液化石油气钢瓶的设计.docx
《液化石油气钢瓶的设计.docx》由会员分享,可在线阅读,更多相关《液化石油气钢瓶的设计.docx(14页珍藏版)》请在冰豆网上搜索。
液化石油气钢瓶的设计
焊接结构制造工艺及实施课程设计
说明书
系(部):
机械工程系
班级:
焊接3101
序号:
13
******
*******
2011~2012学年第2学期
YSP—5液化石油气钢瓶的设计
设计参数:
介质:
液化石油气;设计压力:
1.6Mpa;使用温度:
-40~60℃;几何容积12L;钢瓶内径:
250;充装量5kg。
一、母材机械性能分析
母材所用材料为Q235A,是普通碳素结构钢,抗拉强度为375~500MPa,不做冲击试验。
二、材料化学成分分析
Q235A材料的化学成分见下表1。
表1Q235A化学成分
钢号
化学成分(质量分数)%
Q235A
C
Si
Mn
S
P
≤0.22%
≤0.35%
≤1.4%
≤0.050%
≤0.045%
三、零部件组成
瓶体焊缝布置有两种方案可供选择,如图1所示。
图1a方案共有三条焊缝:
二条环缝和一条轴向焊缝。
图1b方案只有一条环形焊缝。
图1a方案的优点是上、下封头的拉伸变形小,容易成形;缺点是焊缝多,焊接工作量大,同时,筒体上的轴向焊缝处于拉应力最高位置(径向拉应力为轴向拉应力的两倍),破坏的可能性大。
图1b方案中部有一环缝,完全避免了图1a方案的缺点。
同时,据工件尺寸,瓶体半部可一次拉伸成形,因此,选用图1b方案适宜。
图1
本次课程设计为了说明压力容器筒体的制造,仍采用图1a方案,因此主要零部件有底座、封头(上封头、下封头,采用长短轴比值为2的标准椭圆封头)、筒体、瓶阀座、护罩、瓶阀。
四、结构分析及制造关键点
1.结构分析
(1)封头椭圆形封头压制前的坯料为一个圆形,采用整块钢板,在油压机上,用凸凹模一次热压成形。
封头边缘用封头余量切割机进行加工,用等离子弧切割机开I形坡口。
(2)筒体筒节采用半自动切割机下料,下料前先划线。
筒节在卷板机上冷卷而成。
(3)底座平底型底座压制前的坯料为一个圆形,采用整块钢板,在油压机上,用凸凹模一次热压形成。
底座边缘用封头余量切割机进行加工,用等离子弧切割机开I形坡口。
2.制造关键点
筒身用钢板冷卷成形,为避免焊缝密集,筒身纵焊缝应相互错开。
封头热压成形,与筒身连接处20-30mm的直段以使焊缝避开转角处的应力集中。
五、计算封头与筒体坯料展开尺寸
材料厚度计算:
Ph×Di
So1=2×δsφ-Ph=2.6取3
1.3
