育良精机产送料机的安装及操作.docx
《育良精机产送料机的安装及操作.docx》由会员分享,可在线阅读,更多相关《育良精机产送料机的安装及操作.docx(31页珍藏版)》请在冰豆网上搜索。
育良精机产送料机的安装及操作
BARTOP
育良精机制作所产送料机的安装及操作
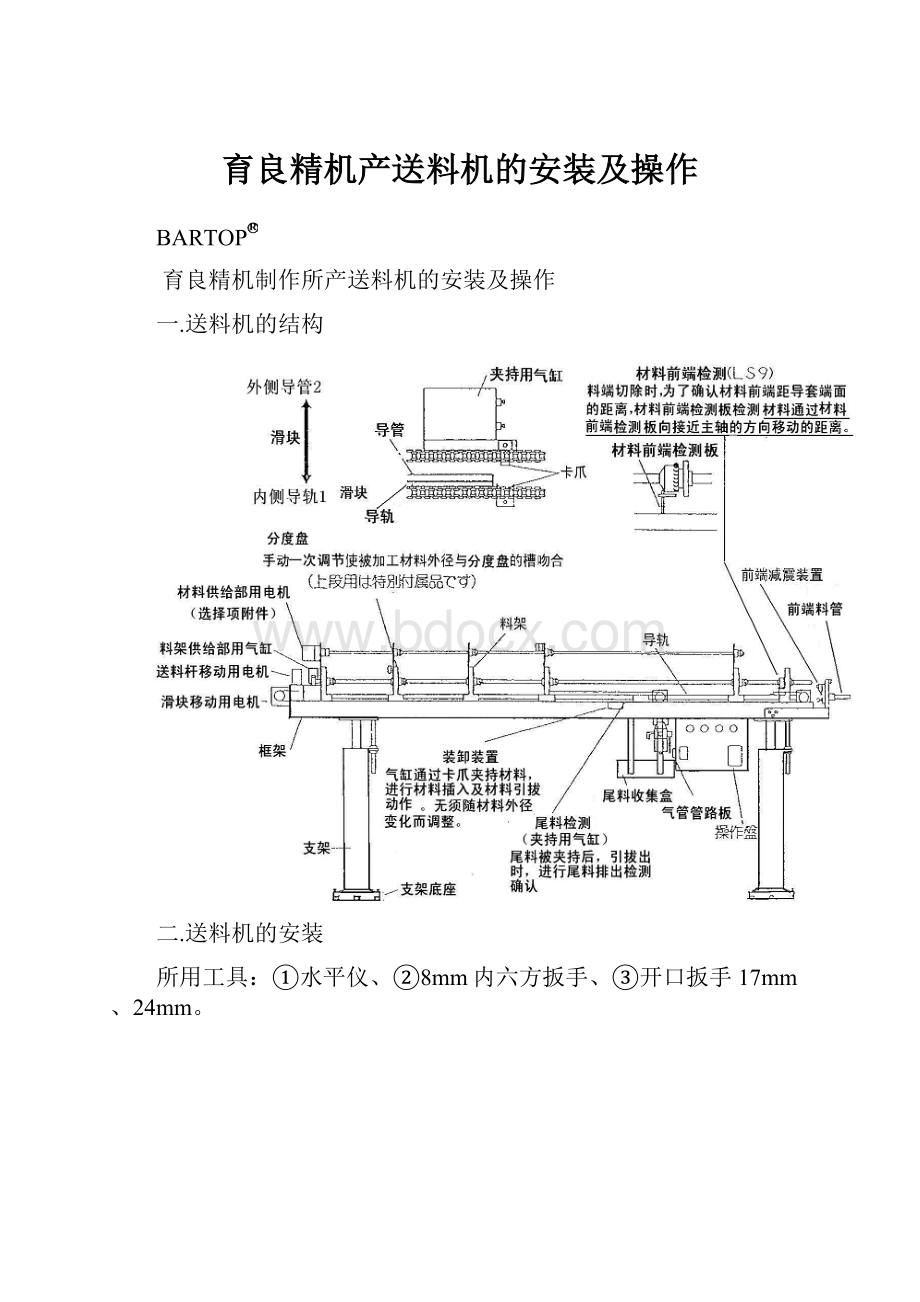
一.送料机的结构
二.送料机的安装
所用工具:
①水平仪、②8mm内六方扳手、③开口扳手17mm、24mm。
安装步骤:
1)将送料机初始放置在车床的主轴后方。
把送料机用主轴防震装置安装在车床主轴上,将车床主轴移动到最后端(主轴原点位置处)后,使送料机前端料管与主轴防震滚轮保持30~50mm的间距(目的是①防止主轴上的防震滚轮与前端料管碰撞②便于将手插入前端料管与主轴的防震滚轮之间移动材料。
2)调整送料机的送料杆中心与车床主轴孔中心对齐同心。
调整方法:
①松开支架上的紧固螺钉,旋转下部调整螺母向下移动,旋转上部调整螺母也向下移动,送料机被升高。
②松开支架底座上的地脚螺栓的锁紧螺母,旋转地脚螺栓,调整支架底座前、后水平;在送料机的中部的平滑部位放置水平仪。
将车床主轴移动到最后端,前后、上下移动送料机前支架,使送料杆的中心与车床主轴孔中心同心。
将车床主轴移动到最前端,前后、上下移动送料机后支架,使送料杆的中心与车床主轴孔中心对齐。
通过这样两点一线的反复调整,确认送料杆能顺畅地进入车床主轴孔内后,即证明送料机的送料杆中心与车床的主轴孔中心已调整同心。
将支架上的紧固螺钉、上部调整螺母、下部调整螺母锁紧。
3)重新确认送料机的送料杆与车床主轴孔中心同心后,用铁锤敲击支架底座上的地脚螺栓一至两下,上紧锁紧螺母。
注)把车床主轴移至最前端,将送料杆送入车床主轴孔内并使送料杆前端接触到主轴弹簧夹头内侧、而不能前进的位置。
察看送料杆后部的叶片与前端挡块是否有大于10mm的间距。
(此时,由于送料杆的前端已在主轴弹簧夹头内被挡住定位,送料机的最前端与车床的最后端的间距越大时,送料杆后部的叶片与前端挡块的间距越小。
反之,送料机的最前端与车床的最后端的间距越小时,送料杆后部的叶片与前端挡块的间距越大)。
如果小于10mm时①调整挡块的位置②把送料机向接近车床的方向移动,同时兼顾车床主轴移动到最后端时,送料机前端料管与主轴防震滚轮保持一定的间距。
三.操作面板
№
名称
图形符号
功能
①
手动、自动
(选择开关)
手動
选择手動后,可操作原點複歸、前進、後退、
手動給材键。
自動
可押サィクルスタ-ト(循环起动)键。
②
原点复归
(带灯按钮)
原點複歸
手動→原點複歸
滑块、送料杆分别后退返回到最后端各自的原点。
