模具支架铸造工艺设计说明书.docx
《模具支架铸造工艺设计说明书.docx》由会员分享,可在线阅读,更多相关《模具支架铸造工艺设计说明书.docx(15页珍藏版)》请在冰豆网上搜索。
模具支架铸造工艺设计说明书
球墨铸铁模具支座
一、生产条件及技术要求
1、生产性质试制研发。
2、材质材质为QT400—15。
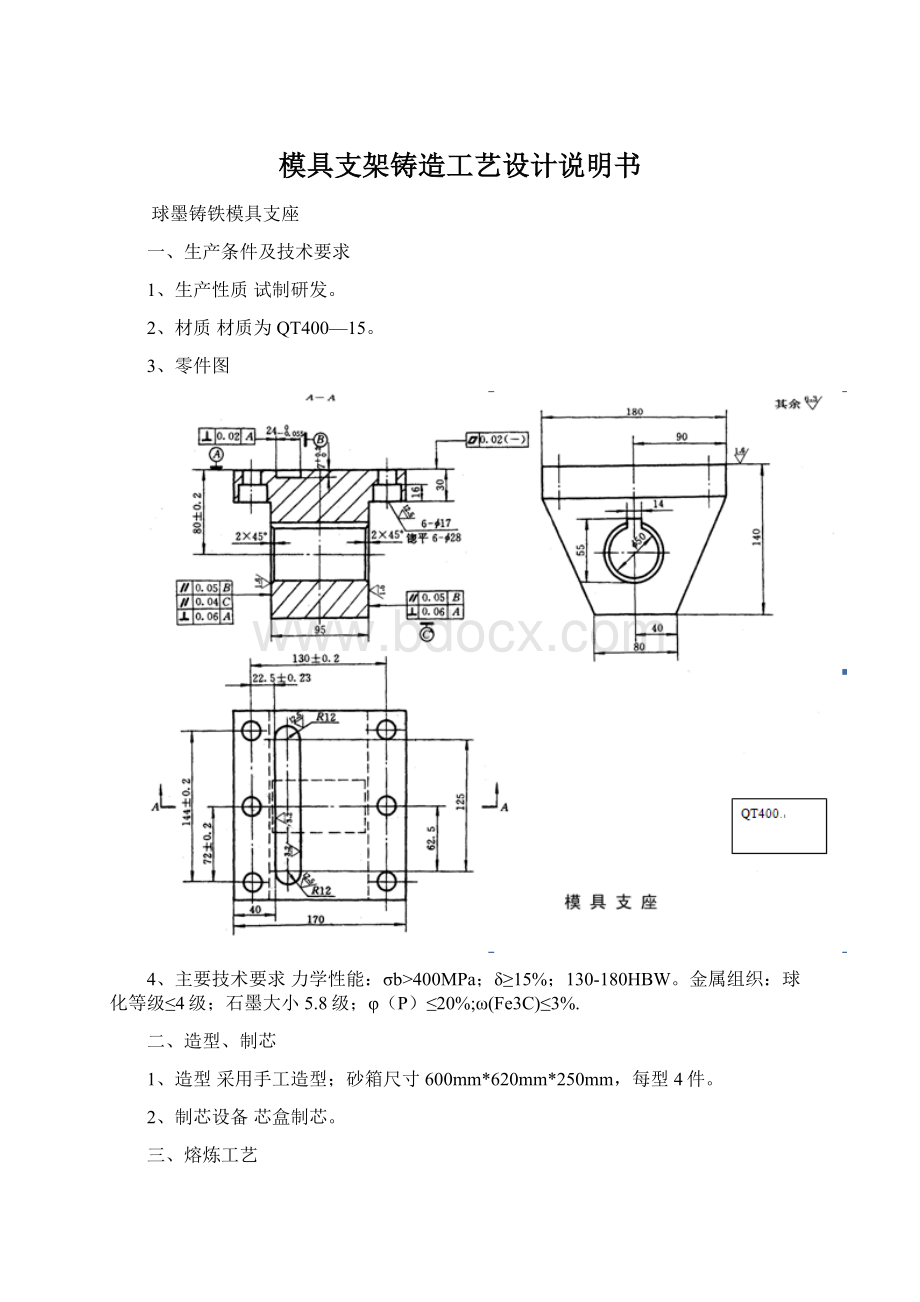
3、零件图
4、主要技术要求力学性能:
σb>400MPa;δ≥15%;130-180HBW。
金属组织:
球化等级≤4级;石墨大小5.8级;φ(P)≤20%;ω(Fe3C)≤3%.
