一个高强螺栓的预拉力P.docx
《一个高强螺栓的预拉力P.docx》由会员分享,可在线阅读,更多相关《一个高强螺栓的预拉力P.docx(10页珍藏版)》请在冰豆网上搜索。
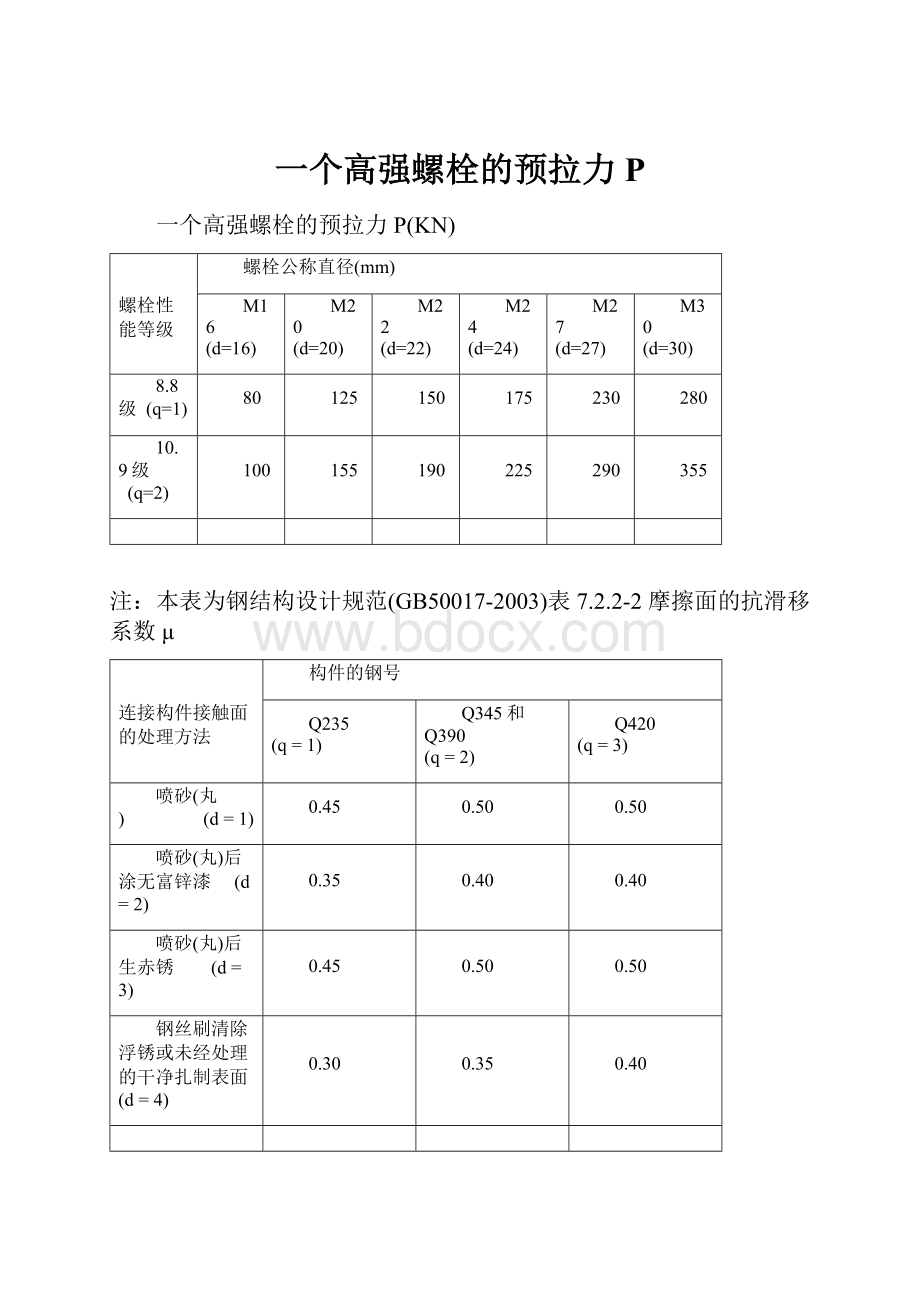
一个高强螺栓的预拉力P
一个高强螺栓的预拉力P(KN)
螺栓性能等级
螺栓公称直径(mm)
M16
(d=16)
M20
(d=20)
M22
(d=22)
M24
(d=24)
M27
(d=27)
M30
(d=30)
8.8级 (q=1)
80
125
150
175
230
280
10.9级 (q=2)
100
155
190
225
290
355
注:
本表为钢结构设计规范(GB50017-2003)表7.2.2-2摩擦面的抗滑移系数μ
连接构件接触面的处理方法
构件的钢号
Q235
(q=1)
Q345和Q390
(q=2)
Q420
(q=3)
喷砂(丸) (d=1)
0.45
0.50
0.50
喷砂(丸)后涂无富锌漆 (d=2)
0.35
0.40
0.40
喷砂(丸)后生赤锈 (d=3)
0.45
0.50
0.50
钢丝刷清除浮锈或未经处理的干净扎制表面
(d=4)
0.30
0.35
0.40
注:
本表为钢结构设计规范(GB50017-2003)表7.2.2-1
螺栓最大最小允许距离
名称
位置和方向
最大允许距离
(取较小者)dmax
最小允许距离
dmin
中
心
间
距
外排垂直内力方向或顺内力方向(p=1)
8d0或12t
3d0
中
间
排
垂直内力方向(p=2)
16d0或24t
顺内力方向
构件受压(p=3)
12d0或18t
构件受拉(p=4)
16d0或24t
沿对角线方向(p=5)
-
中心至
构件边
缘距离
顺内力方向(p=6)
4d0或8t
2d0
垂直内力方向
剪切边或手工气割边(p=7)
1.5d0
扎制边、自动气割或钜割边
高强螺栓(p=8)
其他螺栓
或铆钉(p=9)
1.2d0
注:
1.d0为螺栓或铆钉的孔径,t为外层较薄板件的厚度。
摩擦型的高强螺栓的终拧怎么算啊,公式是什么啊
预紧的话,是材料屈服极限的80%,
拧紧力矩T=0.2*F0*d
什么是钢结构高强螺栓的初拧和终拧?
为了减少先拧与后拧的高强度螺栓预拉力的差别,其拧紧必须分为初拧和终拧两步进行,对于大型节点,螺栓数量较多,则需要增加一道复拧工序,复拧扭矩仍等于初拧的扭矩,以保证螺栓均达到初拧值。
《钢结构施工质量验收规范》GB50205-2001
要求在高强螺栓初拧后,24小时内进行终拧。
在终拧后的1小时后,48小时内要对其进行检测验收。
(做检测记录)多用“回旋法”。
先说下高强螺栓,螺栓分为8.8S和10.9S两种。
螺母分为8.8H和10.9H两种。
高栓施拧分为:
初拧、复拧、终拧三个步骤。
初拧:
一般为终拧的50%的扭矩,初拧的作用就如同预应力张拉时的分级张拉,是让高栓施加预拉力。
复拧:
扭矩同初拧,作用是弥补节点板上初拧螺栓预拉力的损失。
终拧:
