机械密封使用条件.docx
《机械密封使用条件.docx》由会员分享,可在线阅读,更多相关《机械密封使用条件.docx(15页珍藏版)》请在冰豆网上搜索。
机械密封使用条件
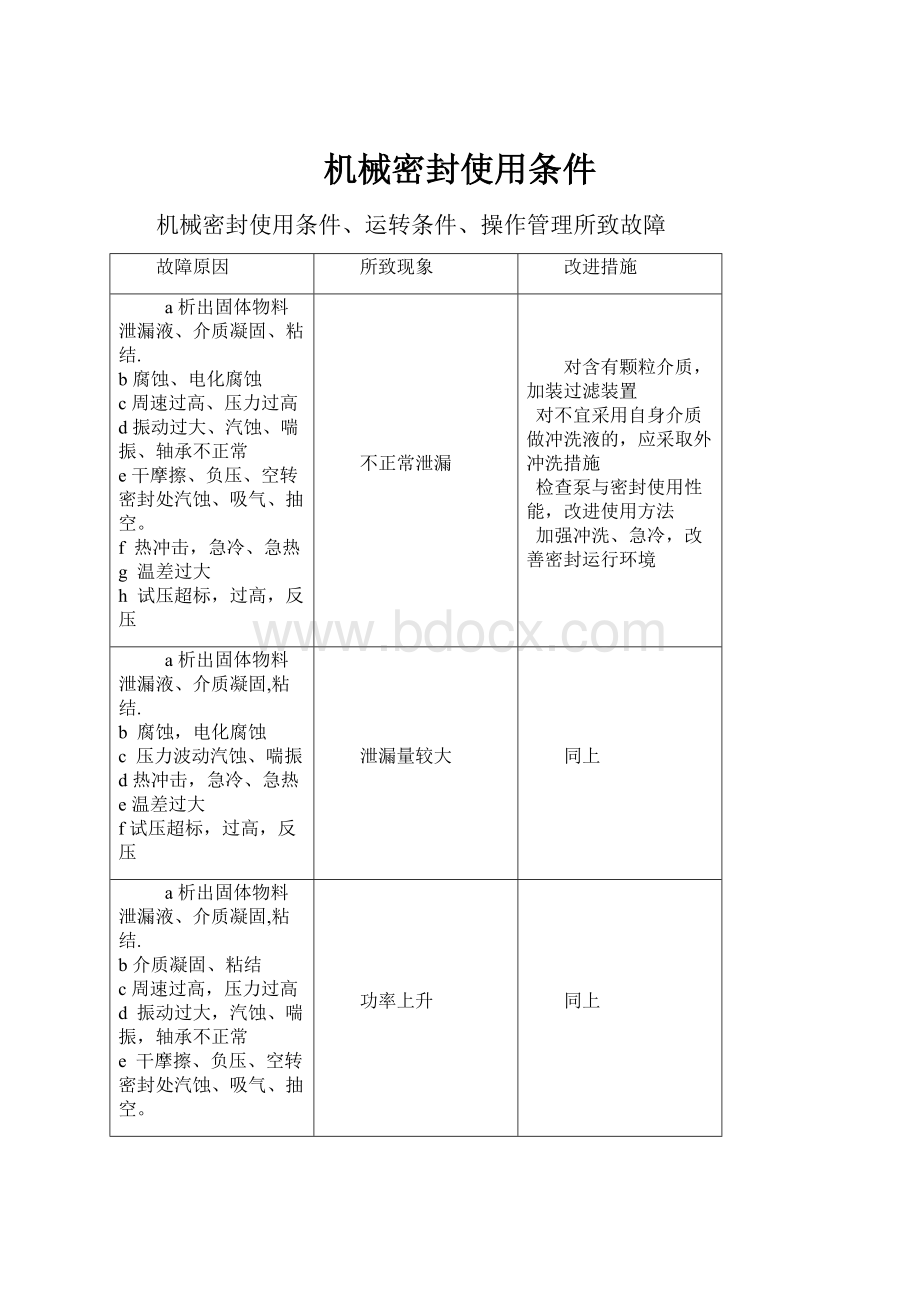
机械密封使用条件、运转条件、操作管理所致故障
故障原因
所致现象
改进措施
a析出固体物料泄漏液、介质凝固、粘结.