由于钢瓶装的液化石油气具有一定的腐蚀性,外加2mm腐蚀厚度,而实际
制造时为计算的1.05倍所以筒体厚度So1=5×1.05=5.25取6mm
根据筒厚,封头查表知内径250mm,材料为合金钢时厚度为6mm
1.封头坯料展开尺寸及展开图
封头采用长短轴比值为2的标准椭圆封头,即a=125mm,b=62.5mm,Dn=250mm,K=0.75,h=25,加工余量s=15
则封头坯料Dp=1.223Dn+2hk+2s
=1.223×250+2×25×0.75+2×15
=373mm
其展开图如图2所示。
图2封头坯料展开图
技术要求
(1)封头的坯料采用整块钢板;
(2)封头加工完毕后,应对主要尺寸进行检查合格后才可以与筒体装配焊接。
2.筒体坯料展开尺寸及展开图
V总=2V封+V筒
V筒=0.012-2×0.0052
=0.0016
V=πR2h
h=V/πR2=0.016/3.14×0.1252
h=0.326m
h=326mm
L=2πR=2×3.14×125=785
图3筒体坯料展开图
钢瓶高度为476mm,减去护罩高度、两个封头及底座高度即可得筒体高度为326mm。
六、钢瓶装配图
七、结构制造工艺流程及工艺卡
1.工艺流程
工艺流程图
2.工艺卡
筒体加工工艺过程卡
筒体加工工艺过程卡
产品型号
部件图号
产品名称
筒体
部件名称
工序
工序名称
工序内容
车间
工艺装备及设备
辅助材料
0
检验
材料应符合国家标准要求的质量证书
检验
1
划线
号料、划线,划出400mm×135mm试块一副
划线
2
切割下料
按划线尺寸切割下料
下料
等离子弧切割机
3
刨边
按图样要求刨各筒节坡口
机加
刨边机
4
成形
卷边成形
成形
卷板机
5
焊接
焊缝和试板组对,除去坡口及其两侧的铁锈、油等;按焊接工艺组焊纵缝和试板
焊接
自动焊
焊丝、焊剂
6
检验
1.纵焊缝外观合格,按GB3323标准进行100﹪射线探伤,达到Ⅱ级合格要求2.试板符合要求
检验
射线探伤设备
7
校形
校圆:
E≤4mm
成形
8
焊接
按焊接工艺组对环焊缝
焊接
自动焊
焊丝、焊剂
9
检验
环焊缝外观合格,按(GB3323标准进行100℅射线探伤,达到Ⅱ级合格要求)
封头加工工艺过程卡
封头加工工艺过程卡
产品型号
部件图号
产品名称
封头
部件名称
工序
工序名称
工序内容
车间
工艺装备及设备
辅助材料
0
检验
原材料应符合国家标准要求的质量证书
检验
1
划线
号料、划线、封头由整块钢板做坯料
划线
2
切割下料
按划线尺寸切割下料
下料
等离子弧切割机
3
热压成形