闪烁:
传感器确认滑块、送料杆还未到达原点
熄灯:
传感器确认滑块、送料杆已到达原点
③
前进
前進
手動→前進
滑块1与前导轨对齐状态送料杆2与前导轨对齐状态
↓
滑块1移动到最前端
↓
卡爪前移
↓
卡爪夹紧
↓
横移,使送料杆2与前导轨对齐
↓
卡爪后移
↓
卡爪松开
↓
送料杆前进到挡块位置(注
№
名称
图形符号
功能
④
后退
後退
手動→後退
滑块1与前导轨对齐状态送料杆2与前导轨对齐状态
↓↓
滑块向最后端移动滑块、送料杆分别后退至最后端
↓↓
卡爪夹紧尾料排出盖开
↓↓
材料有Y卡爪夹紧
↓N↓
横移,使送料杆2与前料管对齐材料有N
↓↓Y
卡爪松开卡爪前移
↓
卡爪松开
↓
卡爪后移
↓
卡爪夹紧
↓
材料有Y
N↓
卡爪松开
↓
尾料排出盖闭
↓
横移,使滑块1与前导轨对齐
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
№
名称
图形符号
功能
⑤
手动给材
手動給材
手動→手動給材
滑块1与前导轨对齐状态送料杆2与前导轨对齐状态
↓↓
滑块、送料杆分别后退至最后端滑块、送料杆分别后退至最后端
↓↓
尾料排出盖开尾料排出盖开
↓↓
卡爪夹紧卡爪夹紧
↓↓
材料有Y材料有
↓N卡爪松开↓N
尾料排出盖开尾料排出盖开
↓
横移,使滑块1与前导轨对齐
材料供给
↓
滑块1移动到最前端
↓
卡爪前移
↓
卡爪夹紧
↓
材料有N
↓Y
横移,使送料杆2与前导轨对齐滑块后退至最后端
↓
卡爪后移
↓
卡爪松开
↓
送料杆向料端切除位置前进
⑥
制御回路
(带灯选择开关)
制御回路OFF
1)关闭控制回路。
2)警报灯亮时,选择此开关,解除报警。
制御回路ON
接通此开关后,方可操作送料机各开关。
⑦
循环起动
(带灯按钮)
サィクルスタ-ト
送料杆2与前料管对齐时,选择自動后,可接通此开关,自动运转。
⑧
非常停止
(操作开关)
非常停止
送料机运转停止并处于非常停止状态。
顺时针旋转复位。
№
名称
图形符号
功能
⑨
警报灯
非常ランプ
押非常停止键及异常发生后,警报灯亮。
选择制御回路OFF,灯灭。
⑩
减速调速电位器
减速
调节滑块前进、后退时的减速。
通常设置到刻度值2~3处。
数据寄存显示器
数据显示及进行数据设定操作、显示报警信息。
二种状态显示。
①监控状态②画面状态。
押F键可从运转状态转换为数据显示及进行数据设定状态。
监视状态:
可确认送料杆的现在位置、做为参考值对材欠位置的显示及设置。
四.调整
№
项目
内容
1
料夹
所用工具:
①外径6mm的棒料。
使用不同规格的材料时,需要根据不同的材料径交换料夹。
交换方法:
用6mm的棒料对准料夹上Φ6的孔,将联结销顶出,即可卸掉料夹。
