数控机械加工工序卡.docx
《数控机械加工工序卡.docx》由会员分享,可在线阅读,更多相关《数控机械加工工序卡.docx(27页珍藏版)》请在冰豆网上搜索。
数控机械加工工序卡
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
车床斜槽轴零件
零(部)件名称
共页
第页
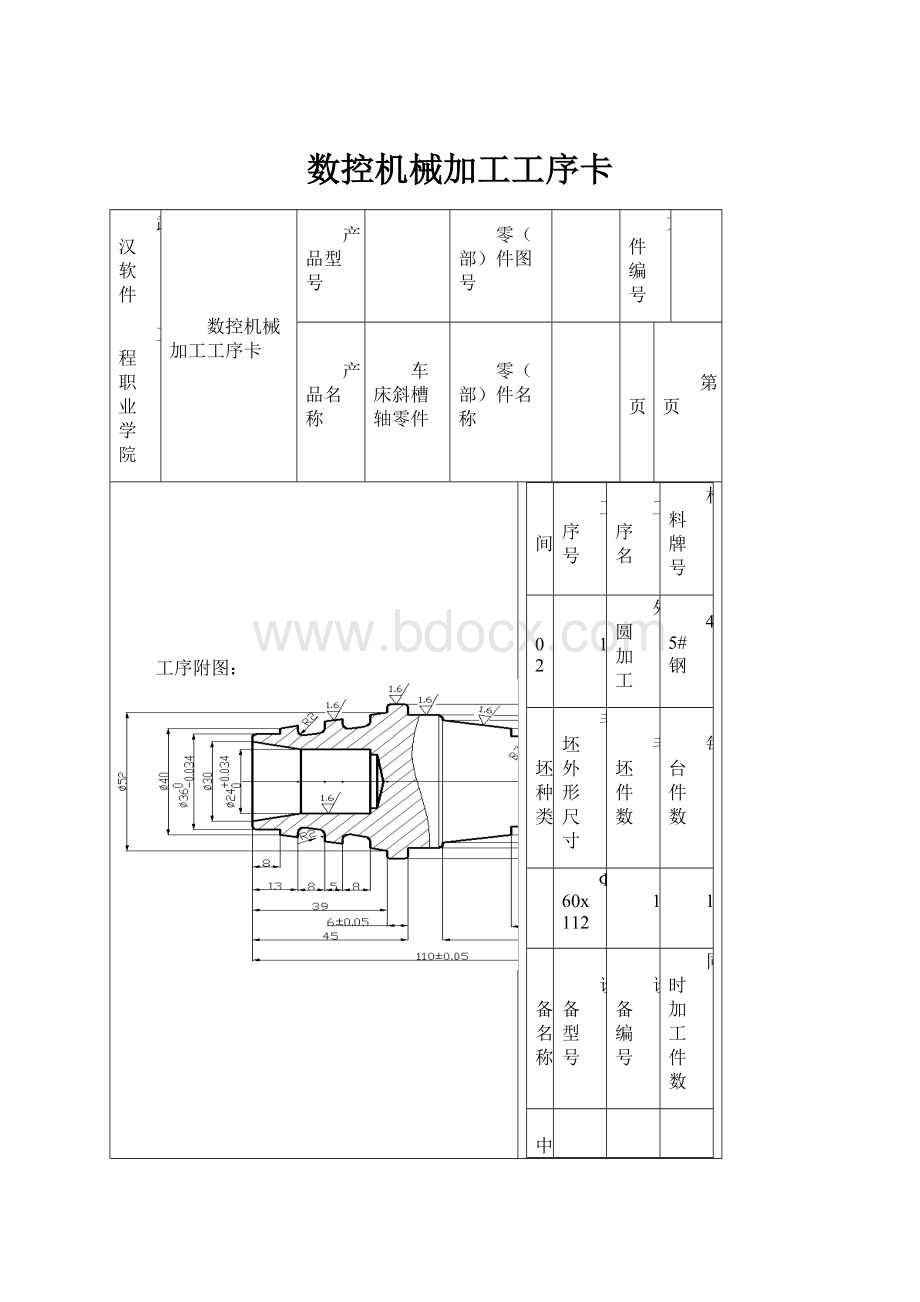
工序附图:
车间
工序号
工序名
材料牌号
102
1
外圆加工
45#钢
毛坯种类
毛坯外形尺寸
毛坯件数
每台件数
Ф60x112
1
1
设备名称
设备型号
设备编号
同时加工件数
华中数控
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工
步
号
工步内容
刀具
进给行程
主轴转速n
切削
速度Vc
进给量f
切削深度
ap
进给次数
工步工时
T
码
种类规格
刀辅具
长度
半径
长度补偿
半径补偿
加工
切入
切出
单件
准终
1
倒角C2
外圆车刀(粗车)
90
0.4
2
0
2
1000
45
100
1
2
车削外圆X30至Z-15
外圆车刀(粗车)
90
0.4
30
15
45
850
70
100
1
3`
倒角C1
外圆车刀(粗车)
90
0.4
1
0
1
900
45
100
1
4
车削外圆X34至Z-19
外圆车刀(粗车)
90
0.4
26
13
39
850
60
100
1
5
圆弧R7
外圆车刀(粗车)
90
0.4
36
12
48
600
50
100
1
6
车削外圆X34至Z-35
外圆车刀(粗车)
90
0.4
26
35
61
850
60
100
1
7
车削外圆锥面至X46Z-55
外圆车刀(粗车)
90
0.4
14
55
69
650
60
100
1
8
倒角C1
外圆车刀(粗车)
90
0.4
1
0
1
1000
45
100
1
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
车床斜槽轴零件
零(部)件名称
共页
第页
工序附图:
车间
工序号
工序名
材料牌号
102
1
外圆加工
45#钢
毛坯种类
毛坯外形尺寸
毛坯件数
每台件数
Ф60x112
1
1
设备名称
设备型号
设备编号
同时加工件数
华中数控
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工
步
号
工步内容
刀具
进给行程
主轴转速n
切削
速度Vc
进给量f
切削深度
ap
进给次数
工步工时
T
码
种类规格
刀辅具
长度
半径
长度补偿
半径补偿
加工
切入
切出
单件
准终
9
车削外圆X50至Z-65
外圆车刀(粗车)
90
0.4
10
65
75
850
60
100
1
10
倒圆角C1
外圆车刀(粗车)
90
0.4
1
0
1
950
45
100
1
`11
车削外圆X58至Z-75
外圆车刀(粗车)
90
0.4
2
75
77
850
55
100
1
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
车床斜槽轴零件
零(部)件名称
共页
第页
工序附图:
车间
工序号
工序名
材料牌号
2
毛坯种类
毛坯外形尺寸
毛坯件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
华中数控
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工
步
号
工步内容
刀具