二、造型、制芯
1、造型采用手工造型;砂箱尺寸600mm*620mm*250mm,每型4件。
2、制芯设备芯盒制芯。
三、熔炼工艺
1、铁液的化学成分ω(C)=3.6%-3.9%;ω(Si)≤3.0%;ω(Mn)<0.5%;ω(P)≤0.07%;ω(S)<0.03%;ω(Mg)残=0.03%-0.05%;ω(Re)残=0.01%-0.03%。
2、球化剂稀土镁硅铁合金,加入量为铁液质量分数的1.5%-1.7%。
3、出炉温度1420-1440℃。
4、浇注温度1320-1380℃。
5、孕育剂75Si-Fe合金孕育,加入量为包内铁液质量分数的0.3%-0.7%。
6、熔炼设备0.5t无芯工频感应电炉熔炼原铁液;在100Kg铁液包中进行球化处理;转50Kg浇包进行浇注。
四、主要工艺参数
1、加工余量2-3mm,模具支座面机械加工余量取3mm;模具支座底面及侧面机械加工余量取2mm。
2、收缩率1%。
3、拔模斜度1°。
4、砂型硬度砂型硬度大于40(C型硬度计)。
5、吃砂量吃砂量为30-60mm。
6、型砂性能湿压强度为0.12-0.14MPa,透气性≥100cm2/(Pa*s),紧实率为40%-48%(夏季),41%-47%(冬季)。
7、铸造圆角铸造圆角为R2。
五、铸造工艺方案
1、浇注位置及分型面的选择由于本铸件采用试制研发的方案进行设计,其可能的分型面的选取有如下图所示的6种:
但是,根据分析及铸件实际分型面的选取原则,我们不难发现方案3、4、5是根本无法起模的,故应舍弃;再由于方案2不能很好的保证铸件孔的同轴度,且容易发生错型、不易合箱,故也应舍弃;方案1使得大部分铸件都处在下型,且能很好的保证铸件孔的同轴度及圆度;方案6下芯方便,上下模样相同;故最终,确定方案1和方案6为本铸件的可行分型面选择方案。
2、对于方案1
2.1型芯设计根据铸件孔的基本尺寸及其加工余量,确定型芯的相关尺寸。
砂型的实际工作长度L=101mm,垂直芯头与芯座之间的间隙S=0.5mm,垂直芯头与芯座之间的侧隙s/2=0.25mm,垂直芯头高度h=h1=30mm,垂直芯头的斜度α=9°,砂型直径D=46mm,相关数据参数如下图所示:
2.2、工艺分析图的确定根据对零件结构优化、分型面、加工余量、拔模斜度以及型芯的相关设计,作出铸件的工艺分析图如下所示:
2.3、铸件图的确定根据之铸件的分型面选择以及铸件加工余量和拔模斜度的确定,作出连杆铸件图如下所示:
2.4、冒口设计根据球墨铸铁凝固特点,此件采用控制压力冒口进行补缩。
这是因为当铸件以液态收缩为主时,冒口内铁液补给铸件以消除集中缩孔。
共晶膨胀初期,由于砂型硬度高,铸件内部压力大,多余铁液倒回入冒口,以降低铸件内部膨胀压力,防止铸件膨胀。
而当冒口颈凝固后,共晶膨胀造成内压力自补缩,克服缩松缺陷,因此冒口大小选择以及冒口颈尺寸选择尤为重要。
(1)铸件相关参数计算
通过运用三维设计软件UG,测算出铸件的体积V=2157.5㎝3
进而计算出铸件质量m=V*ρ=2157.5*7.3=15.75Kg
(2)铸件关键模数的确定
1对于φ62的热节圆
铸件模数Mc1=Drb/[2*(Dr+b)]=62*101/[2*(62+101)]=19.2mm
2对于φ40的热节圆
铸件模数
Mc2=Drb/[2*(Dr+b)]=40*101/[2*(40+101)]=14.3mm
根据以上分析,Mc1>Mc2,Mc1是计算冒口时起决定性作用的模数,故选择Mc1为铸件的关键模数较合适。
(3)冒口模数及冒口颈模数的确定
根据《材料成型工艺》图4-35控制压力冒口的模数和铸件关键模数的关系,取冒口模数Mr=13.0mm。
