冷作模具钢.docx
《冷作模具钢.docx》由会员分享,可在线阅读,更多相关《冷作模具钢.docx(51页珍藏版)》请在冰豆网上搜索。
冷作模具钢
冷作模具钢
主要用于制造在冷状态(室温)条件下进行压制成形的模具,如冷冲压模具、冷拉伸模具、冷镦模具、冷挤压模具、压印模具、辊压模具等。
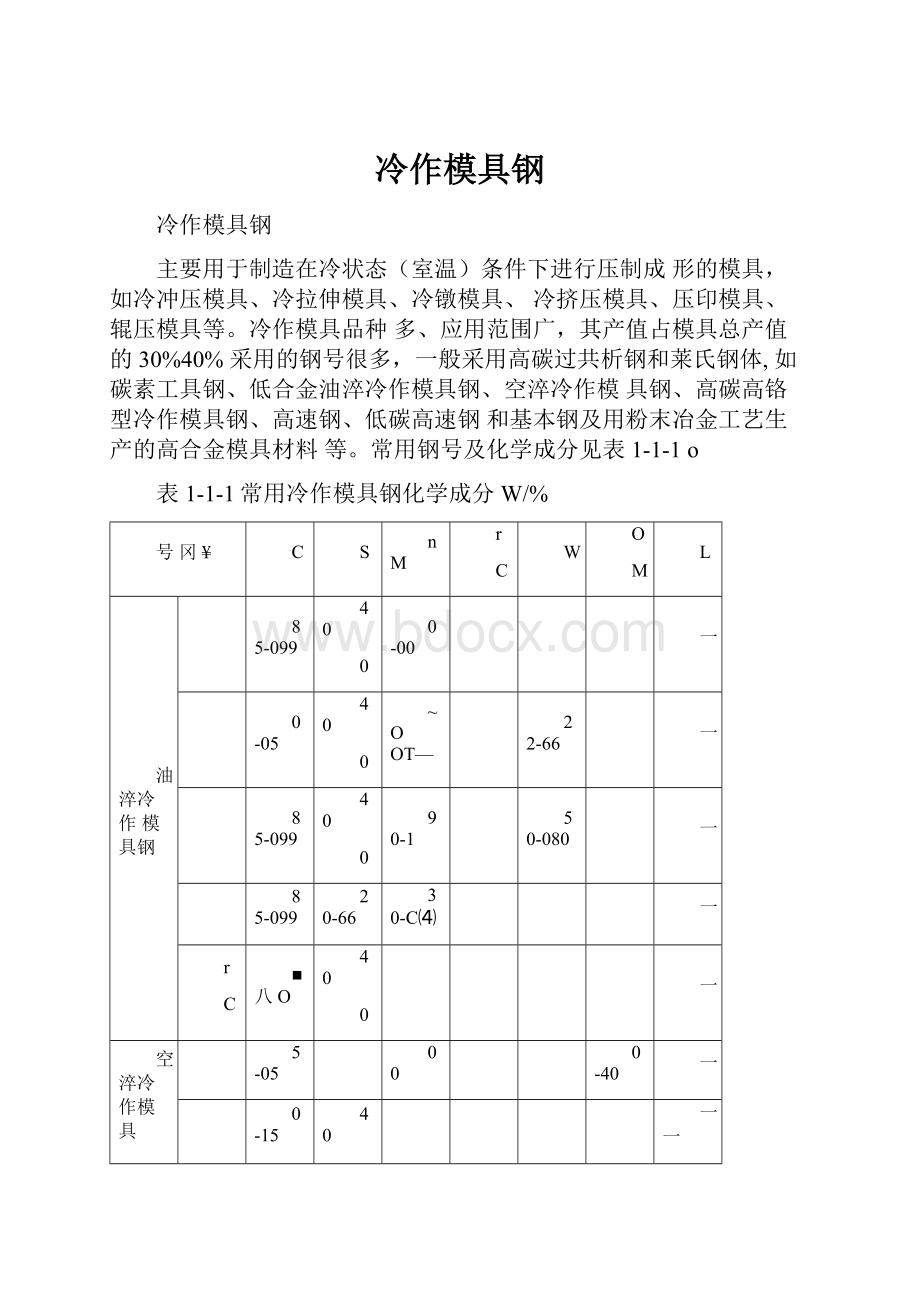
冷作模具品种多、应用范围广,其产值占模具总产值的30%40%采用的钢号很多,一般采用高碳过共析钢和莱氏钢体,如碳素工具钢、低合金油淬冷作模具钢、空淬冷作模具钢、高碳高铬型冷作模具钢、高速钢、低碳高速钢和基本钢及用粉末冶金工艺生产的高合金模具材料等。
常用钢号及化学成分见表1-1-1o
表1-1-1常用冷作模具钢化学成分W/%
号冈¥
C
S
nM
r
C
W
O
M
L
油淬冷作模具钢
85-099
40
0
0-00
一
0-05
40
0
~OOT—
22-66
一
85-099
40
0
90-1
50-080
一
85-099
20-66
30-C⑷
一
r
C
■八O
40
0
一
空淬冷作模具
5-05
00
0-40
一
0-15
1
40
0
一一
3右
0-70
90-66
一
钢
曲88
40
0
70
.307
1
0
讨80
-
高“
2^1rC
-
-
-
-
r
-
-33
-
-
-
o
-
-
L
冷〃
di
5
4di
r
5
2
T
00
di
di
9-
40-
0
-
-70
40
0
<
o
作
L
-
模」
di
40
di
一
70
0
-
具
-66
60
0
<
60
0
o
具钢「
-
号冈¥
C
S
nM
rc
w
O
M
rL
一
~4.
70
3
00
6
<_
r
-
5-6-
-
L
I
n八木一
W一
-3.一
55
2
O-
碳低
-
-70
-
-
-亠
、
一
~5.o£
4
c_
<_
r
-70
40
0
<
L
韧高
r—
高性
磨耐
~1
70
0
-