b腐蚀、电化腐蚀
c周速过高、压力过高
d振动过大、汽蚀、喘振、轴承不正常
e干摩擦、负压、空转密封处汽蚀、吸气、抽空。
f 热冲击,急冷、急热
g 温差过大
h 试压超标,过高,反压
不正常泄漏
对含有颗粒介质,加装过滤装置
对不宜采用自身介质做冲洗液的,应采取外冲洗措施
检查泵与密封使用性能,改进使用方法
加强冲洗、急冷,改善密封运行环境
a析出固体物料泄漏液、介质凝固,粘结.
b 腐蚀,电化腐蚀
c 压力波动汽蚀、喘振
d热冲击,急冷、急热
e温差过大
f试压超标,过高,反压
泄漏量较大
同上
a 析出固体物料泄漏液、介质凝固,粘结.
b介质凝固、粘结
c周速过高,压力过高
d 振动过大,汽蚀、喘振,轴承不正常
e 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
功率上升
同上
a物料混入或析出固体物质,介质凝固、粘结.
b液体温度超过下限(过冷)
不能运转
蒸气保温、加强冲洗、背冷措施
改换密封结构形式
a析出固体物料,介质凝固,粘结.
b介质温度过高或过低
c腐蚀,电化腐蚀d 冲洗、冷却堵塞或减压管路系统堵塞
e 周速过高,压力过高
f 振动过大,汽蚀、喘振,轴承不正常
g 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
h 密封腔未排气
机构破坏
对含有颗粒介质,加装过滤装置
对不宜采用自身介质做冲洗液的,应采取外冲洗措施
检查泵与密封使用性能,改进使用方法
加强冲洗、急冷,改善密封运行环境
腐蚀、泄露液凝固、粘结变质
腐蚀,电化腐蚀
同上
a 冲洗、冷却堵塞或循环系统管路堵塞
b 密封端面比压过大
c 周速过高,压力过高
压盖过热
减少弹簧数量,或适当减小密封压缩量
重新装配调整,改善系统结构
改换密封结构形式
强化冷却、润滑措施
a 冲洗、冷却堵塞或减压管路系统堵塞
b 周速过高,压力过高
c 振动过大,汽蚀、喘振,轴承不正常
d 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
e 密封腔未排气
冒烟
同上
a周速过高,压力过高
b 振动过大,汽蚀、喘振,轴承不正常
c 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
d 密封腔未排气
端面发声
适当减小密封压缩量
重新装配调整,改善系统结构,排尽系统管路中的气体
改换密封结构形式
强化冷却、润滑措施
a周速过高,压力过高
b振动过大,汽蚀、喘振,轴承不正常
c 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
大量磨损产物析出
减少弹簧数量,或适当减小密封压缩量
重新装配调整,改善系统结构
改换密封结构形式
强化冷却、润滑措施
a周速过高,压力过高
b振动过大,汽蚀、喘振,轴承不正常
c干摩擦、负压、空转密封处汽蚀、吸气、抽空。
不正常振动
重新装配调整,改善系统结构
改换密封结构形式
a 振动过大,汽蚀、喘振,轴承不正常
b 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
c压力波动汽蚀、喘振
d 热冲击,急冷、急热
e 试压超标,过高,反压
机构打滑
同上
a冲洗、冷却堵塞或减压管路系统堵塞
b 周速过高,压力过高
c 振动过大,汽蚀、喘振,轴承不正常
d 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
e密封腔未排气、热冲击,急冷、急热
g 温差过大
h试压超标过高,反压
端面开裂
可适当减小密封压缩量
重新装配调整,改善系统结构,排尽系统管路中的气体
改换密封结构形式
强化冷却、润滑措施
a冲洗、冷却堵塞或减压管路系统堵塞
b周速过高,压力过高
c振动过大,汽蚀、喘振,轴承不正常
d干摩擦、负压、空转密封处汽蚀、吸气、抽空。
e密封腔未排气
端面烧伤
可适当减小密封压缩量
重新装配调整,改善系统结构,排尽系统管路中的气体
改换密封结构形式,强化冷却、润滑措施
a周速过高,压力过高
b振动过大,汽蚀、喘振,轴承不正常
c干摩擦、负压、空转密封处汽蚀、吸气、抽空。
e端面有杂质,介质有颗粒