交换好料夹后,将联结销压入Φ6孔内。
2
分度盘
自动交换更新加工材料时,需要由分度盘动作,把料架上的一根材料传递到导轨内。
根据材料径的尺寸规格数值,把分度盘上的标注槽口宽度的数值调整成与之相符。
调整方法:
1)拉出分度盘上的把手并旋转。
2)根据材料径的尺寸规格数值,把分度盘上相应的槽口调整对准料架托板。
3)将分度盘上的把手上的孔对准销子推回。
3
押板
所用工具:
①内六方扳手5mm。
使用不同规格的材料时,为防止材料重叠,需要按以下方法调整押板。
1)在料架托板上至少放入两根需加工的材料。
2)用5mm内六方扳手松开料架托板上螺钉,移动料架托板,使料架托板与材料外径保持不大于1mm的间距。
3)用5mm内六方扳手上紧料架托板的固定螺钉。
4
材欠位置设置(前进端位置)
见“五、参数的设定”。
5
料端切除设置(SC长度)
见“五、参数的设定”。
6
中间减震装置
所用工具:
①内六方扳手5mm、②内六方扳手6mm、③“十”字头螺丝刀、④10mm开口扳手。
使用不同规格的材料时,为了使滚轮起到减震作用,通过调整气缸挡块的位移,使滚轮轻轻夹持材料。
操作步骤如下:
1)拔掉气管快换接头。
2)用“十”字头螺丝刀和5mm内六方扳手卸掉板金盖。
3)用6mm内六方扳手松开螺钉,移动气缸挡块至刻度值处(见下图)。
使气缸挡块棱边指向刻度值(与材料径数值相符),上紧螺钉。
4)连接气管快换接头。
5)把材料插入料夹,并使材料穿过滚轮进入车床导套,将主轴弹簧夹头夹紧。
并将送料机转换为“自动”状态。
此时,滚轮夹紧。
调整气缸挡块的作用是:
气缸挡块动作时①带动下滚轮向上移动,将材料微微支撑起,使材料中心与主轴中心重合。
②带动上滚轮向下移动。
并可以通过调整螺杆使上滚轮上、下移动。
如调整时螺杆移出越长,上滚轮越向接近材料中心方向移动。
调整方法是:
先松开螺杆上的锁紧螺母,旋转螺杆。
调整好后,上紧锁紧螺母。
6)用“MDI”编程方式,使车床主轴带动材料回转。
确认三个滚轮是否微微转动,如需调整,用10mm开口扳手松开锁紧螺母,旋转元宝螺母进行微调整。
调整好后,上紧锁紧螺母。
6)用“十”字头螺丝刀和5mm内六方扳手安装好板金盖。
№
项目
内容
7
送料杆限位挡块位置
所用工具:
①内六方扳手3mm。
加工不同长度的制品时,需要根据不同的制品长度调整送料杆限位挡块。
调整的目地是:
当材料被加工成为尾料料头时,送料杆前端的料夹进入主轴弹簧夹头后,防止料夹与主轴弹簧夹头内部的夹持部位后侧接触摩擦。
调整方法:
把车床主轴箱移至制品的切断位置,在此位置用“MDI”方式将主轴箱后退3mm,用3mm的内六方扳手松开送料杆限位挡块的紧固螺钉,移动送料杆,使送料杆前端的料夹顶上主轴弹簧夹头内部的夹持部位后侧。