进给行程
主轴转速n
切削
速度Vc
进给量f
切削深度
ap
进给次数
工步工时
T
码
种类规格
刀辅具
长度
半径
长度补偿
半径补偿
加工
切入
切出
单件
准终
1
倒角C2
外圆车刀(精车)
90
0.2
1100
200
80
0.2
2
车削外圆X30至Z-15
外圆车刀(精车)
90
0.2
900
200
80
0.2
3`
倒角C1
外圆车刀(精车)
90
0.2
1100
200
80
0.2
4
车削外圆X34至Z-19
外圆车刀(精车)
90
0.2
900
200
80
0.2
5
圆弧R7
外圆车刀(精车)
90
0.2
700
200
80
0.2
6
车削外圆X34至Z-35
外圆车刀(精车)
90
0.2
900
200
80
0.2
7
车削外圆锥面至X46Z-55
外圆车刀(精车)
90
0.2
650
200
80
0.2
8
倒角C1
外圆车刀(精车)
90
0.2
1100
200
80
0.2
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
零(部)件名称
共页
第页
工序附图:
车间
工序号
工序名
材料牌号
2
毛坯种类
毛坯外形尺寸
毛坯件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工
步
号
工步内容
刀具
进给行程
主轴转速n
切削
速度Vc
进给量f
切削深度
ap
进给次数
工步工时
T
码
种类规格
刀辅具
长度
半径
长度补偿
半径补偿
加工
切入
切出
单件
准终
9
车削外圆X50至Z-65
外圆车刀(精车)
90
0.2
900
200
80
0.2
10
倒圆角C1
外圆车刀(精车)
90
0.2
1100
200
80
0.2
`11
车削外圆X58至Z-75
外圆车刀(精车)
90
0.2
900
200
80
0.2
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
零(部)件名称
共页
第页
工序附图:
车间
工序号
工序名
材料牌号
3
毛坯种类
毛坯外形尺寸
毛坯件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工
步
号
工步内容
刀具
进给行程
主轴转速n
切削
速度Vc
进给量f
切削深度
ap
进给次数
工步工时
T
码
种类规格
刀辅具
长度
半径
长度补偿
半径补偿
加工
切入
切出
单件
准终
1
切槽(图1)
外圆割刀(刀宽3mm)
120
0000
500
200
100
2
2
切槽(图1)
外圆割刀(刀宽3mm)
120
0000
500
200
100
2
`3
切槽(图2)
外圆割刀(刀宽3mm)
120
0000
500
200
100
2
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
零(部)件名称
共页
第页
工序附图:
车间
工序号
工序名
材料牌号
4
毛坯种类
毛坯外形尺寸
毛坯件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工
步
号
工步内容
刀具
进给行程
主轴转速n
切削
速度Vc
进给量f
切削深度
ap
进给次数
工步工时
T
码
种类规格
刀辅具
长度
半径
长度补偿
半径补偿
加工
切入
切出
单件
准终
1
车螺纹
外圆螺纹刀
120
0000
450
40
100
2.596
`
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