使其扭矩和预拉力达到设计值,从而使拼接板达到密贴。
以上三个步骤必须在24小时之类完成,这是因为防止预拉力的损失和防止湿度对拼接板密贴的影响。
一般节点板高栓施拧顺序为用最中心孔向外依次施拧,作用是防止拼接板不密贴
扭剪型高强螺栓连接工艺标准
范围
本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。
施工准备
2.1 材料及主要机具:
2.1.1 螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。
2.1.2 高强螺栓入库应按规格分类存放,并防雨、防潮。
遇有螺栓、螺母不配套,螺纹损伤时,不得使用。
螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。
螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。
必须按批号,同批内配套使用,不得混放、混用。
2.1.3 主要机具:
电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。
2.2 作业条件:
2.2.1 摩擦面处理:
摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求(一般要求Q235钢为0.45以上,16锰钢为0.55以上)。
摩擦面木允许有残留氧化铁皮,处理后的摩擦面可生成赤锈面后安装螺栓(一般露天存10d左右),用喷砂处理的摩擦面不必生锈即可安装螺栓。
采用砂轮打磨时,打磨范围不小于螺栓直径的4倍,打磨方向与受力方向垂直,打磨后的摩擦面应无明显不平。
摩擦面防止被油或油漆等污染,如污染应彻底清理干净。
2.2.2 检查螺栓孔的孔径尺寸,孔边有毛刺必须清除掉。
2.2.3 同一批号、规格的螺栓、螺母、垫圈,应配套装箱待用。
2.2.4 电动扳手及手动扳手应经过标定。
操作工艺
3.1 工艺流程:
作业准备 → 选择螺栓并配套 → 接头组装 → 安装临时螺栓 → 安装高强螺栓 →
高强螺栓紧固 → 检查验收
3.2 螺栓长度的选择:
扭剪型高强螺栓的长度为螺栓头根部至螺栓梅花卡头切口处的长度。
选用螺栓的长度应为紧固连接板厚度加上一个螺母和一个垫圈的厚度,并且紧固后要露出不少于两扣螺纹的余长,一般按连接板厚加表5-2中的增加长度,并取5mm的整倍数。
表5-2
螺栓公称直径 增加长度 (mm)
M16 25
M20 30
M22 35
M24 40
3.3 接头组装:
3.3.1 连接处的钢板或型钢应平整,板边、孔边无毛刺;接头处有翘曲、变形必须进行校正,并防止损伤摩擦面,保证摩擦面紧贴。
3.3.2 装配前检查摩擦面,试件的摩擦系数是否达到设计要求,浮锈用钢丝刷除掉,油污、油漆清除干净。
3.3.3 板叠接触面间应平整,当接触有间隙时,应按规定处理,见表5-3。
表5-3
间隙大小 处 理 方 法
1mm以下 不作处理
3mm以下 将高出的一侧磨成1∶10斜面打磨方面应与受力方面垂直