移动送料杆限位挡块,使它与送料杆后端的叶片接触。
上紧紧固螺钉。
8
本体减震装置滚轮
①张开位置
②重新夹紧位置设置
见“五、参数的设定”。
9
带重新夹紧送料杆机能的主轴减震装置
见“五、参数的设定”。
.
.
.
.
.
.
.
五.参数的设定
1.查找数据寄存器番号,更改数值的方法:
例:
将料欠位置(D400)的值“1900”更改为“2000”。
TIMER时间继电器
T
SET调整
COUNT计数
C
MON监视器
ENTER输入
注)1:
如押一次CLEAR键没显示出图中右侧的画面,请再押一次CLEAR键。
输入错误时,请押CLEAR(清除)键,取消。
2.画面状态
在监视画面状态,显示设置项目的内容,及闪烁的报警信息。
№
名称
图形符号
功能
15
运转拨钮开关
拨钮向上是定序器控制的运转状态。
通常拨钮是向上的。
16
电源拨钮开关
拨钮向上,接通电源。
拨钮向下,断开电源。
17
固定数据写入
拨钮开关
维修用,通常拨钮是向下的。
①料端切除设置或称“SC”量设置(D410、D412、D422)——送料机自动交换更新加工材料时,通过此设置,材料被送料机送至距导套端面20mm处,目的是为执行车床的材料交换程序,切除材料前端料头作准备的;此设置只在送料机安装定位后,一次设置。
以后,只要送料机与车床的位置不改变,无须设置。
料端切除量(D412)的设置方法
↓
用钢卷尺测量从前端检测板到导套端面的大概尺寸,将此数值输入D412。
↓
车床弹簧夹头开,将刀具抬起,并在送料机料架上放入材料。
↓
押手動→手動給材
(材料冲开前端检测板前移到料端切除位置)
↓
从导套正面用内六方扳手伸入导套内,探测材料端面到导套端面的距离是否为20mm。
如果不符,用上面输入的D412值加上或减去20mm的差值后,将得出的数值重新输入D412。
↓
取出材料
↓
在料架上放入材料,押手動→手動給材
重新确认材料端面到导套端面的距离是否为20mm
↓
是
↓
结束
.
.
.
.
.
.
②材欠位置设置或称“前进端”设置——棒料被连续加工成为料头时并向机床发出材欠信号的位置的设置。
每更换加工一品种制品,只要制品长度不同,都要重新设置。
材欠位置(D400)的设置方法
↓
把车床主轴箱移动到加工起点位置后,再后退5.0mm,在送料机未装材料的状态下,将送料杆送入主轴内。
↓
读取D300(送料杆的现在值)
↓
参考D300的数值设置D400。
③错位量(D406、D408)—自动交换更新加工材料时,材料被送到料端切除设置位置时,材料因未插入料夹,被称为“错位”。
.
.
.
.
.
.
.
.