始压温度一般为1000~1100℃,终压温度为850~750℃;压制前先清除表面的杂质和氧化皮;在水压机上用凸凹模一次压制成形
成形
加热装置,水压机
4
二次划线
号料、划线,划出封头余量
划线
5
封头余量切割
用氧气切割割去加工余量,同时加工坡口
切割
封头余量切割机
6
热处理
热处理消去热压成形时的残余内应力
热处理
热处理加热炉
7
检验
外观检验,尺寸检验,合格后才与筒体装配
检验
筒体环缝焊接工艺
产品名称
筒体
产品型号
零部件名称
上、下封头及筒体
母材
Q235A
规格
筒体
6mm
焊缝位置
筒体环缝
封头
6mm
层次
焊接方法
焊接材料
电源及极性
电流/A
电压/V
焊接速度/(m.h-1)
牌号
规格
1
埋弧焊
焊丝:
H08MnA
4mm
交流
450-500
29-31
40.5
焊剂:
HJ431
焊接层次:
铜衬垫单面焊双面成形
坡口角度:
0°
钝边:
板厚
间隙:
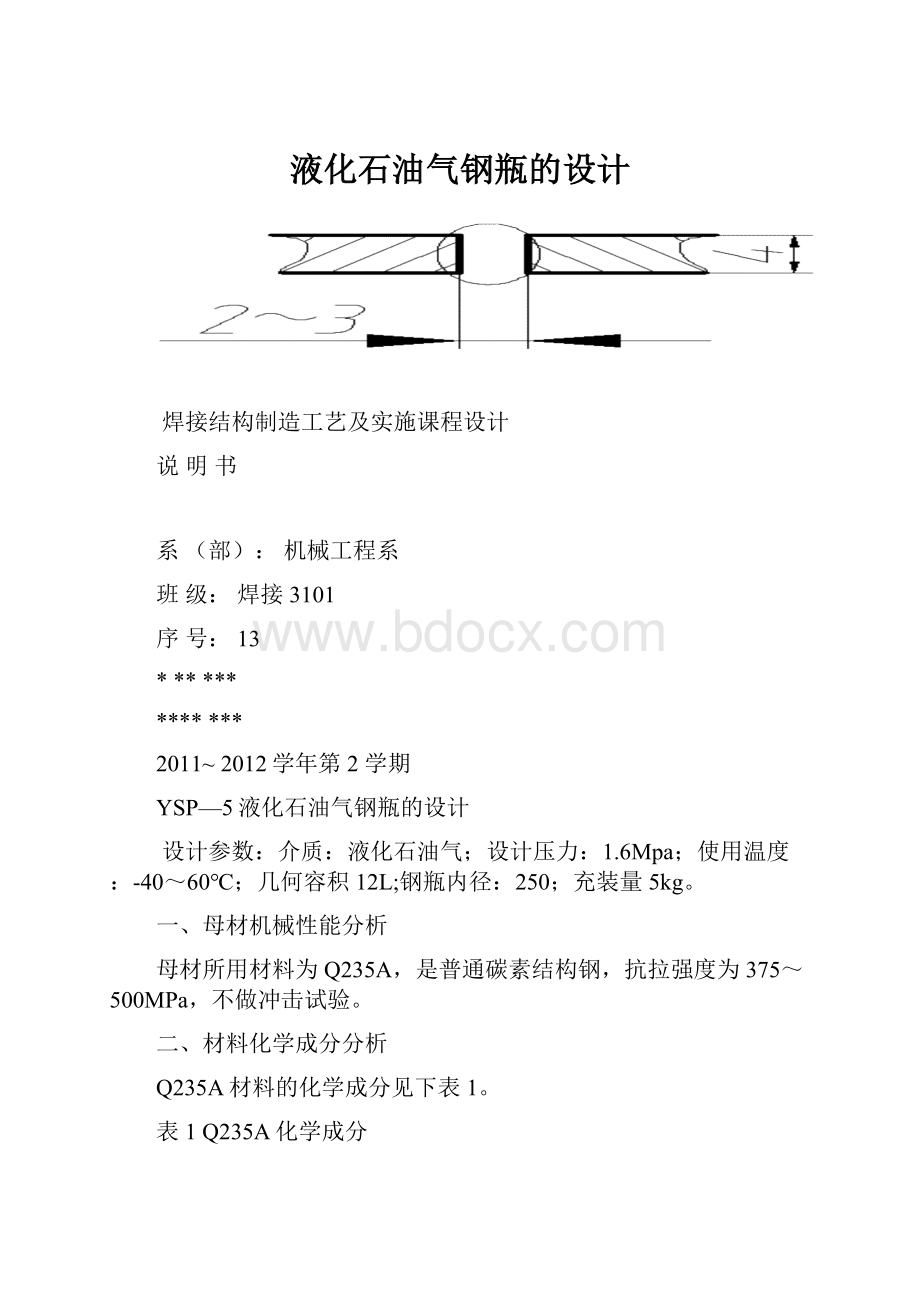
2~3mm
技术要求及说明
1.清除坡口两侧内外表面20mm范围的油污、锈汚、尘土且应露出金属光泽。
2.采用铜衬垫单面焊双面成形
3.定位焊焊条选用E5015
筒体纵缝焊接工艺
产品名称
筒体
产品型号
零部件名称
筒体
母材
Q235A
规格
6mm
焊缝位置
筒体纵缝
层次
焊接方法
焊接材料
电源及极性
电流/A
电压/V
焊接速度/(m.h-1)
牌号
规格
1
埋弧焊
焊丝:
H08MnA
4mm
交流
450-500
29-31
40.5
焊剂:
HJ431
焊接层次:
铜衬垫单面焊双面成形
坡口角度:
0°
钝边:
板厚
间隙:
2~3mm
技术要求及说明
1.清除坡口两侧内外表面20mm范围的油污、锈汚、尘土且应露出金属光泽。
2.采用铜衬垫单面焊双面成形
3.定位焊焊条选用E5015
底座与下封头焊接工艺
产品名称
底座与下封头
产品型号
零部件名称
底座与下封头
母材
Q235A
规格
底座
6mm
焊缝位置
底座与下封头角焊缝焊接
封头
6mm
层次
焊接方法
焊接材料
电源及极性
焊接电流/A
牌号
规格
1
焊条电弧焊
E4315
3.2mm
直流反接
100~130
2
焊条电弧焊
E4315
3.2mm
直流反接
100~130
焊接层次:
单面焊双面成形
坡口角度:
30°
间隙:
0~1mm
技术要求及说明
1.清除坡口两侧内外表面20mm范围的油污、锈汚、尘土且应露出金属光泽。
2.采用打底焊单面焊双面成形
八、焊接工艺评定
