塑料模具看图题.docx
《塑料模具看图题.docx》由会员分享,可在线阅读,更多相关《塑料模具看图题.docx(20页珍藏版)》请在冰豆网上搜索。
塑料模具看图题
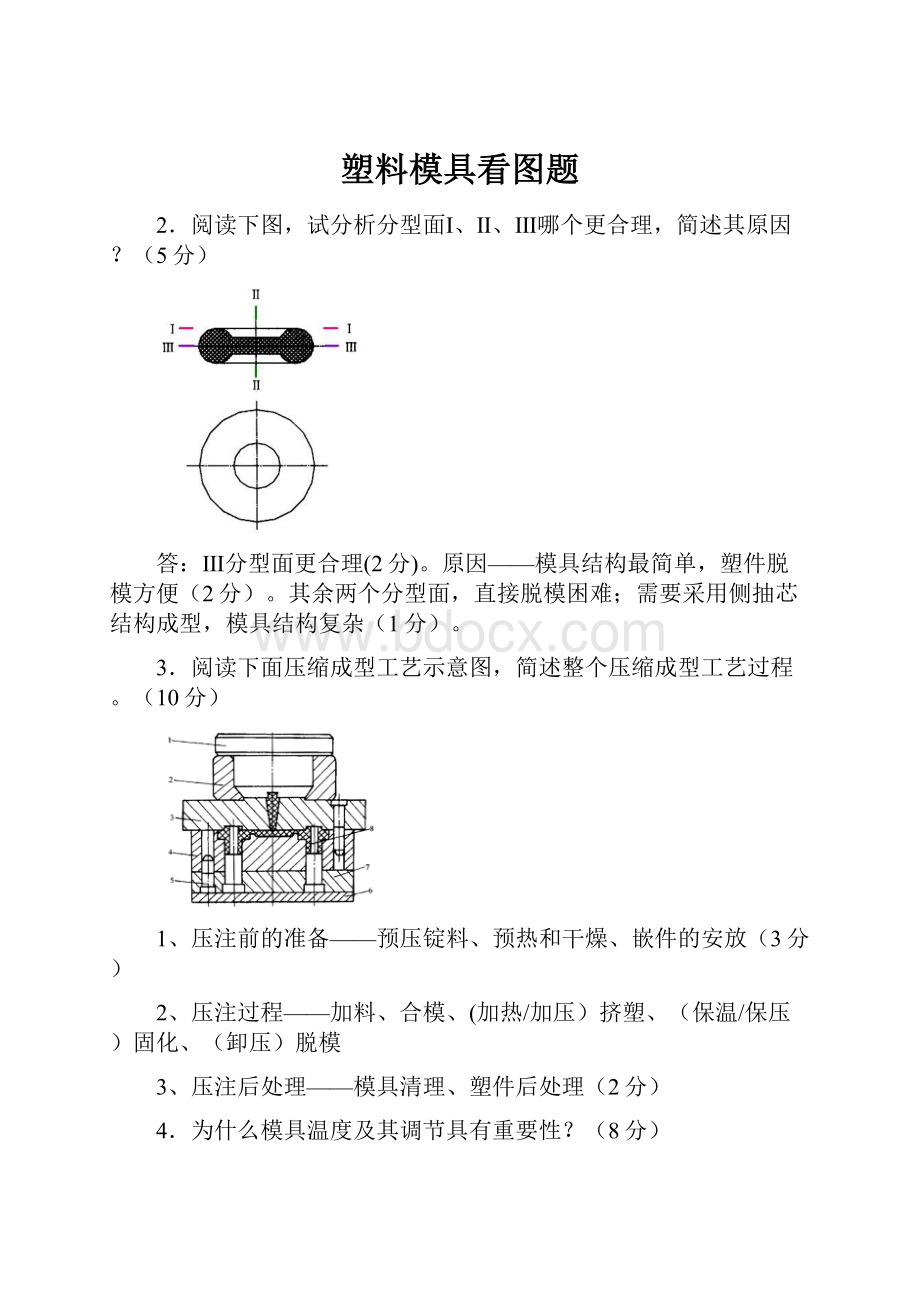
2.阅读下图,试分析分型面Ⅰ、Ⅱ、Ⅲ哪个更合理,简述其原因?
(5分)
答:
Ⅲ分型面更合理(2分)。
原因——模具结构最简单,塑件脱模方便(2分)。
其余两个分型面,直接脱模困难;需要采用侧抽芯结构成型,模具结构复杂(1分)。
3.阅读下面压缩成型工艺示意图,简述整个压缩成型工艺过程。
(10分)
1、压注前的准备——预压锭料、预热和干燥、嵌件的安放(3分)
2、压注过程——加料、合模、(加热/加压)挤塑、(保温/保压)固化、(卸压)脱模
3、压注后处理——模具清理、塑件后处理(2分)
4.为什么模具温度及其调节具有重要性?