4本体减震装置或称主轴减震装置—指安装在车床主轴上的减震装置(特殊附件)
张开位置(D402)重新夹紧位置(D404)
↓↓
手动状态下,押前进键,使送料杆(料夹)手动状态下,押前进键,使送料杆(转轴以后)
前端移动到距主轴减震滚轮50.0mm处。
穿过主轴减震滚轮。
↓↓
读取D300(送料杆的现在值)。
读取D300(送料杆的现在值)。
↓↓
参考D300的数值设置D402。
参考D300的数值设置D404。
⑤带重新夹紧送料杆机能的主轴减震装置
重新夹紧正—逆(D424)
↓
送料杆外径≧材料外径NO
↓Y
设定为“1”。
设定为“0”。
⑥其他
数据寄存器№
项目
功能
设置
备注
D406
错位量
确认材料是否插入料夹
1)主轴移动型车床
料端切除位置+(10~20mm)
2)主轴固定型车床
制品长度+(10~20)mm
单位:
1mm
D408
错位
时间继电器
设置大于材料错位量(D406)的移动时间
单位:
0.1秒
D410
料端切除解除时间
在料端切除位置处停止时的时间的设置
在D422设置为“1”时,
方可设定,单位:
0.1秒
D414
异型材机能
(选项)
加工六方料等异型材时,为使异型材插入主轴异型弹簧夹头的功能
0:
无效
1:
有效
D416
送料机能
制品加工完成被切断后,主轴弹簧夹头张开,送料杆推力转变为送料推力。
无效时仍是加工推力。
0:
无效
1:
有效
D418
车床类型
车床类型的分类设定
0:
主轴固定型
1:
主轴移动型
D420
强推力
在加工中的强推力机能
0:
无效
1:
有效
D422
料端切除停止
在料端切除位置处停止的机能
0:
无效
1:
有效
D422设置为“1”时,方可
设定D410。
D424
送料杆正逆
送料杆外径≧材料外径
0:
小于
1:
大于
D426
制品长度检测
制品长度检测机能,用于长轴件加工,设定夹头开闭的次数。
0:
无效
1:
一次装卡
2~5:
夹头开闭次数
D428
夹头闭指令时间
夹头开
(输入信号)
夹头闭
(输出信号)
设定时间T
·主轴固定型车床用
·单位:
0.1秒
·D448设定为“1”
D430
手动后退指令
在送料机空运转时,用于确认送料机的“材料交换”的连续动作。
等同于车床输出的“材料交换”信号。
通常是不使用的。
1:
送料杆后退开始
·单位:
0.1秒
D432
后退时间
送料机接收到“材料交换”信号后,设定一间隔时间,然后启动送料杆开始后退移动。
·单位:
0.1秒
D434
检测送出制品是否偏短
设定相对于制品长度允许偏短的量
·单位:
1mm
D436
检测送出制品是否偏长
设定相对于制品长度允许偏长的量
·单位:
1mm
D438
送料杆的移动检测机能
在加工中检测送料杆是否移动
0:
无效
1:
有效
设定“1”后,再设定D440的值
数据寄存器№
项目
功能
设置
备注
D440
送料杆移动检测量机能
设定送料杆在加工中最小移动检测量。
·预先把438设为“1”。
·单位:
1mm
D442
送料杆返回检测机能
送料机进行“材料交换”动作,在车床弹簧夹头张开后,检测送料杆是否返回的机能。
0:
无效
1:
有效
·预先把D418设为“1”(主轴移动型用)
·把本值设为“1”后,再设定D444的值
D444
送料杆返回量机能
送料机进行“材料交换”动作,在车床弹簧夹头张开后,为了防止送料杆返回出现异常,设定一移动量。
·预先把D442设为“1”。
·单位:
1mm
D446
尾端料头排出方式变换
设定尾端料头排出方式
0:
标准
1:
前方排出
D448
夹头闭指令时间继电器机能
从接收到车床主轴夹头开信号后,到发出使车床主轴夹头闭指令信号的延迟时间
0:
无效
1:
有效
·预先把D418设为“0”(主轴固定型用)
·把本值设为“1”后,再设定D428的值。
D450
材料供给
两段料架的上段料架的材料向下段料架供给材料。
0:
停止
1:
供给开始
D450
D470
加工推力
设定加工中的推力
(单位:
Kgf)
1以下:
3.1
25.1
37.5
4以上:
9.3
D470
D472
送料推力
设定送料的推力
(单位:
Kgf)
1以下:
3.1
25.1
37.5
4以上:
9.3
·预先把416设为“1”。
D474
料端切除时的微动推力
设定料端切除时(从材料插入料夹后,送料杆移动到料端切除设置位置)的推力
1以下:
3.1
25.1
37.5
4以上:
9.3
D474
D476
伺服放大器报警复位
伺服放大器报警复位时设置此信号
1:
复位
.