八、
Tr
--
-
冈
¥具
IL
r—
火淬
火Z
IA
I、
・
乍
5
1
05
22
55
作具冷模
钢
IL
热作模具钢
主要用于制造对高温状态的金属进行热成形的模具。
如热锻模具、热挤压模具、压铸模具、热剪切模具等。
这类钢含碳量一般为0.3%~0.5%,添加提高高温性能的钨、钼、铬、钒等合金元素,又分为锻造模块用钢、铬钼系热作模具钢、铬钨系热作模具钢、奥
氏体型高温热作模具钢等。
特殊要求的热作模具有时采用高温合金和难熔合金制造。
常用热作模具钢化学成分见表1-1-2。
表1-1-2常用热作模具钢化学成分w/%
号冈¥
c
s
nM
rc
oM
w
V
55
0
66
0
40
0
88
0
8
9
33
0
锻
o
40
1
压
o
1
模
.20
1
66
0
块
66
0
66
0
.60
1
9-~.
33
0
用
o
钢
o
0
00
1
45
0
7oo
V
66
0
40
0
5
9
0
.2
5
5
0
2o
o
.50
1
o
1
66
0
40
0
.50
1
00
3
5
0
99
0
66
0
o~2.
.20
55o
o
.20
号冈¥
c
s
nM
rc
oM
w
V
r5
4cr
-
3
3
0
20
0
75
4
4
0
.20
55
0
5
~5.
.60
1
66o
珞
o
钮
r5
4cr
2
3
0
o
00
0
20
0
75
4
o
1
o
00o
系
45
0
.20
55
0
5
~5.
7
1
.20
热
o
作.
r5
4cr
.50
4
.60
1
66o
模
42
0
.20
40
0
5
~5.
40
2
0
1
具
o
钢
r5
4cr
33
0
20
0
75
4
5
.2
00
1
<
40
0
.20
55
0
5
~5.
7
1
7
1
55o
o
33
33
0
o
2
2
40
0
40
0
40
0
7~2.
00
9
55o
珞
V
W8
o
鸨
00
3
系
SS/
45
0
.20
70
0
7-3.