又冒口颈模数Mn=0.67Mr,故Mn=8.7mm,取Mn=9mm。
(4)冒口尺寸的确定
查阅标注冒口系列尺寸关系,由Mr=0.189d得:
d=68.8mm,取d=70mm。
冒口高度h=1.5d=1.5*70=105mm;冒口质量m=1.04d3ρ=2.6Kg。
选用矩形冒口颈,由Mn=ab/(a+b),a为冒口颈宽度,b为冒口颈高度;取a=50mm,b=8mm。
冒口形状及冒口颈尺寸如下图所示:
(5)冒口补缩能力较核
①冒口补缩距离与传统冒口的补缩概念不同,控制压力冒口的补缩距离,不是表明冒口把铁液输送到铸件的凝固部位,而是表明有凝固部位向冒口回填铁液能输送多大距离。
该距离与铁液冶金质量和之间模数密切相关,由于该铸件模数较大,显然冒口补缩距离足够。
冒口的位置及数目冒口应安放在铸件模数大的关键部位,该铸件采用内浇道通过侧冒口的引入方式。
经分析,由于冒口内金属液体积足以补缩铸件的液态收缩量,故此方案只用采用一个冒口即可。
2.5、浇注系统设计采用封闭式浇注系统,内浇道阻流,挡渣作用较好。
(1)浇注时间由经验公式确定
T=AMn
式中A---经验系数,取2.3;
M---浇冒系统重量+铸件重量,预设工艺出品率65%,每箱4件,则M可取96.9Kg;
n---指数,球墨铸铁取0.33。
代入上式,计算的t=10.8s,根据生产确定浇注时间为11s。
(2)内浇道A阻的计算根据奥赞公式
A阻=m/[ρ*t*μ*(2*g*Hp)1/2]
式中m---铸型内铁液重量,由于每箱4件,故m=M/4=24.2Kg;
μ---流量系数,取0.4;
t---浇注时间,取11s;
g---重力加速度,取10m/s2
Hp---平均静压头,取250mm。
代入计算得:
A阻=390mm2=A内。
(3)浇道比取浇道比A内:
A横:
A直=1:
1.2:
1.4
A内=390mm2,依浇道比计算得:
A横=468mm2;A直=546mm2。
根据《常用球墨铸铁件浇注系统尺寸》,取A内=400mm2;A横=480mm2;A直=560mm2。
浇道截面如下图所示:
2.6、工艺出品率校验
最终,整箱中铸件重量为:
15.75Kg;浇冒系统总重量为:
15.2Kg。
故实际工艺出品率为:
ω=(15.75*4)/(15.75*4+15.2)=80.6%,符合预期设计要求。
2.7、模样设计
取铸件的体收缩率为1%,则其模样图如下:
2.8、砂箱布置
根据吃砂量及砂箱内框尺寸,作出砂箱布置图如下:
3、对于方案6
3.1、型芯设计根据铸件孔的基本尺寸及其加工余量,确定型芯的相关尺寸。
砂型的实际工作长度L=101mm,水平芯头与芯座之间的间隙S=0.5mm,水平芯头长度l=35mm,砂型直径D=46mm,相关数据参数如下图所示:
3.2、工艺分析图的确定根据对零件结构优化、分型面、加工余量、拔模斜度以及型芯的相关设计,作出铸件的工艺分析图如下所示:
3.3、铸件图的确定根据之铸件的分型面选择以及铸件加工余量和拔模斜度的确定,作出连杆铸件图如下所示:
3.4、冒口设计根据球墨铸铁凝固特点,此件采用控制压力冒口进行补缩。
这是因为当铸件以液态收缩为主时,冒口内铁液补给铸件以消除集中缩孔。
共晶膨胀初期,由于砂型硬度高,铸件内部压力大,多余铁液倒回入冒口,以降低铸件内部膨胀压力,防止铸件膨胀。
而当冒口颈凝固后,共晶膨胀造成内压力自补缩,克服缩松缺陷,因此冒口大小选择以及冒口颈尺寸选择尤为重要。
(1)铸件相关参数计算
通过运用三维设计软件UG,测算出铸件的体积V=2152.1㎝3