端面磨损
可适当减小密封压缩量
重新仔细装配调整,研磨端面,改善系统结构
换用硬质材料做端面
a振动过大,汽蚀、喘振,轴承不正常
b干摩擦、负压、空转密封处汽蚀、吸气、抽空。
c装配安装时将端面碰坏
端面刮伤
重新仔细装配调整,研磨端面,改善系统结构
换用硬质材料做端面
a 冲洗、冷却堵塞或减压管路系统堵塞
b周速过高,压力过高
c振动过大,汽蚀、喘振,轴承不正常
d干摩擦、负压、空转密封处汽蚀、吸气、抽空。
e密封腔未排气
机构破坏
重新装配调整,检查各传动机构的可靠性,改善系统结构
排尽系统管路中的气体
改换密封结构形式,强化冷却、润滑措施
a压力波动汽蚀、喘振
b热冲击,急冷、急热
c温差过大
d试压超标,过高,反压
e密封选型错误
端面早期磨损
重新仔细装配调整,研磨端面,改善系统结构
换用硬质材料做端面
重新选择密封结构形式
a压力波动汽蚀、喘振
b热冲击,急冷、急热
c 温差过大
d试压超标,过高,反压
端面破坏、变形
重新仔细装配调整,研磨端面,改善系统结构
增加保温或冷却措施并保持足够时间
机械密封安装所致故障
故障原因
所致现象
改进措施
a端面比压过大
b静止部件与转动部件接触
c装配倾斜
d弹簧压缩量太大
压盖过热
按密封装配图尺寸要求调整压缩量,合理调整安装精度(与密封圈接触的金属表面,对合成橡胶取Ra=1.25~2.5µm,对聚四氟乙烯取小于Ra=0.63~1.25µm)、同轴度(轴径为10~130mm时)为20~30µm、垂直度(轴径为20-120mm时为d/120(d为轴径),用合成橡胶作密封圈时为1/250,用聚四氟乙烯作密封圈时为1/500
严格按装配说明书执行
a端面比压过小
b装配倾斜
c螺丝拧力不均匀
d弹簧压缩量太小
端面渗漏
按密封装配图尺寸要求调整压缩量
重新安装,仔细调整装配位置
a端面表面粗糙度太高
b静止部件与转动部件接触
c 端面比压过大
d端面未处理干净
e弹簧压缩量太大
功率上升
重新研磨端面,用千分表找正后装配.
按密封装配图尺寸要求调整压缩量
重新安装,仔细调整装配位置
a 端面比压过大
b静止部件与转动部件接触
c安装对中不良
d装配倾斜
冒烟
按密封装配图尺寸要求调整压缩量
合理调整安装精度(与密封圈接触的金属表面,对合成橡胶取Ra=1.25~2.5µm,对聚四氟乙烯取小于Ra=0.63~1.25µm)、同轴度(轴径为10~130mm时)为20~30µm、垂直度(轴径为20-120mm时为d/120(d为轴径),用合成橡胶作密封圈时为1/250,用聚四氟乙烯作密封圈时为1/500
a 端面比压过大
b静止部件与转动部件接触
c安装对中不
d装配倾斜
端面发声冒烟
同上
a 端面比压过大
b静止部件与转动部件接触
c安装对中不良
d装配倾斜
不正常振动
同上
a静止部件与转动部件接触
b安装对中不良
c装配倾斜
d安装机封备件的缺损
泄漏量严重
按密封装配图尺寸要求调整压缩量
合理调整安装精度(与密封圈接触的金属表面,对合成橡胶取Ra=1.25~2.5µm,对聚四氟乙烯取小于Ra=0.63~1.25µm)、同轴度(轴径为10~130mm时)为20~30µm、垂直度(轴径为20-120mm时为d/120(d为轴径),用合成橡胶作密封圈时为1/250,用聚四氟乙烯作密封圈时为1/500
仔细检查每一个件,保证安装质量
a 端面比压过大
b静止部件与转动部件接触
c安装对中不良
d装配倾斜
机构破坏
同上
a 端面比压过大
b静止部件与转动部件接触
c安装对中不良
d装配倾斜
机构破坏
同上
a 端面比压过大
b静止部件与转动部件接触
c安装对中不良
d装配倾斜
振动偏磨
合理调整安装精度(与密封圈接触的金属表面,对合成橡胶取Ra=1.25~2.5µm,对聚四氟乙烯取小于Ra=0.63~1.25µm)、同轴度(轴径为10~130mm时)为20~30µm、垂直度(轴径为20-120mm时为d/120(d为轴径),用合成橡胶作密封圈时为1/250,用聚四氟乙烯作密封圈时为1/500
加大间隙(在轴径为15~200的范围内,密封圈附近单侧间隙为0.1~0.3或0.1~0.5mm,在高压下取最小值)。
机械密封使用条件、运转条件、操作管理所致故障
故障原因
所致现象
改进措施
a析出固体物料泄漏液、介质凝固、粘结.