00
3
75o
热
5
作
40
0
40
3
.50
1
.50
4
70
模
O2V
55
0
40
0
40
0
4
O
2
O
1
具
O
钢
45
0
O
00
0
70
3
O
.8
1
O
.8
1
O.2
5
5
0
O
1
55
0
■3
O
2
2
O
2
2
.30
1
O
7
4
0
O
8
3
AI
一
U
.37oO
2
3
0
O
00
2
55
2
O.2
O
00
V
W2
42
0
99
0
5
6
0
3
00
3
O
1
.20
O
奥
45
0
55
7.
55
2
.50
1
氏
5
5
0
00
^1
O
5
-8.
00
3
00
2
体
O
O
体型
高
温
热
作
模
具
钢
塑料模具用钢
近40年来,随着石油化工工业的发展,塑料已成为重要的工业原材料;因此,塑料制品成形用的模具需要量迅速增长,不少工业发达国家塑料模具的产值已经超过冷作模具的产值,在模具制造业中居首位。
由于不同类型的塑料制品对模具钢的性能要求有差异,因此在不少国家已经形成包括范围很广的专用塑料模具用钢系列,包括碳素结构钢,渗碳型塑料模具钢,预硬型塑料模具钢,时效硬化型、耐蚀型、易切
削型、马氏体时效型塑料模具钢以及适应低表面粗糙塑料制品模具用的镜面抛光型塑料模具用钢。
常用塑
料模具钢的化学成分见表1-1-3
表1-1-3常用塑料成型模具用钢化学成分w/%
号冈¥
c
s
nM
rc
w
oM
V
E
4
45
合
55
37
88
金
55
-O.
47
0
塑
55
37
88
料
55
成
66
30
88
型
模
88
具
O
1
钢
2
1
1
5
「4
12
渗
碳
22
37
88
o
1
型
.50
N
塑
7
1
37
66
99
00
2
料
75
2
模
7
1
37
66
99
5
2
3
具
5
2
3
钢
4
22
37
66
75
75
3
1
00
1
04
10.
22
37
o
1
30
o
0
预
硬
40
88
00
00
55
型
5
00
o
塑
OiM
40
40
55
00
55
5
1
料
1
00
1
5
00
o
模
66
88
5
1
30
66
30
5
1
具
1
.30
1
r
SVOm
85
70
66
88
25
o
1
时
55
2
00
Al
效
Alo
M
30
55
55
88
40
00
3
.60
1
硬
06
0
1
.30
1
55
5
Ti
化
66
.20
6
1
型
£
塑」
5(2
00i
03
0
O
0
O
0
O
M
Ti
料模
模具
22
£
钢
co
Al
00
5
1
号冈¥
C
S
nM
r
C
W
O
M
V
耐
蚀
45
4
性
塑
00
90
00
9
料
1
40
1
模
05
66
4
88
具
1
7
1
钢
22
90
00
9
88
20
7rC
1
7
0
.50
N
2
7
1
00
8
整
~2.
70
1
体
99
00
22
淬
硬
05
O
1
20
66
型
塑
99
20
88
88
料
1
45
1
1
00
1
模
70
66
33
具
钢
1
IV
45
20
55
55
75
20
常用冲压材料简介:
选择冲压用材料时,首先应满足冲压件的使用要求。
一般来说,对于机器上的主要冲压件,要求材料具有较高的强度和刚度;电机电器上的某些冲压件,要求有较高的导电性和导磁性;汽车、飞机上的冲压件,要求有足够的强度,并尽可能减轻质量;化工容
器要求耐腐蚀等。
同时,还应满足冲压工艺对材料的要求,以保证冲压过程顺利完成。
即:
应具有良好的塑性和表面质量,以及板料厚度公差应符合标准规定等。
冷冲压用钢大多为板材,它与易切削钢一样,都是着重要求工艺性能的钢类。
由于冲压工艺使材料利用率高,工艺流程简便,便于组织流水作业,能冲制出形状复杂、互换性好的零件。
