mm以上。
2.游标卡尺(分度值为0.02mm)的读数原理:
(图2)
利用主尺和副尺结合起来读数,把主尺上的49格(即49mm)在副尺上等分成50格,副尺上每格为:
49÷50=0.98mm,副尺与主尺每格相差0.02mm,当副尺移动一格,零刻度线就移动了0.02mm,这里讲的一格并不是零刻度线移动一格,而是指零刻度后的一条线与主尺上第1mm刻度线对齐,那么外量爪间的距离为0.02mm。
同样道理,当副尺的任一条刻度线对准主尺毫米刻度线,只要将格数乘以0.02mm就是量爪间的距离。
3.读数方法:
游标卡尺在读数时分为三步:
1)先读整数:
看游标零线的左边,尺身上最靠近的一条刻线的数值,读出
被测尺寸的整数部分;
2)再读小数:
看游标零线的右边,数出游标第几条刻线与尺身刻线对齐,
读出被测尺寸的小数部分(即分度值乘以对齐刻度的顺序
数);
3)得出被测尺寸:
把上面两次读数的整数部分和小数部分相加,这就是卡
尺的所测尺寸。
4.读数举例:
以分度值为0.02mm的游标卡尺为例:
(见图2)
1)读整数:
游标零刻线在尺身的133mm和134mm刻线之间,游标零线左边
的尺身刻度是133mm,所以被测尺寸的整数部分是133mm;
2)读小数:
看游标零线的右边,可观察到游标游格的第11条线与尺身刻
线对齐,所以读数的小数部分是0.02×11=0.22mm;
3)被测尺寸:
等于整数部分与小数部分之和,即133+0.22=133.22mm。
5.读数注意事项:
1)眼睛正对刻线面;
2)卡尺刻线面应正对光源;
3)使用前要检查零位是否正确。
二、带表卡尺:
1.带表卡尺的构造:
带表卡尺主要由尺身、内外量爪、指示表和测深尺等部分组成(图3)。
它具有测量内径、外径、深度、台阶四种功能(见图4),能进行直接测量和间接测量。
图3带表卡尺的结构形式
图4测量功能示意图图5读数示意图
2.读数方法:
带表卡尺在读数时可分三步:
1)先读整数:
在尺身主刻度上读出被测尺寸的整数部分;
2)再读小数:
在指示表上可观察指针所指的刻度,然后读出小数部分;
3)得出被测尺寸:
把上面的两次读数的整数部分和小数部分相加即为所测
尺寸。
3.读数举例:
(见图5)
1)读整数:
尺身主刻度的读数为27mm;
2)读小数:
指示表的读数为0.96mm;
3)被测尺寸:
等于整数部分和小数部分之和,即27+0.96=27.96mm。
三、外径千分尺:
1.外径千分尺的构造:
外径千分尺主要是由尺架、固定测砧、测微螺杆、固定套管、微分筒、测力装置等部分组成。
(图6)
图6外径千分尺
2.外径千分尺的读数原理:
测微螺杆是一个精密的活动螺杆,其螺距为0.5mm,它与微分筒连为一体,在微分筒锥面的圆圈上,有50条均匀刻度线(图7),因为当微分筒每转一周,测微螺杆就轴向移动0.5mm,所以当微分筒每转一格时,测微螺杆的移动距离就是0.5÷50=0.01mm,这就是千分尺的分度值。
3.外径千分尺的读数方法:
在千分尺的固定套管上有一条纵刻线,作为微分筒读数的基准线,为了计算测微螺杆的整数转,以便得到移动量的毫米数或半毫米数,在纵刻线的上下两侧各有一排均匀刻线,刻线的间距都是1mm,但上部两排刻线相互错开0.5mm,上一排刻线标出数字,表示毫米值,下一刻线未标出数字,表示半毫米值。
千分尺读数时可分三步:
1)先读整数:
微分筒的棱边(或称锥面的端面)作为整数毫米的读数指
示线,在固定套管上读出整数,读整数时,看微分筒的棱边
的左边,固定套管上露出的刻线数值,就是被测尺寸的毫米
或半毫米数。
2)再读小数:
固定套管上的纵刻线作为不是半毫米小数部分的读数指示
线,在微分筒上读出小数。
读数时,看固定套管的纵刻线
与微分筒上的哪一条线对齐,就能读出被测尺寸的小数部
分,如果0.5mm的刻度线露出来,就要再加上0.5mm才是
真正的读数。
3)被测尺寸:
把两个读数的整数部分和小数部分相加,就是被测尺寸。
如果固定套管上的纵刻线与微分筒上的刻线都不对齐时,可
估计读数值(图8)。
图7千分尺的刻线图8千分尺读数示例
4.千分尺读数举例:
(1)读出图9a的数值:
1)读整数:
看微分的左面,固定套管上露出来的刻线数值是“5”,故
被测尺寸的整数部分是5mm;
2)读小数:
固定套管的纵刻线对准微分筒的“46”刻线,故被测尺寸
的小数部分是0.46mm;
3)得出被测尺寸:
等于整数部分与小数部分之和,即5+0.46=5.46mm。
(2)读出图9b的数值:
1)读整数:
看微分筒棱边左边露出来的刻线数值是“5”,故整数部分
是5mm;
2)读小数:
读出不是半毫米的小数部分是0.46mm,但固定套管上的
1.5mm刻线已露出,所以小数部分应等于
0.46+0.50=0.96mm;
3)得出被测尺寸:
等于整数部分与小数部分之和,即5+0.96=5.96mm
图9千分尺读数示例
5.内测千分尺和杠杆千分尺的构造、读数原理和读数方法与外径千分尺大致
相同,这里就不一一介绍了。
四、测厚计:
1.测厚计的构造:
测厚计主要是由百分表、支架、测足、平台、手柄等部分组成。
2.读数原理:
测厚计是利用百分表(图10)的一套传动机构,将测杆的直线位移转变成指针的转动,可在表盘上读出被测数值,测杆移动1mm,指针在表盘上正好转一圈,由于表盘上均匀的刻有100格,因此表盘上的每一格表示1÷100=0.01mm。
当指针转动一圈的同时,在转数指示盘上的转数指针就跟着转动一格(转数指示盘共有10个等分格),所以转数指示盘的分度值是1mm。
3.读数方法:
测量时,指针和转数指针的位置都在变化,测量杆移动1mm时,转数指针就移动一格,所以被测值的整数部分就可以从转数指示盘上读出,另外,测量杆移动时,指针也同时转一圈,移动0.01mm时,指针转动一小格,所以被测值的小数部分可以从表盘上读出。
读数时,不管是转数指针还是指针,都必须从离开起始位置的格数来读。
若指针停在两刻线之间,可用估读法得出数值,如图所示:
指针的起始位置是“0”时,则毫米的小数部分为0.345mm,把两次读数的整数部分和小数部分相加,就是被测尺寸,即1+0.345=1.345mm。
图10百分表
五、专用量规
1.专用量规是一种专用量具,结构简单、使用方便,它主要包括光滑极限量规和螺纹量规.