(8分)
答案:
热塑性塑料与热固性塑料的区别是:
1)树脂的分子结构不同热塑性塑料的分子结构是线性或支链型结构,热固性塑料的最终分子结构是体型结构(2分);2)成型过程不同热塑性塑料的成型过程是加热塑化然后冷却成型,热固性塑料是的成型过程是加热塑化然后继续加热固化成型(2分);3)成型过程中发生的变化不同热塑性塑料在成型过程中只发生物理变化,热固性塑料在成型过程中既有物理变化又有化学变化(2分);4)热塑性塑料可以回收利用,热固性塑料不能回收利用。
六、读图题(共23分)
1、认真阅读下列单分型面注塑模具装配图,回答问题。
(15分)
1、指出件13、14的名称?
(2分)
13——流道板(中间板);14——定模座板;
2、件5、6的名称?
(2分)
5——推件板;6——型芯固定板;
3、件1、3的名称?
(2分)
1——定距拉杆;3——限位销;
5、推出机构零件5、9、10、11的名称?
(4分)
5——推件办;9——推板;10——推杆固定板;11——推杆
6、件4、12的名称及其作用?
(2分)
4、12——导柱;作用:
合模导向。
7、件7、8的名称?
(2分)
7——支承板;8——支架;
8、件15的名称?
(1分)
15——浇口套
2、认真阅读下列单分型面注塑模具装配图,回答问题。
(8分)
1、件1的名称?
(1分)
1——螺纹型芯;
2、件2的名称及其作用?
(2分)
2——支架;作用:
调整脱模机构推件空间
3、件3的名称?
(1分)
3——支承板;
4、件4的名称?
(1分)
4——定距螺钉
5、件5的名称?
(1分)
5——动模板;
6、件6的名称?
(1分)
6——衬套;
7、件7的名称?
(1分)7——定模板
1.请指出下面塑件结构设计错误的原因,并改正之。
答:
(a):
壁厚不均匀,改正如下。
(b):
1)壁厚不均匀
2)不能采用塑件的整个底平面作支撑面。
2.请分析正确分型面的选择位置及原因。
答:
按原图示,大齿和小齿分别在定模和动模,难以保证二者良好的同轴度,修改后,两齿轮型腔都位于动模,可保证良好同轴度。
一、
读图题,写出下列图1和图2中零部件名称,与序号对应。
(本题共2小题36个序号,每序号0.5分,共18分)
1.图1各零部件名称如下:
1—动模板2—定模板3—冷却水道4—定模座板5—定位圈6—浇口套
7—凸模型芯8—导柱9—导套10—动模座板11—支撑板12—挡钉
13—推板14—推出固定板15—拉料杆16—推板导柱17—推板导套
18—顶杆19—复位杆20—支撑垫块21—注塑机顶杆
2.图2各零部件名称如下:
1—动模座板2—支撑板3—动模板
4—推件板5—限位导柱6—限位销
7—弹簧8—定距拉杆9—凸模型芯
10—浇口套11—定模座板12—定模板
13—导柱14—顶杆15—推出固定板
16—推板
1.如图所示塑件,为聚丙烯塑料,采用一模一腔。
请合理选择分型面,浇口位置及浇口形式,脱模方式。
说明选择理由并画出结构草图。
解:
因为塑件为一模一腔,所以可以采用中心浇口,但浇口痕迹大,且造成定模板较厚。
因此可采用图示侧浇口或潜伏式浇口。
分型面如图示,位于制件断面轮廓最大处,便于取出制件。
因为塑件为空腔薄壁件,且底部每侧有2mm,故可考虑顶管或推板顶出。
若采用推板顶出,模具结构较复杂,塑件在推板顶出时滞留在推板型腔内,需要二次顶出。
因此,可考虑采用顶管顶出。
1. 写出各零件名称?
答案:
1-定模座板、2-型芯固定板、3-型芯、4-定模推件板、5-楔块、6-动模板、7-摆钩、8-型芯固定板、9-支承板、10-动模座板、11-推杆、12-推杆固定板、13-顶距拉杆、14-弹簧、15-斜划块、16-斜销、17-限位螺钉、18-小型芯、19-复位弹簧。
2. 模具采用何种浇口形式?
答案:
侧浇口。
3. 模具采用何种冷却系统?
答案:
钻孔式水道冷却系统。
4. 件11、14的作用是什么?
答案:
件11的作用是推出凹模斜滑块上行;件14的作用是辅助下模具首先从Ⅰ—Ⅰ分型面分型。
5. 模具有几个分型面?
答案:
三个分型面。
6. 叙述模具工作原理。
答案:
由于摆钩7的作用,在弹簧14辅助下模具首先从Ⅰ—Ⅰ分型面分型,定模推件板4强制制品脱离主型芯3而留于型腔内。
当摆钩7脱离斜块5的约束后,在弹簧的作用下向外摆动,而不再压定目推件板4。
这时,定距拉杆13正好挂住限位螺钉17,故定模推件板4停止移动,Ⅱ—Ⅱ分型面随即分型。
推出时,推杆10推动凹模斜滑块15上行,在斜销16导向下斜滑块边推制品离开小型芯18,边做分型面Ⅲ—Ⅲ面垂直分型脱出制品。
合模时,靠复位弹簧19使推杆10先行复位,定模推件板4将斜滑块15压回动模板6内。
在合模过程中,楔块5使摆钩7重新复位并压住定模推件板4。
(2)
1. 模具采用什么浇口?
