铝合金制作及安装工艺流程图.docx
《铝合金制作及安装工艺流程图.docx》由会员分享,可在线阅读,更多相关《铝合金制作及安装工艺流程图.docx(30页珍藏版)》请在冰豆网上搜索。
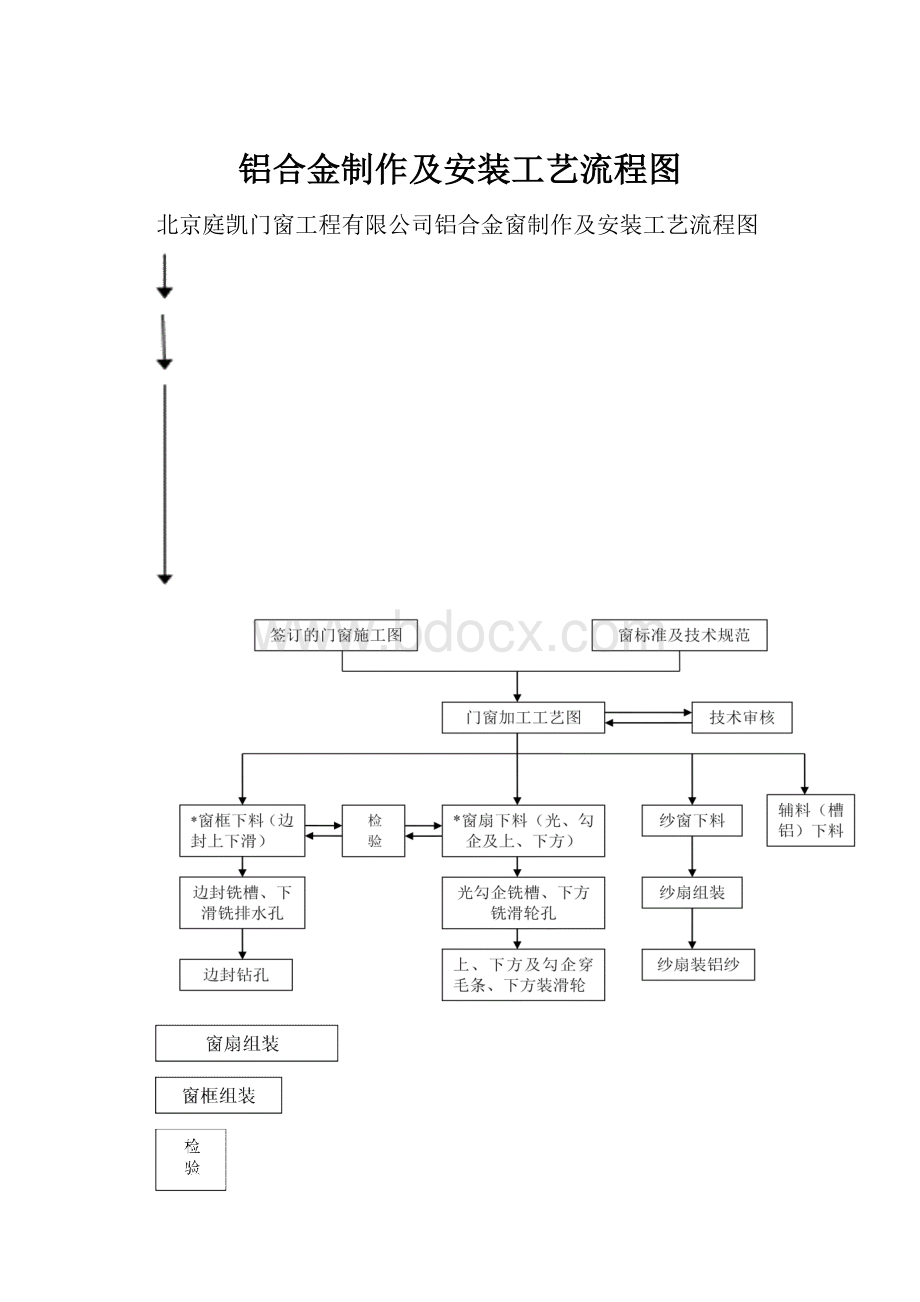
铝合金制作及安装工艺流程图
北京庭凯门窗工程有限公司铝合金窗制作及安装工艺流程图
*关键工序
企业名称
北京庭凯门窗工程有限公司
工序名称
下料
产品型号、名称
工艺文件
编号
页
数
共13页
第1页
产品部位
名称
框、扇
工序号
1
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
长度偏差
±0.5
不合格型材不得使用
长度用卷尺测量
钢卷尺
2
角度偏差
±0.5
型材用轻拿轻放,避免划伤表面。
角度用角度尺测量
3
型材表面光洁,无明显划痕擦伤
首件必须检查合格后,方可成批下料下好的料要放在专用料台或料车上
检测数量不少于每件数的5%
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
企业名称
北京庭凯门窗工程有限公司
工序名称
下料
产品型号、名称
工艺文件
编号
页
数
共13页
第2页
产品部位
名称
中梃
工序号
2
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
长度偏差
±0.5
不合格型材不得使用
长度用卷尺测量
钢卷尺
2
型材表面光洁,无明显划痕擦伤
首件必须检查合格后,方可成批下料下好的料要放在专用料台或料车上
检测数量不少于每件数的5%
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
企业名称
北京庭凯门窗工程有限公司
工序名称
开U型口
产品型号、名称
工艺文件
编号
页
数
共13页
第3页
产品部位
名称
框
工序号
3
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
游标卡尺
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
核对型材尺寸是否正确,应无变形
不合格型材不得使用
检测数量不少于每件数的5%
2
1型口深度偏差
±0.4
首件要检查,合格后再批量加工
用游标卡尺测量
游标卡尺
3
1型口宽度偏差
±0.4
首件要检查,合格后再批量加工
用游标卡尺测量
游标卡尺
4
1型口位置偏差
±0.4
首件要检查,合格后再批量加工
用游标卡尺测量
游标卡尺
角度尺
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
企业名称
北京庭凯门窗工程有限公司
工序名称
钻执手孔
产品型号、名称
工艺文件
编号
页
数
共13页
第4页
产品部位
名称
扇(下横)
工序号
4
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
游标卡尺
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
核对型材尺寸是否正确,无变形
不合格型材不得使用
检测数量不少于每件数的5%
2
划线
用卡尺测量
游标卡尺
3
用执手配打孔
a保证两孔中心距
±0.5
用卡尺测量
游标卡尺
b保证孔中心线与型材面的距离偏差
±0.5
用卡尺测量
游标卡尺
4
去毛刺
目测表面清洁度
目测