冲压生产中常用的材料有金属板料和非金属板料。
金属板料又分黑色金属板料和有色金属板料两种。
08
05F
25CrMnSi、
25CrMnSi(A)
30CrMnSiA
抗剪
强度
抗拉
t//MPa
强度(Tb/MPa
T9A
600-950
750-1200
抗剪
抗拉
强度(Tb/MPa
度t//MPa
抗剪
强
强度(Tb/MPa
度t//MPa
抗拉
I900
抗剪
抗拉
强度
强度(Tb/MPa
t//MPa
320-380
400-470
320-400
400-500
[400-480
^00-600
\00-480■
^00-600
1Cr18Ni9
A强度性能
(1)硬度硬度是模具钢的主要技术指标,模具在高应力的作用下
欲保持其形状尺寸不变,必须具有足够高的硬度。
冷作模具钢在室温条
件下一般硬度保持在HRC6咗右,热作模具钢根据其工作条件,一般要
求保持在HRC4~55范围。
对于同一钢种而言,在一定的硬度值范围内,硬度与变形抗力成正比;但具有同一硬度值而成分及组织不同的钢种之间,其塑性变形抗力可能有明显的差别,如图1-2-1所示不能充分反应
模具钢的变形抗力。
(2)红硬性在高温状态下工作的热作模具,要求保持其组织和性能的稳定,从而保持足够高的硬度,这种性能称为红硬性。
碳素工具钢、低合金工具钢通常能在180〜250C的温度范围内保持这种性能,铬钼热作模具钢一般在550~600C的温度范围内保持这种性能。
钢的红硬性主要取决于钢的化学成分和热处理工艺。
(3)抗压屈服强度和抗压弯曲强度模具在使用过程中经常受到强度
较高的压力和弯曲的作用,因此要求模具材料应具有一定的抗压强度和抗弯强度。
在很多情况下,进行抗压试验和抗弯试验的条件接近于模具的实际工作条件(例如,所测得的模具钢的抗压屈服强度与冲头工作时所表现出来的变形抗力较为吻合)。
抗弯试验的另一个优点是应变量的绝对值大,能较灵敏地反映出不同钢种之间以及在不同热处理和组织状态下变形抗力的差别。
B韧性
在工作过程中,模具承受着冲击载荷,为了减少在使用过程中的折断、崩刃等形式的损坏,要求模具钢具有一定的韧性。
模具钢的化学成分,晶粒度,纯净度,碳化物和夹杂物等的数量、形貌、尺寸大小及分布情况,以及模具钢的热处理制度和热处理后得到的金相组织等因素都对钢的韧性带来很大的影响。
特别是钢的纯净度和热加工变形情况对于其横向韧性的影响更为明显。
钢的韧性、强度和耐磨性往往是相互矛盾的。
因此,要合理地选择钢的化学成分并且采用合理的精炼、热加工和热处理工艺,以使模具材料的耐磨性、强度和韧性达到最佳的配合。
冲击韧性系表特征材料在一次冲击过程中试样在整个断裂过程中吸收的总能量。
但是很多工具是在不同工作条件下疲劳断裂的,因此,常规的冲击韧性不能
全面地反映模具钢的断裂性能。
小能量多次冲击断裂功或多次断裂寿命和疲劳寿命等试验技术正在被采用。
C耐磨性
决定模具使用寿命最重要的因素往往是模具材料的耐磨性。
模具在工作中承受相当大的压应力和摩擦力,要求模具能够在强烈摩擦下仍保持其尺寸精度。
模具的磨损主要是机械磨损、氧化磨损和熔融磨损三种类型。
为了改善模具钢的耐磨性,就要既保持模具钢具有高的硬度,又要保证钢中碳化物或其他硬化相的组成、形貌和分布比较合理。
对于重载、高速磨损条件下服役的模具,要求模具钢表面能形成薄而致密粘附性好的氧化膜,保持润滑作用,减少模具和工件之间产生粘咬、焊合等熔融磨损,又能减少模具表面进行氧化造成氧化磨损。
所以模具的工作条件对钢的磨损有较大的影响。
耐磨性可用模拟的试验方法,测出相对的耐磨指数?
,作为表征不同化学成分及组织状态下的耐磨性水平的参数。
图1-2-2为用不同钢种制作的标准冲孔模对冷轧硅钢片进行冲孔的试验结果,以呈现规定毛刺高度前的寿命,反映各种钢种的耐磨水平;试验是以Cr12MoV钢为基准(?