零(部)件名称
共页
第页
工序附图:
车间
工序号
工序名
材料牌号
5
毛坯种类
毛坯外形尺寸
毛坯件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工
步
号
工步内容
刀具
进给行程
主轴转速n
切削
速度Vc
进给量f
切削深度
ap
进给次数
工步工时
T
码
种类规格
刀辅具
长度
半径
长度补偿
半径补偿
加工
切入
切出
单件
准终
1
钻孔Ф20
钻头
150
10
34
0
34
300
50
20
1
`
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
零(部)件名称
共页
第页
工序附图:
车间
工序号
工序名
材料牌号
6
毛坯种类
毛坯外形尺寸
毛坯件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工
步
号
工步内容
刀具
进给行程
主轴转速n
切削
速度Vc
进给量f
切削深度
ap
进给次数
工步工时
T
码
种类规格
刀辅具
长度
半径
长度补偿
半径补偿
加工
切入
切出
单件
准终
1
镗内锥面
镗刀
150
0000
14
6
20
600
80
55
1
2
镗直线面
镗刀
150
0000
34
4
38
600
80
45
1
`
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
零(部)件名称
共页
第页
工序附图:
车间
工序号
工序名
材料牌号
7
毛坯种类
毛坯外形尺寸
毛坯件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工
步
号
工步内容
刀具
进给行程
主轴转速n
切削
速度Vc
进给量f
切削深度
ap
进给次数
工步工时
T
码
种类规格
刀辅具
长度
半径
长度补偿
半径补偿
加工
切入
切出
单件
准终
1
倒角R1
外圆车刀(粗车)
90
0.4
1
1
2
800
65
100
1
2
车削外圆至Z-8处
外圆车刀(粗车)
90
0.4
8
24
32
800
65
100
1
`3
车削台阶Ф40
外圆车刀(粗车)
90
0.4
0
20
20
800
65
100
1
4
车削外圆锥面
外圆车刀(粗车)
90
0.4
31
8
39
800
65
100
1
5
车削台阶Ф58
外圆车刀(粗车)
90
0.4
0
2
2
800
65
100
1
6
倒角R1
外圆车刀(粗车)
90
0.4
1
1
2
800
65
100
1
7
车削外圆至Z-45
外圆车刀(粗车)
90
0.4
2
45
47
800
65
100
1
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
零(部)件名称
共页
第页
工序附图:
车间
工序号
工序名
材料牌号
8
毛坯种类
毛坯外形尺寸
毛坯件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工
步
号
工步内容
刀具
进给行程
主轴转速n
切削
速度Vc
进给量f
切削深度
ap
进给次数
工步工时
T
码
种类规格
刀辅具
长度
半径
长度补偿
半径补偿
加工
切入
切出
单件
准终
1
倒角R1
外圆车刀(精车)
90
0.2
1000
200
80
0.2
2
车削外圆至Z-8处
外圆车刀(精车)
90
0.2
1000
200
80
0.2
`3
车削台阶Ф40
外圆车刀(精车)
90
0.2
1000
200
80
0.2
4
车削
 升级会员
升级会员 