进而计算出铸件质量m=V*ρ=2152.1*7.3=15.71Kg
(2)铸件关键模数的确定
3对于φ80的热节圆
铸件模数Mc1=Drb/[2*(Dr+b)]=80*101/[2*(80+101)]=22.3mm
4对于φ47的热节圆
铸件模数
Mc2=Drb/[2*(Dr+b)]=47*101/[2*(47+101)]=16.0mm
根据以上分析,Mc1>Mc2,Mc1是计算冒口时起决定性作用的模数,故选择Mc1为铸件的关键模数较合适。
(3)冒口模数及冒口颈模数的确定
根据《材料成型工艺》图4-35控制压力冒口的模数和铸件关键模数的关系,取冒口模数Mr=13.9mm。
又冒口颈模数Mn=0.67Mr,故Mn=9.3mm,取Mn=9.5mm。
(4)冒口尺寸的确定
查阅标注冒口系列尺寸关系,由Mr=0.189d得:
d=73.5mm,取d=76mm。
冒口高度h=1.5d=1.5*75=114mm,取h=115mm;冒口质量m=1.04d3ρ=3.33Kg。
选用矩形冒口颈,由Mn=ab/(a+b),a为冒口颈宽度,b为冒口颈高度;取a=50mm,b=6mm。
冒口形状及冒口颈尺寸如下图所示:
(5)冒口补缩能力较核
①冒口补缩距离与传统冒口的补缩概念不同,控制压力冒口的补缩距离,不是表明冒口把铁液输送到铸件的凝固部位,而是表明有凝固部位向冒口回填铁液能输送多大距离。
该距离与铁液冶金质量和之间模数密切相关,由于该铸件模数较大,显然冒口补缩距离足够。
冒口的位置及数目冒口应安放在铸件模数大的关键部位,该铸件采用内浇道通过侧冒口的引入方式。
经分析,由于冒口内金属液体积足以补缩铸件的液态收缩量,故此方案只用采用一个冒口即可。
3.5、浇注系统设计采用封闭式浇注系统,内浇道阻流,挡渣作用较好。
(1)浇注时间由经验公式确定
T=AMn
式中A---经验系数,取2.3;
M---浇冒系统重量+铸件重量,预设工艺出品率65%,每箱4件,则M可取96.7Kg;
n---指数,球墨铸铁取0.33。
代入上式,计算的t=10.7s,根据生产确定浇注时间为11s。
(2)内浇道A阻的计算根据奥赞公式
A阻=m/[ρ*t*μ*(2*g*Hp)1/2]
式中m---铸型内铁液重量,由于每箱4件,故m=M/4=24.2Kg;
μ---流量系数,取0.4;
t---浇注时间,取11s;
g---重力加速度,取10m/s2
Hp---平均静压头,取250mm。
代入计算得:
A阻=390mm2=A内。
(3)浇道比取浇道比A内:
A横:
A直=1:
1.2:
1.4
A内=390mm2,依浇道比计算得:
A横=468mm2;A直=546mm2。
根据《常用球墨铸铁件浇注系统尺寸》,取A内=400mm2;A横=480mm2;A直=560mm2。
浇道截面如下图所示:
3.6、工艺出品率校验
最终,整箱中铸件重量为:
15.71Kg;浇冒系统总重量为:
17.27Kg。
故实际工艺出品率为:
ω=(15.71*4)/(15.71*4+17.27)=78.4%,符合预期设计要求。
3.7、模样设计
取铸件的体收缩率为1%,则其模样图如下:
3.8、砂箱布置
根据吃砂量及砂箱内框尺寸,作出砂箱布置图如下:
4、方案对比
方案1的铸件大部分放在下砂箱,与方案6的中间分型相比,冒口的补缩效果更好一些,且经过计算,冒口的重量也要小些,最终导致方案1比方案6的工艺出品率要高一些;且方案1的模样制作要比方案6简单,铸件毛坯的清理工作量要比方案6小些,故最终选择方案1进行试制研发。
六、主要缺
 升级会员
升级会员 