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
企业名称
北京庭凯门窗工程有限公司
工序名称
角码切割
产品型号、名称
工艺文件
编号
页
数
共13页
第5页
产品部位
名称
角码
工序号
5
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
长度偏差
±0.5
保证角码下料端面平行
用游标卡尺测量
游标卡尺
2
去毛刺
目测表面光洁度
目测
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
企业名称
北京庭凯门窗工程有限公司
工序名称
窗框铆接
产品型号、名称
工艺文件
编号
页
数
共13页
第6页
产品部位
名称
框
工序号
6
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
高度B≤2000;宽度A≤2000
±0.5
保证各铆接点、缝隙均匀
用钢卷尺测量高度,宽度
钢卷尺
2
高度B>2000;宽度A>2000
±2
保证各铆接点、缝隙均匀
用钢卷尺测量高度,宽度
钢卷尺
3
对角线尺寸L=L1-L2
a高度尺寸≤2000
≤2
用钢卷尺测量对角线
钢卷尺
b高度尺寸>2000
≤3
用钢卷尺测量对角线
钢卷尺
4
铆接牢固、尺寸准确、90
±0.5
用角度尺测量
角度尺
5
相邻两构件高低差
0.8
每件检查
游标卡尺
6
去毛刺
保证产品表面光洁、平整
目测
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
企业名称
北京庭凯门窗工程有限公司
工序名称
组角
产品型号、名称
工艺文件
编号
页
数
共13页
第7页
产品部位
名称
扇
工序号
7
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
高度B≤2000;宽度A≤2000
±1.5
保证组角缝隙均匀
用钢卷尺测量高度,宽度
钢卷尺
2
对角线尺寸L=L1-L2
2
用钢卷尺测量对角线
钢卷尺
3
铆接牢固、尺寸准确、90
±0.5
用角度尺测量
角度尺
4
相邻两构件高低差
0.8
每件检查
游标卡尺
5
去毛刺
保证产品表面光洁、平整
目测
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
企业名称
北京庭凯门窗工程有限公司
工序名称
装胶条
产品型号、名称
工艺文件
编号
页
数
共13页
第8页
产品部位
名称
框、扇
工序号
8
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
密封条的镶嵌部位必须全部压入型材的安装槽内
注意密封条型号不能用错
目测检验
目测
2
密封条嵌入型材槽内后要保证密封条平整,且不能过分拉伸或处于拉直状态
注意密封条接口位置不能错
3
密封条质量要达到GB12002的标准要求
4
不允许有脱槽现象,使用整根胶条,接缝处应处于框、扇上端
注意避免拐角处胶条脱槽
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
企业名称
北京庭凯门窗工程有限公司
工序名称
框扇装配
产品型号、名称
工艺文件
编号
页
数
共13页
第9页
产品部位
名称
框、扇
工序号
9
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