为了检验壳体焊缝的力学性能及金相组织,而又不破坏壳体焊缝,通常规定在焊接压力容器的纵缝及环缝时,必须加焊专供检测用的试板。
在试板上截取式样进行力学性能与金相组织试验。
1.制作试板
制作筒体纵焊缝的焊接试板
2.力学性能试验
通过试板截取试样进行焊缝的力学性能试验,通常包括拉伸试验、弯曲试验和冲击试验,低温容器还进行设计温度下的冲击试验。
试样应在外观检查、无损探伤检查合格的试板上截取。
试样的长度应垂直与焊缝长度,截取方法应符合GB150附录E的规定。
1)拉伸试验2个,拉伸试验的最小抗拉强度不小于图样的规定值
2)弯曲试验2个,一个是面弯,一个是背弯。
按GB232的规定进行。
焊缝中央应对准弯轴中心。
3)冲击试样应垂直与焊接方向截取。
试样上表面距试板的表面约2mm.试样缺口的轴线应垂直与表面。
冲击试验按GB/229标准有关规定进行。
4)复验焊接试板的拉伸、弯曲试验如不合格,允许复验。
综上所述,焊接工艺评定完成后,方可进行后续的焊接加工工作,按照筒体加工工艺过程卡,封头加工工艺过程卡,筒体纵缝焊接工艺,筒体环缝焊接工艺,封头与底座焊接工艺总缝焊接工艺的数据等参数可以正确的焊接。
在经过焊接后的检验可得到符合要求的压力容器(钢瓶)。
九、总结
经过一周的课程设计,我们在张帅谋老师的领导下,总算能完成了本次的设计任务。
从中学会了很多,不仅仅是专业知识,还那些独立自主的能力。
通过这次课程设计使我懂得了理论与实际相结合是很重要的,只有理论知识是远远不够的,只有把所学的理论知识与实践相结合起来,从理论中得出结论,才能真正为社会服务,从而提高自己的实际动手能力和独立思考的能力。
在设计的过程中遇到问题,可以说得是困难重重,这毕竟第一次做的,难免会遇到过各种各样的问题,同时在设计的过程中发现了自己的不足之处,对以前所学过的知识理解得不够深刻,掌握得不够牢固。
有人说,世上的事就怕认真二字。
确实,做什么,只是认真地去做,踏踏实实,戒躁戒躁,静静地思考,慢慢地进步,真的是天下无难事。
这就是我这次课程设计中得到的最大的体会,受益匪浅。
十、课程设计参考资料
GB150-1998钢制压力容器
JB4708-2000钢制压力容器焊接工艺评定
焊接手册(1-3卷),机械工程学会焊接学会编
焊接结构生产,邓红军主编,北京:
机械工业出版社,2004.1
实用压力容器焊工读本,孙景荣主编,北京:
化学工业出版社,2007.1
焊接结构,田锡唐,北京:
机械工业出版社,1996.10
焊接结构制造工艺及实施,朱小兵、张祥生主编,北京:
机械工业出版社
 升级会员
升级会员 