=1)进行对比。
图1-2-3是标准磨具进行耐磨性试验的结果,较好地反映工模具钢在磨粒磨损条件下的耐磨性水平。
图1-2-2瞬餌钢模拟冲裁试验具耐磨性
D抗热疲劳能力
热作模具钢在服役条件下除了承受载荷的周期性变化之外,还受到高温及周期性的急冷急热的作用,因此,评价热作模具钢的断裂抗力应重视材料的热机械疲劳断裂性能。
热机械疲劳是一种综合性能的指标,它包括热疲劳性能、机械疲劳裂纹扩展速率和断裂韧性三个方面。
热疲劳性能反映材料在热疲劳裂纹萌生之前的工作寿命,抗热疲劳性能高的材料,萌生热疲劳裂纹的热循环次数较多;机械疲劳裂纹扩展速率反映材料在热疲劳裂纹萌生之后,在锻压力的作用下裂纹向内部扩
展时,每一应力循环的扩展量;断裂韧性反映材料对已存在的裂纹发生失稳扩展的抗力。
断裂韧性高的材料,其中的裂纹如要发生失稳扩展,必须在裂纹尖端具有足够高的应力强度因子,也就是必须有较大的裂纹长度。
在应力恒定的前提下,在一种模具中已经存在一条疲劳裂纹,如果模具材料的断裂韧性值较高,则裂纹必须扩展得更深,才能发生失稳扩展。
也就是说,抗热疲劳性能决定了疲劳裂纹萌生前的那部分寿命;而裂纹扩展速率和断裂韧性,可以决定当裂纹萌生后发生亚临界扩展的那部分寿命。
因此,热作模具如要获得高的寿命,模具材料应具备高的抗热疲劳性能、低的裂纹扩展速率和高的断裂韧性值。
抗热疲劳性能的指标可以用萌生热疲劳裂纹的热循环数,也可以用经过一定的热循环后所出现的疲劳裂纹的条数及平均的深度或长度来衡量。
E咬合抗力
咬合抗力实际就是发生“冷焊”时的抵抗力。
该性能对于模具材料较为重要。
试验时通常在干摩擦条件下,把被试验的工具钢试样与具有咬合倾向的材料(如奥氏体钢)进行恒速对偶摩擦运动,以一定的速度逐渐增大载荷,此时,转矩也相应增大,该载荷称为“咬合临界载荷”,临界载荷愈高,标志着咬合抗力愈强。
表1-1-4列出了几种工模具材料及其表面强化工艺的咬合临界载荷。
表1-1-4几种工模具钢及其表面强化工艺的咬合临界载荷
试验材料
W6Mo5Cr4V;
?
Cr12MoV
渗
硫
离
子
渗
氮
VC
渗
层
TiC
渗
层
硬
质
合
金
咬合临界载荷
/N
16
23
24
42
73
75
77
工艺性能
在模具生产成本中,材料费用一般占10%〜20%,而机械加工、热处理、装配和管理费用占80%以上,所以模具的工艺性能是影响模具的生产成本和制造难易的主要因素之一。
A可加工性
——热加工性能,指热塑性、加工温度范围等;
――冷加工性能,指切削、磨削、抛光、冷拔等加工性能。
冷作模具钢大多属于过共析钢和莱氏体钢,热加工和冷加工性能都不太好,因此必须严格控制热加工和冷加工的工艺参数,以避免产生缺陷和废品。
另一方
面,通过提高钢的纯净度,减少有害杂质的含量,改善钢的组织状态,以改善钢的热加工和冷加工性能,从而降低模具的生产成本。
为改善模具钢的冷加工性能,自20世纪30年代开始,研究向模具钢中加入S、Pb、Ca、Te等易切削加工元素或导致模具钢中碳的石墨化的元素,发展了各种易切削模具钢,以进一步改善其切削性能和磨削性能,减少刀具磨料消耗、降低成本。
B淬透性和淬硬性
淬透性主要取决于钢的化学成分和淬火前的原始组织状态;淬硬性则主要取决于钢中的含碳量。
对于大部分的冷作模具钢,淬硬性往往是主要的考虑因素之一。
对于热作模具钢和塑料模具钢,一般模具尺寸较大,尤其是制造大型模具,其淬透
 升级会员
升级会员 