b腐蚀、电化腐蚀
c周速过高、压力过高
d振动过大、汽蚀、喘振、轴承不正常
e干摩擦、负压、空转密封处汽蚀、吸气、抽空。
f 热冲击,急冷、急热
g 温差过大
h 试压超标,过高,反压
不正常泄漏
对含有颗粒介质,加装过滤装置
对不宜采用自身介质做冲洗液的,应采取外冲洗措施
检查泵与密封使用性能,改进使用方法
加强冲洗、急冷,改善密封运行环境
a析出固体物料泄漏液、介质凝固,粘结.
b 腐蚀,电化腐蚀
c 压力波动汽蚀、喘振
d热冲击,急冷、急热
e温差过大
f试压超标,过高,反压
泄漏量较大
同上
a 析出固体物料泄漏液、介质凝固,粘结.
b介质凝固、粘结
c周速过高,压力过高
d 振动过大,汽蚀、喘振,轴承不正常
e 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
功率上升
同上
a物料混入或析出固体物质,介质凝固、粘结.
b液体温度超过下限(过冷)
不能运转
蒸气保温、加强冲洗、背冷措施
改换密封结构形式
a析出固体物料,介质凝固,粘结.
b介质温度过高或过低
c腐蚀,电化腐蚀d 冲洗、冷却堵塞或减压管路系统堵塞
e 周速过高,压力过高
f 振动过大,汽蚀、喘振,轴承不正常
g 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
h 密封腔未排气
机构破坏
对含有颗粒介质,加装过滤装置
对不宜采用自身介质做冲洗液的,应采取外冲洗措施
检查泵与密封使用性能,改进使用方法
加强冲洗、急冷,改善密封运行环境
腐蚀、泄露液凝固、粘结变质
腐蚀,电化腐蚀
同上
a 冲洗、冷却堵塞或循环系统管路堵塞
b 密封端面比压过大
c 周速过高,压力过高
压盖过热
减少弹簧数量,或适当减小密封压缩量
重新装配调整,改善系统结构
改换密封结构形式
强化冷却、润滑措施
a 冲洗、冷却堵塞或减压管路系统堵塞
b 周速过高,压力过高
c 振动过大,汽蚀、喘振,轴承不正常
d 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
e 密封腔未排气
冒烟
同上
a周速过高,压力过高
b 振动过大,汽蚀、喘振,轴承不正常
c 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
d 密封腔未排气
端面发声
适当减小密封压缩量
重新装配调整,改善系统结构,排尽系统管路中的气体
改换密封结构形式
强化冷却、润滑措施
a周速过高,压力过高
b振动过大,汽蚀、喘振,轴承不正常
c 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
大量磨损产物析出
减少弹簧数量,或适当减小密封压缩量
重新装配调整,改善系统结构
改换密封结构形式
强化冷却、润滑措施
a周速过高,压力过高
b振动过大,汽蚀、喘振,轴承不正常
c干摩擦、负压、空转密封处汽蚀、吸气、抽空。
不正常振动
重新装配调整,改善系统结构
改换密封结构形式
a 振动过大,汽蚀、喘振,轴承不正常
b 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
c压力波动汽蚀、喘振
d 热冲击,急冷、急热
e 试压超标,过高,反压
机构打滑
同上
a冲洗、冷却堵塞或减压管路系统堵塞
b 周速过高,压力过高
c 振动过大,汽蚀、喘振,轴承不正常
d 干摩擦、负压、空转密封处汽蚀、吸气、抽空。
