制作工艺部分.docx
《制作工艺部分.docx》由会员分享,可在线阅读,更多相关《制作工艺部分.docx(5页珍藏版)》请在冰豆网上搜索。
制作工艺部分
PC的工艺特性
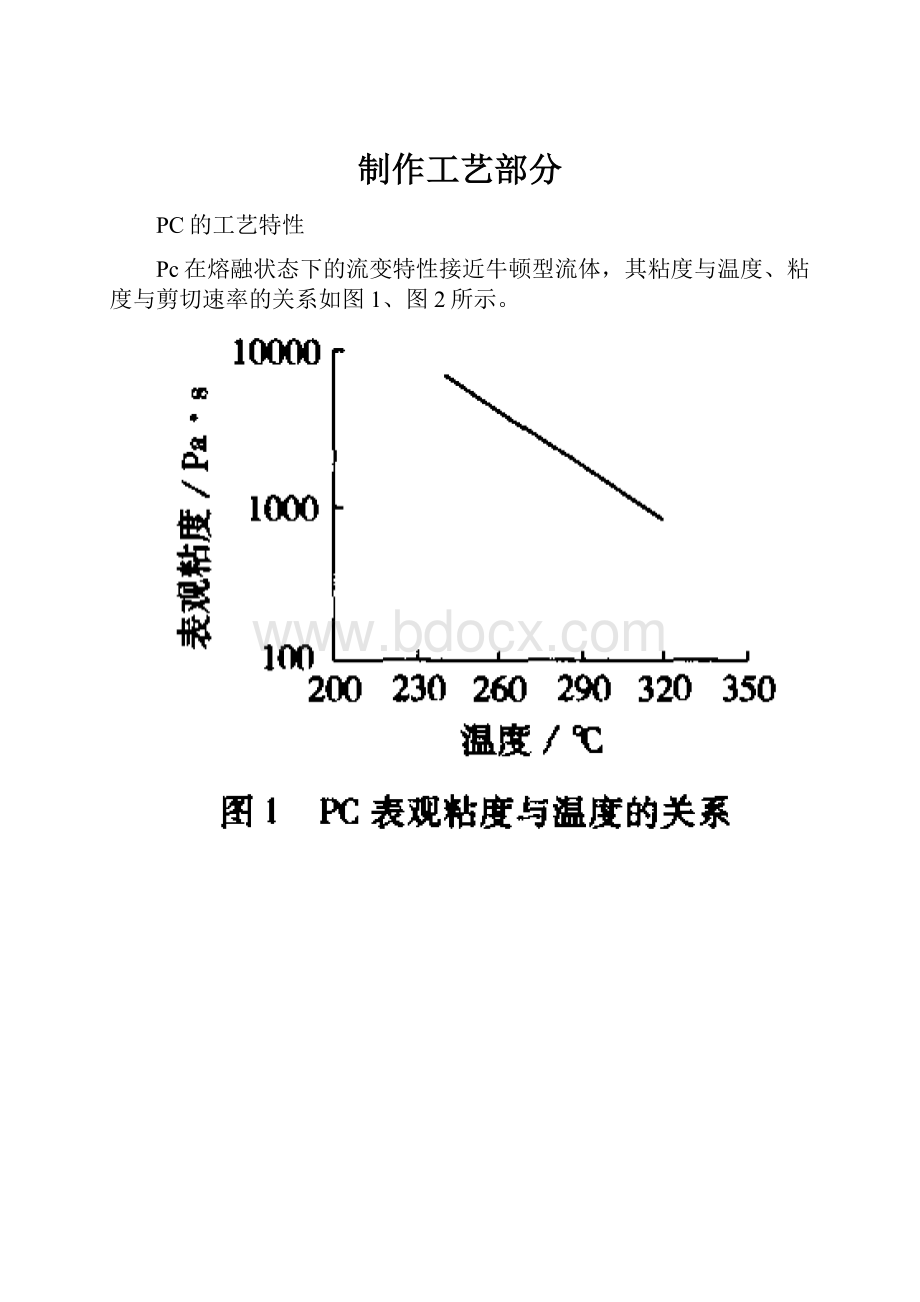
Pc在熔融状态下的流变特性接近牛顿型流体,其粘度与温度、粘度与剪切速率的关系如图1、图2所示。
由图1和图2可以看出,PC熔体粘度与温度关系较大,而与剪切速率关系不大。
因此在成型加工过程中,仅靠提高注塑压力和注射速率不可能达到改善熔体流动性的目的,反而还会导致制品的内应力增加,而适当改变温度可以有效地调节熔体流动性。
PC的注射成型工艺
影响PC注射成型制品质量的工艺因素主要有模具与设备、制品与嵌件结构、原材料干燥、注射温度、注射速率、注塑压力、成型周期、模具温度、制品后处理等。
(1)模具与设备为尽量减小PC制品的内应力,应采用移动螺杆式注塑机。
喷嘴选用普通敞口延伸式为佳。
模具流道应设计为粗而短,弯曲部位宜少.用圆形截面的分流道,并进行研磨。
由于Pc熔料较硬,易损伤模具,型腔和型芯应淬硬。
型腔表面镀硬铬。
(2)制品与嵌件结构Pc制品应避免有尖角,壁厚应均匀。
尽量避免金属嵌件,无法避免时,在成型前须将嵌件预热至200℃,以减少开裂倾向。
(3)原材料干燥虽然常温下Pc本身吸湿性小,且吸湿后性能变化不大,但在成型前必须严格控制Pc的含水量(0.002%以下),才能获得合格的制品。
这是因为Pc在高温下会发生水解,若原材料含水,其制品常会出现银丝、气泡、甚至破裂,强度会显著下降,甚至不能使用,所以PC成型前必须经过严格的干燥。
目前广泛采用的常压烘箱干燥条件为:
110℃,10~24h,料层厚度小于20mm。
干燥后的原料应尽可能避免与空气接触,因为Pc能很快地吸附湿气,因此即使Pc在空气中放置几分钟也有必要再干燥一下。
最好的方法是采用真空干燥,该法干燥速度快且干燥程度均匀,但对设备要求高。
PC树脂是否干燥合格可用以下方法检测:
将两片载玻片在约270℃的热板上加热1~2min,将3~4粒烘干的料粒夹在两片载玻片之间并轻缓加压使粒子变扁,若熔料无气泡则认为合格。
(4)注射温度PC的刚性大,分子间作用力大,使其力学强度较高,玻璃化转变温度也较高,允许使用温度范围很宽(一100—130℃)。
较大的分子间作用力和刚性分子链相互缠结不易解除,使分子间相对滑移较为困难,熔融温度也较高,从而使加工温度较高。
注射温度对制品质量影响很大,情况不同(如注塑机类型、制品壁厚等),最佳加工温度范围也不同。
总的来说,PC制品宜在较高温度下成型。
因为温度较高,PC塑化较好,熔融粘度低,易充满型腔,而且熔体进入型腔过程中定向作用小,从而使制品内应力小,力学强度较高。
在285—310℃成型时PC分子降解少,力学强度高,制品的颜色和光亮度都比较好。
成型温度低于285。
C时,熔体粘度大,流动性太差,常会出现充模不满或制品袭面出现皱纹,表面粗糙而无光泽。
温度高于310℃时,PC会发生分解使制品颜色加深,表面出现暗条。
若高于340℃就会发生严重分解,出现气泡、黑点及表面色泽暗淡,而且力学性能显著下降,以至变脆而报废。
一般控制料筒温度210~2900C,喷嘴温度比料筒温度低5~10℃