答案:
盘形浇口。
2. 模具采用什么抽芯机构?
答案:
斜滑块。
3. 浇口能否自动脱落?
若不能,补充什么机构使其自动脱落?
答案:
不能,
4. 叙述模具的工作原理
答案:
开模时,模具从Ⅰ—Ⅰ分型面分型,由于凹模滑块7、8侧凹的作用,制品脱离凸模10,留于动模边。
推出时,推杆20推动凹模滑块7、8,凹模滑块沿动模板6上的T形斜槽上升实现Ⅱ—Ⅱ分型面分型,最终制品脱落。
1.模具是哪种类型?
答案:
传递模。
2.模具采用哪种浇口?
答案:
侧浇口。
3.件9的作用是什么?
答案:
定位作用。
4.写出该模具工作原理?
答案:
成型后先从模具上取下移动式料腔,然后从压机中取出模具,用撬棒分开Ⅰ—Ⅰ面,拿走上模板1,拔出定位杆9,再用撬棒分开Ⅱ—Ⅱ面,制品连同浇道脱离模具,剪除浇口后得到制品。
依照推件板、嵌件、定位杆和上模板的顺序重新装模,放上料腔,倒入塑料,即可进行下一模的成型。
(2)
1.模具有几个分型面?
答案:
两个分型面。
2.模具采用什么推出机构?
答案:
斜滑块。
3.为使浇注系统自动脱落,应补设什么机构?
答案:
拉料杆。
4.件17的作用是什么?
答案:
复位作用。
5叙述模具工作原理。
答案:
开模时,在弹簧11作用下模具由Ⅰ—Ⅰ分型面分型,浇口凝料由该分型面内取出。
当定距拉杆10拉住凹模固定板2后,Ⅱ—Ⅱ分型面分型,制品随动模后退,点浇口拉断。
推出时,斜滑块23沿主型芯T形导轨向内移动与制品脱离。
闭模时,由复位杆18带动斜滑块复位。
主型芯6采用了防转定位措施,以确保与斜滑块的正确装配。
1.如图所示注射模具(18分)
(1)指出图示模具的结构类型
双分型面模或三板模
(2)该模具的浇口类型
点浇口
(3)该模具采用了何种推出机构
推板推出机构
(4)标出图示注射模具的各零件名称。
1-定距拉板 2-弹簧3-限位销 4、12-导柱
5-推件板 6-型芯固定板 7-支承板 8-支架(垫块)
9-推板 10-推杆固定板 11-推杆 13-中间板
14-定模座板
3.改错题
P34–塑件壁厚改进P39-支撑面的改进P45-塑件表面形状的改进
壁厚不均匀
1.判断图示模具类型并简述模具的工作过程?
答:
导柱式单工序落料模。
工作过程:
条料沿导料螺钉送至挡料销定位后进行落料。
在凸模上的边料靠弹压卸料装置进行卸料,弹压卸料装置由卸料板、卸料螺钉和弹簧组成。
在凸凹模进行冲裁之前,由于弹簧力的作用,卸料板先压住条料,上模继续下压时进行冲裁分离,此时弹簧被压缩。
上模回程时,弹簧恢复推动卸料板把在凸模上的边料卸下。
2.标出各模具零件的名称。
1—螺母2—导料螺钉3—挡料销
4—弹簧5—凸模固定板6—销钉
7—模柄8—垫板9—止转销
10—卸料螺钉11—上模座12—凸模
13—导套14—导柱15—卸料板
16—凹模17—内六角螺钉18—下模座
五、分析题
1.分析下列二个冲裁的特点,确定分别采用什么模具结构并说明理由。
答案:
1.弯曲件如下图所示形状,加工中最容易产生什么质量问题,采取哪些措施可以防止。
答案:
2.分析如下图所示形状的拉深件,加工中最容易产生什么质量问题,采取哪些办法解决。
答案:
3.冲裁件断面成如下所示形状,分析产生的原因。
答案:
4.弯曲件如下图所示形状,加工过程中最容易产生什么质量问题,采取哪些措施可以防止。
答案:
5.下图所示两个拉深件分别出现了哪种质量问题?
ab
答案:
a起皱b拉裂
看图回答问题
1.该模具为单工序模还是级进模或者是复合模?
2.指出图中各序号的名称
3.说明图中条料的定位方式及卸料方式,总冲裁力包括哪些力?
答:
(1).该模具为倒装式复合模。
(2).见图说
(3).条料送进时,由导料销12控制方向,由活动挡料销11控制步距;冲孔废料由冲孔凸模从上往下推下(推件力),条料废料由弹性卸料装置13、19卸下(弹性卸料力),工件由打料机构从落料凹模推下。
其总冲压力为:
冲裁力(冲孔力+落料力)+弹性卸料力+推件力
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求
 升级会员
升级会员 