e密封腔未排气、热冲击,急冷、急热
g 温差过大
h试压超标过高,反压
端面开裂
可适当减小密封压缩量
重新装配调整,改善系统结构,排尽系统管路中的气体
改换密封结构形式
强化冷却、润滑措施
a冲洗、冷却堵塞或减压管路系统堵塞
b周速过高,压力过高
c振动过大,汽蚀、喘振,轴承不正常
d干摩擦、负压、空转密封处汽蚀、吸气、抽空。
e密封腔未排气
端面烧伤
可适当减小密封压缩量
重新装配调整,改善系统结构,排尽系统管路中的气体
改换密封结构形式,强化冷却、润滑措施
a周速过高,压力过高
b振动过大,汽蚀、喘振,轴承不正常
c干摩擦、负压、空转密封处汽蚀、吸气、抽空。
e端面有杂质,介质有颗粒
端面磨损
可适当减小密封压缩量
重新仔细装配调整,研磨端面,改善系统结构
换用硬质材料做端面
a振动过大,汽蚀、喘振,轴承不正常
b干摩擦、负压、空转密封处汽蚀、吸气、抽空。
c装配安装时将端面碰坏
端面刮伤
重新仔细装配调整,研磨端面,改善系统结构
换用硬质材料做端面
a 冲洗、冷却堵塞或减压管路系统堵塞
b周速过高,压力过高
c振动过大,汽蚀、喘振,轴承不正常
d干摩擦、负压、空转密封处汽蚀、吸气、抽空。
e密封腔未排气
机构破坏
重新装配调整,检查各传动机构的可靠性,改善系统结构
排尽系统管路中的气体
改换密封结构形式,强化冷却、润滑措施
a压力波动汽蚀、喘振
b热冲击,急冷、急热
c温差过大
d试压超标,过高,反压
e密封选型错误
端面早期磨损
重新仔细装配调整,研磨端面,改善系统结构
换用硬质材料做端面
重新选择密封结构形式
a压力波动汽蚀、喘振
b热冲击,急冷、急热
c 温差过大
d试压超标,过高,反压
端面破坏、变形
重新仔细装配调整,研磨端面,改善系统结构
增加保温或冷却措施并保持足够时间
机械密封技术条件
Specificationformechanicalseals
JB/T4127.1-1999
1范围
本标准规定了轻型机械密封产品质量有关技术、性能、试验、验收、标志及包装等技术条件。
本标准适用于离心泵及其它类似旋转式机械的机械密封。
其工作参数一般为:
工作压力为0~1.6MPa(指密封腔内实际压力);工作温度为–20~80℃(指密封腔内实际温度);轴(或轴套)外径为10~120mm;转速不大于3000r/min;介质为清水、油类和一般腐蚀性液体。
2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T1184—1996形状和位置公差未注公差值
GB/T14211—1993机械密封试验方法
JB/T6629—1993机械密封循环保护系统
JB/T7757.1—1995机械密封用圆柱螺旋弹簧
JB/T7757.2—1995机械密封用O形橡胶圈
3机械密封结构
本标准对机械密封的结构不作具体规定,各制造厂可根据用户使用条件设计出不同结构的机械密封。
4机械密封主要零件的技术要求
4.1密封端面的平面度和粗糙度要求
密封端面平面度不大于0.0009mm;金属材料密封端面粗糙度Ra值应不大于0.2μm,非金属材料密封端面粗糙度Ra值不大于0.4μm。
4.2静止环和旋转环的密封端面对与辅助密封圈接触的端面的平行度按GB/T1184的7级精度。
4.3静止环和旋转环与辅助密封圈接触部位的表面粗糙度Ra值不大于3.2μm,外圆或内孔尺寸公差为h8或H8。
4.4静止环密封端面对与静止环辅助密封圈接触的外圆的垂直度、旋转环密封端面对与旋转环辅助密封圈接触的内孔的垂直度,均按GB/T1184的7级精度。