(5)注射速率PC制品成型时注射速率宜慢一些。
若注射速率太快,易出现熔体破裂现象,在浇口周围会产生糊斑、制品表面毛糙等缺陷或因排气不良造成制品烧焦。
(6)注塑压力PC的流变特性接近牛顿型流体,注塑压力对成型工艺及制品性能的影响远不如温度的影响显著。
但一般注塑压力还是要求较高(60—120MPa),应根据制品情况选取合适的压力。
注塑压力太小,难以克服熔体的流动阻力,熔体难以充满型腔;注塑压力过大也不好,因为注射速率随注塑压力增大而增大,在低模温、低注射温度或薄壁件情况下,高压高速注射将使制品的内应力增大。
(7)成型周期成型周期一般包括注射、无压冷却、开合模三个步骤所需时间。
注射时间应根据制品壁厚而定,一般在30—120s之间。
注射时间中充模时间是很短的,一般只有5~10s,其余为保压时间,保压的目的一方面是使制品逐渐冷却,另一方面是使熔体不断充满型腔,补充制品收缩的需要,防止制品产生凹痕、空洞等现象。
冷却时间主要是根据制品厚度、冷凝速度和模具温度来确定。
一般来说,冷却时间应保证脱模时不引起制品变形为原则.通常在30~120s
(8)模具温度模具最好有加热装置,使模具温度保持在80~120。
C。
模温太低会使制品表面不光亮、发雾状,透明性不好,甚至产生波纹,而且由于冷却速度快,制品内应力大,故必要时需加热模具。
但模具温度也不宜过高,否则会使制品冷却时延长,生产效率降低,若冷却不充分则难以脱模,甚至造成制品变形。
(9)制品后处理Pc熔融温度高,熔体粘度大,流动性差,冷却速度快,使制品内应力较大。
分子链的刚性大使分子取向后又不易松弛,从而使制品中残留的内应力难以自消,必须对其进行后处理以消除内应力。
对于形状复杂、带金属嵌件并经机械加工、使用温度极低或很高的制品进行制品后处理更有必要。
对PC制品进行热处理是目前消除或减小内应力的最简单的方法。
具体方法如下:
将制品于室温置人烘箱,随炉升温,在100—105℃保温10—20min,继续升温到120—125℃,保温30-40min,然后将制品随炉冷却至60℃以下取出,热处理介质为空气。
注塑制品一个普遍存在的缺点是有内应力。
内应力的存在是制品在储存和使用过程中出现翘曲变形和开裂的重要原因,所以应该使制品结构、模具设计、成型工艺和热处理等方面达到最佳状态以使制品内应力降低到最小程度。
制品内应力尚缺乏简便、快速且能精确定量测定的方法,目前常用偏振光透视、温度骤变试验和溶剂浸渍试验作为测试制品内应力的半定量或定性的试验方法。
其中溶剂浸渍法最为简单、方便,具体做法是将制品浸泡于四氯化碳(CCl4)中,未经热处理的制品不到lmin就在应力集中的部位(如孔周围、尖角和直角处及壁厚变化大的地方)发生严重开裂,而经过热处理的制品浸泡10min也无变化。
这说明采用热处理方法消除制品内应力是很有效的。
PC注射成型制品常见的缺陷及解决措施列于
表1。
4结语
聚碳酸酯的应用范围日益扩大,应用前景十分广阔,其成型工艺条件必须严格控制,加工前最好采用真空干燥,干燥速度快且干燥程度均匀;制品应尽量避免采用金属嵌件,无法避免时,在成型前须将嵌件预热至200℃,以减少开裂倾向;采用热处理来消除或减小制品内应力。
笔者提出的聚碳酸酯注射成型过程中常见的制品缺陷及解决措施对生产有一定的指导作用。
 升级会员
升级会员 