光滑极限量规是一种控制工件和产品极限尺寸的定值量具,它主要分为内径量规(塞规)和外径量规(环规),且根据工件(或产品)的上下极限每种规又分为通规和止规,在大批量生产中被广泛地用于检验基本尺寸在1-500mm之间,公差等级为IT6-IT16的工件和产品。
螺纹量规是用于对内、外螺纹制件进行综合检验的量具,能控制螺纹制件的极限尺寸,它主要分为螺纹塞规和螺纹环规,且根据螺纹制件的上下极限螺纹塞规又分为通端螺纹塞规和止端螺纹塞规;螺纹环规又分为通端螺纹止规和止端螺纹环规。
2.光滑极限量规的结构形式(图11a、b)及使用规则:
1)结构形式:
(a)内径量规(塞规)(b)外径量规(环规)
图11量规的结构形式
2)使用规则:
内、外径(塞、环)量规通规:
不需加任何外力工件或产品轻松通过;
内、外径(塞、环)量规止规:
工件或产品不能通过。
3.1螺纹量规名称、代号、功能、特征、使用规则及结构形式:
螺纹量规名称
代号
功能
特征
结构形式
通端螺纹塞规
T
检查工件内螺纹的作用中径和大径
完整的外螺纹牙型
止端螺纹塞规
Z
检查工件内螺纹的单一中径
截短的外螺纹牙型
通端螺纹环规
T
检查工件外螺纹的作用中径和小径
完整的内螺纹牙型
止端螺纹环规
Z
检查工件外螺纹的单一中径
截短的内螺纹牙型
3.2使用规则:
通端螺纹塞规:
应与工件内螺纹旋合通过;
止端螺纹塞规:
允许与工件内螺纹两端的螺纹部分旋合,旋合量应不超过两个螺距;对于三个或少于三个螺距的工件内螺纹,不应完全旋合通过;
通端螺纹环规:
应与工件外螺纹旋合通过;
止端螺纹环规:
允许与工件外螺纹两端的螺纹部分旋合,旋合量应不超过两个螺距;对于三个或少于三个螺距的工件外螺纹,不应完全旋合通过;
第三节计量器具的使用和维护保养方法
一、游标卡尺
1.使用前,应检查各部分相互作用是否完好,内外量爪、测深尺、测量面是否锈蚀和毛刺;
2.擦净外量爪测量面,核对零位,对圆柱形内爪应对照合格证标注的尺寸加以修正;
3.使用中,两测量爪的测量面应与被测量物的测量部位完全接触,用力适当,然后按照读数方法进行读数;
4.用毕擦净量爪,并留有0.5-1.5mm的间隙放入盒中;
5.妥善保管好有效合格证。
二、带表卡尺
1.检查各部分相互作用是否良好;
2.擦净两测量面,然后闭合观察两测量面是否有间隙,检查表的指针是否对准刻度盘的“0”位,若有偏离,可转动表盘调整“0”位;
3.保持测量面、齿条和其它传动部分清洁润滑,测量后应随手合上,以防止灰尘、切屑等物损坏齿条;
4.应避免快速移动和跌落碰撞;
5.妥善保管好有效合格证。
三、外径(壁厚)千分尺、内测千分尺
1.使用前,检查各部分相互作用是否完好;
2.检查测量面是否有锈迹,擦净对好零位;
3.使用时,测量面应与被测物的测量部位完全重合,用力适当,然后进行读数。
四、测厚计
1.首先检查百分表各部分相互作用,示值灵敏度是否良好;
2.检查百分表的测头与底座测量面在零位时是否完全接触;
3.手柄活动是否良好;
4.用毕放置安全地方;
5.妥善保管好所配部件及有效合格证。
五、邵尔A型橡胶硬度计
1.使用前应检查硬度计的指针在自由状态下应指零位,如指针微量偏离零位时,可松动右上角压紧螺钉,转动表面,对准零位,然后将硬度计压足压在玻璃板上,使压针端面与压足平面紧密接触于玻璃板上,指针应指100度,如不指100度,此时硬度计不能使用,需送计量室修理。
2.使用时,手持硬度计使压足平压于试样(或试件)上,直至硬度计压足与试样平稳地接触后1秒内读数,这时指针所指刻度即为被测试样(试件)的硬度值。
为了提高测量准确度,应将硬度计装置在配套的同型号定负荷架上进行测定,并在不同的位置上选测五点,测定结果取其平均值。
 升级会员
升级会员 