4.5石墨环、填充聚四氟乙烯环及组装的旋转环、静止环要做水压检验。
其检验压力为工作压力的1.25倍,持续10min不应有渗漏。
4.6弹簧内径、外径、自由高度、工作压力、弹簧中心线与两端面垂直度等公差值按JB/T7757.1的要求。
对于多弹簧机械密封,同一套机械密封中各弹簧之间的自由高度差不大于0.5mm。
4.7弹簧座、传动座的内孔尺寸公差为E9,粗糙度Ra值应不大于3.2μm。
4.8橡胶O形圈技术要求按JB/T7757.2的规定。
5机械密封性能要求
5.1泄漏量
当被密封介质为液体时,平均泄漏量规定如下:
轴(或轴套)外径大于50mm时,不大于5mL/h;
轴(或轴套)外径不大于50mm时,不大于3mL/h。
对于特殊条件及被密封介质为气体时不受此限。
5.2磨损量
磨损量的大小要满足机械密封使用期的要求。
以清水为介质进行试验,运转100h软质材料的密封环磨损量不大于0.02mm。
5.3在选型合理、安装使用正确的情况下,被密封介质为清水、油类及类似介质时,机械密封的使用期一般不少于1年。
被密封介质为腐蚀性介质时,机械密封的使用期一般为六个月到1年。
但在使用条件苛刻时不受此限。
5.4机械密封静压试验其试验压力为产品最高使用压力的1.25倍,持续10min,其指标为轴(或轴套)外径大于50mm时,折算泄漏量不大于5mL/h;轴(或轴套)外径不大于50mm时,折算泄漏量不大于3mL/h。
6机械密封试验
6.1机械密封新产品必须按GB/T14211进行型式试验。
6.2机械密封产品出厂前,必要时按GB/T14211进行静压试验或运转试验。
7安装与使用要求
7.1安装机械密封部位的轴(或轴套)按下列要求。
7.1.1安装机械密封部位的轴(或轴套)的径向跳动公差按表1。
表1
轴(或轴套)外径
径向跳动公差
10~50
0.04
>50~120
0.06
7.1.2表面粗糙度Ra值应不大于3.2μm。
7.1.3外径尺寸公差h6。
7.1.4安装旋转环辅助密封圈的轴(或轴套)的端部按图1倒角,以便于安装。
图1
7.2安装机械密封的泵或其它类似的旋转式机械在工作时,转子轴向窜动量不超过0.3mm。
7.3密封腔体与密封端盖结合的定位端面对轴(或轴套)表面的跳动公差按表1。
7.4对密封端盖(或壳体)的要求
7.4.1安装静止环辅助密封圈的端盖(或壳体)的孔的端部按图2和表2的规定。
7.4.2密封端盖(或壳体)与辅助密封圈接触部位的表面粗糙度按图2。
图2
表2
轴(或轴套)外径
C
10~16
1.5
>16~48
2
>48~75
2.5
>75~120
3
7.5机械密封在密装时,必须将轴(或轴套)、密封腔体、密封端盖及机械密封本身清洗干净,防止任何杂质进入密封部位。
7.6当输送介质温度偏高、过低,或含有杂质颗粒、易燃、易爆、有毒时,必须采取相应的阻封、冲洗、冷却、过滤等措施。
具体措施按照JB/T6629执行。
7.7机械密封在安装时,应按产品安装使用说明书或样本,保证机械密封的安装尺寸。
8标志与包装
8.1包装盒上标明识别标志。
8.2产品上要打印制造厂标志。
8.3包装应能防止在运输和贮存过程中产品的损伤和零件的遗失。
8.4每套机械密封出厂时都应附有产品合格证,合格证上应有产品型号、数量、生产厂名、检验部门和检查人员的签章及日期。
8.5制造厂应根据用户要求提供产品安装使用说明书。
 升级会员
升级会员 