.
各种设定项目与数据寄存器的地址分配
各种设定项目
数据
寄存器
备注
出厂状态
现在位置
D300
不能设定
材欠位置(前进端位置)
D400
10mm设定为K10
送料机本体上的防震组件张开位置
D402
10mm设定为K10
(1600)
送料机本体上的防震组件重新闭合位置
D404
10mm设定为K10
(5000)
(すれ違い量)送料杆与材料的错位量
D406
10mm设定为K10
200
送料杆与材料的错位时间继电器
D408
1秒设定为K10
50
料端切除解除时间继电器
D410
1秒设定为K10
10
料端切除设定量(SC设定量)
D412
10mm设定为K10
(インチング)微动ON—OFF(选项)
D414
ON设为K1,OFF设为K0
(0)
输出使用—不使用
D416
使用设为K1,不使用设为K0
(1)
数控车床P型B型
D418
P设为K1,B设为K0
(1)
强扭矩ON—OFF
D420
ON设为K1,OFF设为K0
(1)
料端切除停止ON-OFF
D422
ON设为K1,OFF设为K0
(1)
送料机本体上的防震组件重新闭合装置的正逆
D424
逆设为K0,正设为K1
1
制品长度检测
K0~K5
D426
不检测时
一次开检测时K1
5次开检测时K5
0
夹头闭指令时间继电器
D428
1秒设定为K10
(0)
手动后退指令
D430
在K设为1时后退
(0)
后退时间
送料机启动信号输入后,到后退开始的时间
D432
1秒设定为K10
15
检测送出制品长度与设定制品长度比较过短量
D434
10mm设定为K10
20
检测送出制品长度与设定制品长度比较过长量
D436
10mm设定为K10
35
送料杆移动检测使用—不使用
D438
使用设为K1,不使用设为K0
0
送料杆移动检测量
D440
10mm设定为K10
5
送料杆返回检测使用—不使用
D442
使用设为K1,不使用设为K0
0
送料杆返回量
D444
10mm设定为K10
5
切换成前方尾料排出ON-OFF(选择项)
D446
ON设为K1,OFF设为K0
(0)
夹头闭指令时间继电器使用—不使用
D448
使用设为K1,不使用设为K0
(0)
2段料架供给电机运转(选择项)
D450
用K1设为运转、停止交替切换
(0)
同步装置使用—不使用(选择项)
D452
使用设为K1,不使用设为K0
(0)
油膜式供油暂停时间继电器(选择项)
D454
1秒设定为K10
(0)
后退信号切换
D456
检测开后退设为K0
送料杆后退设为K1
(0)
本体NR用夹头开信号无效—有效(选项)
D458
无效设为K1,有效设为K0
(0)
抽油泵制动时间继电器(选项)
D460
0.1秒设定为K1
(0)
强制闸门开闭
D462
用K1设为开、闭交替切换
(0)
2段料架强制闸门开闭(选项)
D464
用K1设为开、闭交替切换
(0)
主轴停止ON-OFF
D466
ON设为K1,OFF设为K0
(0)
料端切除解除
D468
1秒设定为K10
(0)
加工扭矩(推力)设定
D470
K1=25%、K2=40%
K3=55%、K4=80%
K1
送料扭矩(推力)设定
D472
K1=25%、K2=40%
K3=55%、K4=80%
K1
料端切除微动扭矩(推力)设定
D474
K1=25%、K2=40%
K3=55%、K4=80%
K4
伺服报警复位
D476
复位设为K1
(0)
油泵回转(回转方向确认)
D478
2秒钟运转设为K1
(0)
开盖连锁使用—不使用
D480
使用设为K1,不使用设为K0
K1(0)
恢复微动时间继电器(OS325)
D482
0.1秒设为K1
(0)
升起ON-OFF(OS325)
D484
用K1设为开、闭交替切换
(0)
※()括号内为抄写值。
 升级会员
升级会员 