3mm以上 加垫板,垫板两面摩擦面处理方法与构件相同
3.4 安装临时螺栓:
连接处采用临时螺栓固定,其螺栓个数为接头螺栓总数的1/3以上;并每个接头不少于两个,冲钉穿入数量不宜多于临时螺栓的30%。
组装时先用冲钉对准孔位,在适当位置插入临时螺栓,用扳手拧紧。
不准用高强螺栓兼作临时螺栓,以防螺纹损伤。
3.5 安装高强螺栓:
3.5.1 安装时高强螺栓应自由穿入孔内,不得强行敲打。
扭剪型高强螺栓的垫圈安在螺母一侧,垫圈孔有倒角的一侧应和螺母接触,不得装反(大六角头、高强螺栓的垫圈应安装在螺栓头一侧和螺母一侧,垫圈孔有倒角一侧应和螺栓头接触,不得装反)。
3.5.2 螺栓不能自由穿入时,不得用气割扩孔,要用绞刀绞孔,修孔时需使板层紧贴,以防铁屑进入板缝,绞孔后要用砂轮机清除孔边毛刺,并清除铁屑。
3.5.3 螺栓穿入方向宜一致,穿入高强螺栓用扳手紧固后,再卸下临时螺栓,以高强螺栓替换。
不得在雨天安装高强螺栓,且摩擦面应处于干燥状态。
3.6 高强螺栓的紧固:
必须分两次进行,第一次为初拧。
初拧紧固到螺栓标准轴力(即设计预拉力)的60%~80%,初拧的扭矩值不得小于终拧扭矩值的30%。
第二次紧固为终拧,终拧时扭剪型高强螺栓应将梅花卡头拧掉。
为使螺栓群中所有螺栓均匀受力,初拧、终拧都应按一定顺序进行。
3.6.1 一般接头:
应从螺栓群中间顺序向外侧进行紧固。
3.6.2 从接头刚度大的地方向不受约束的自由端进行。
3.6.3 从螺栓群中心向四周扩散的方式进行。
初拧扳手应是可以控制扭矩的,初拧完毕的螺栓,应做好标记以供确认。
为防止漏拧,当天安装的高强螺栓,当天应终拧完毕。
终拧应采用专用的电动扳手,如个别作业有困难的地方,也可以采用手动扭矩扳手进行,终拧扭矩须按设计要求进行。
用电动扳手时,螺栓尾部卡头拧断后即表明终拧完毕,检查外露丝扣不得少于2扣,断下来的卡头应放入工具袋内收集在一起,防止从高空坠落造成安全事故。
3.7 检查验收:
3.7.1 扭剪型高强螺栓应全部拧掉尾部梅花卡头为终拧结束,不准遗漏。
3.7.2 个别不能用专用扳手操作时,扭剪型高强螺栓应按大六角头高强螺栓用扭矩法施工。
终拧结束后,检查漏拧、欠拧宜用0.3~0.5kg重的小锤逐个敲检,如发现有欠拧、漏拧应补拧;超拧应更换。
检查时应将螺母回退30°~50°,再拧至原位,测定终拧扭矩值,其偏差不得大于±10%,已终拧合格的做出标记。
3.7.3 做好高强螺栓检查记录,经整理后归入技术档案。
质量标准
4.1 保证项目:
4.1.1 高强螺栓的型式、规格和技术条件必须符合设计要求及有关标准的规定,检查质量证明书及出厂检验报告。
复验螺栓预拉力符合规定后方准使用。
4.1.2 连接面的摩擦系数(抗潜移系数)必须符合设计要求。
表面严禁有氧化铁皮、毛刺、飞溅物、焊疤、涂料和污垢等,检查摩擦系数试件试验报告及现场试件复验报告。
4.1.3 初拧扭矩扳手应定期标定。
高强螺栓初拧、终拧必须符合施工规范及设计要求,检查标定记录及施工记录。
4.2 基本项目:
4.2.1 外观检查:
螺栓穿入方向应一致,丝扣外露长度不少于2扣。
4.2.2 扭剪型高强螺栓尾部卡头终拧后应全部拧掉。
4.2.3 摩擦面间隙符合施工规范的要求。
成品保护
5.1 结构防腐区段(如酸洗车间)应在连接板缝、螺头、螺母、垫圈周边涂抹防腐腻子(如过氯乙烯腻子)封闭,面层防腐处理与该区钢结构相同。
5.2 结构防锈区段,应在连接板缝、螺头、螺母、垫圈周边涂快干红丹漆封闭,面层防锈处理与该区钢结构相同。
应注意的质量问题
6.1 装配面不符合要求:
表面有浮锈、油污,螺栓孔有毛刺、焊瘤等,均应清理干净。
6.2 连接板拼装不严:
连接板变形,间隙大,应校正处理后再使用。
6.3 螺栓丝扣损伤:
螺栓应自由穿入螺孔,不准许强行打入。
6.4 扭矩不准:
应定期标定扳手的扭矩值,其偏差不大于5%,严格按紧固顺序操作。
质量记录
本工艺标准应具备以下质量记录:
7.1 高强螺栓、螺母、垫圈组成的连续副的出厂质量证明、出厂一检验报告。
7.2 高强螺栓预拉力复验报告。
7.3 摩擦面抗滑移系数(摩擦系数)试验及复验报告。
7.4 扭矩扳手标定记录。
7.5 设计变更、洽商记录。
7.5 施工检查记录。
《扭剪型高强螺栓连接工艺标准》的确切标准编号?
?
详细点就是下面的:
高强度螺栓的连接和固定
①钢构件拼装前应检查清除飞边、毛刺、焊接飞溅物等,摩擦面应保持干燥、整洁,不得在雨中作业。
②高强度螺栓在大六角头上部有规格和螺栓号,安装时其规格和螺栓号要与设计图要求相同,螺栓应能自由穿入孔内,不得强行敲打,并不得气割扩孔,穿放方向符号设计图纸的要求。
③从构件组装到螺栓拧紧,一般要经过一段时间,为防止高强度螺栓连接副的扭矩系数、标高偏差、预拉力和变异系数发生变化,高强度螺栓不得兼作安装螺栓。
④为使被连接板叠密贴,应从螺栓群中央顺序向外施拧,即从节点中刚变大的中央按顺序向下受约束的边缘施拧。
为防止高强度螺栓连接副的表面处理涂层发生变化影响预拉力,应在当天终拧完毕。
为了减少先拧与后拧的高强度螺栓预拉力的差别,其拧紧必须分为初拧和终拧两步进行,对于大型节点,螺栓数量较多,则需要增加一道复拧工序,复拧扭矩仍等于初拧的扭矩,以保证螺栓均达到初拧值。
⑤高强度六角头螺栓施拧采用的扭矩扳手和检查采用的扭矩手在扳前和扳后均应进行扭矩校正。
其扭矩误差应分别为使用扭矩的±5%和±3%。
对于高强度螺栓终拧后的检查,可用“小锤击法”逐个进行检查,此外应进行扭矩抽查,如果发现欠拧漏拧者,应及时补拧到规定扭矩,如果发现超拧的螺栓应更换。
对于高强度大六角螺栓扭矩检查采用“松扣、回扣法”,即先在累平杆的相对应位置划一组直线,然后将螺母退回约30○~50○,再拧到与细直线重合时测定扭矩,该扭矩与检查扭矩的偏差在检查扭矩的±10%范围内为合格,扭矩检查应在终拧1小时后进行,并在终拧后24小时之内完成检查。
⑥高强度螺栓上下接触面处加有1/20以上斜度时应采用垫圈垫平。
高强度螺栓孔必须是钻成的,孔边应无飞边、毛刺,中心线倾斜度不得大于2mm。
高强螺栓工艺长度计算
 升级会员
升级会员 