框、扇四周塔接均匀
装配时应分清扇的左右及上下方向
用卡尺或钢卷尺测量塔接量
钢卷尺
2
扇装配时应与框之间留有2mm的间隙
根据胶条厚度留间隙
用塞尺测量各部间隙
塞尺
3
窗框、窗扇装配后,不得妨碍开关功能,窗扇不翘曲门窗开关自如、灵活、不倒翘,无反弹和阻滞现象
4
铰链安装位置应正确,数量应齐全,安装应牢固,开关灵活,具有足够的强度
铰链与框扇之间配打孔,并留有开启的间隙余量
用塞尺测量各部间隙,用卡尺或钢卷尺测量塔接量
钢卷尺、塞尺
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
企业名称
北京庭凯门窗工程有限公司
工序名称
配扣件
产品型号、名称
工艺文件
编号
页
数
共13页
第10页
产品部位
名称
框、中梃、扇
工序号
10
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
对应边框上扣条
扣条对接处缝隙小于1mm
用塞尺检查缝隙
塞尺
2
扣条切角时应注意切角与不切角
目测检查
目测
3
用强力胶带固定扣条
扣条要固定牢固,以免丢失
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
企业名称
北京庭凯门窗工程有限公司
工序名称
固定片安装
产品型号、名称
工艺文件
编号
页
数
共13页
第11页
产品部位
名称
框
工序号
11
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
固定片的中心线距料端头为100mm
注意固定片的位置和间距
用钢卷尺测量间距
钢卷尺
2
固定片的安装位置:
两固定片中心线距离不得大于600mm
3
固定片若为铆接时,应用铆钉固定牢固;固定片若为卡接时,应卡死
不得划伤型材表面
目测检查安装质量
目测
4
固定片应符合JG/T132-2000标准
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
企业名称
北京庭凯门窗工程有限公司
工序名称
成品检验
产品型号、名称
工艺文件
编号
页
数
共13页
第12页
产品部位
名称
框、中梃、扇
工序号
12
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
按产品标准出厂逐项检验
必须按标准逐项检验
按GB/T8479标准执行
2
合格品贴上出厂标签
检验时不得损坏成品
3
不符合品返回车间,按有关规定处理
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
企业名称
北京庭凯门窗工程有限公司
工序名称
包装入库
产品型号、名称
工艺文件
编号
页
数
共13页
第13页
产品部位
名称
框、扇成品
工序号
13
设备
名称
编号
型号
工装模具
名称
编号
工装定位基准
工序工时定额
工人等级
材料
工序技术标准
操作要点
检测方法及量具
序号
内容
允差
内容
方法
量检具名称
1
包装材料为塑料薄膜
选用塑料薄膜为包装材料
2
将包装材料缠绕在窗框体外表面,缠绕应紧密牢固
将包装材料缠绕在窗框体外表面,缠绕应紧密牢固
3
包装过程中应避免划伤窗户
注意包装顺序包装过程中使用剪刀等工具时,应避免划伤门窗型材表面按规格型号分类摆放成品做好标识
目测检查包装质量
目测
更改状态
更改单号
签字
日期
更改状态
更改单号
签字
日期
描图
审核
设计
标准化
校对
批准
 升级会员
升级会员 