手机模具结构自我评审手册.docx
《手机模具结构自我评审手册.docx》由会员分享,可在线阅读,更多相关《手机模具结构自我评审手册.docx(9页珍藏版)》请在冰豆网上搜索。
手机模具结构自我评审手册
结构自我评审手册
1、外观评审,包括几个大件是否有倒扣
2、堆叠评审
3、安装顺序:
先装A壳还是B壳,辅料尽量装到AB壳上,方便厂线生产。
4、堆叠安装所在的壳:
是否安装顺利,安装当中是否与PCB及元器件有干涉。
装好后,主板是否定位,上下左右是否限位。
特别注意:
USB和插针式侧键安装时是否与壳料后usb塞干涉。
参数:
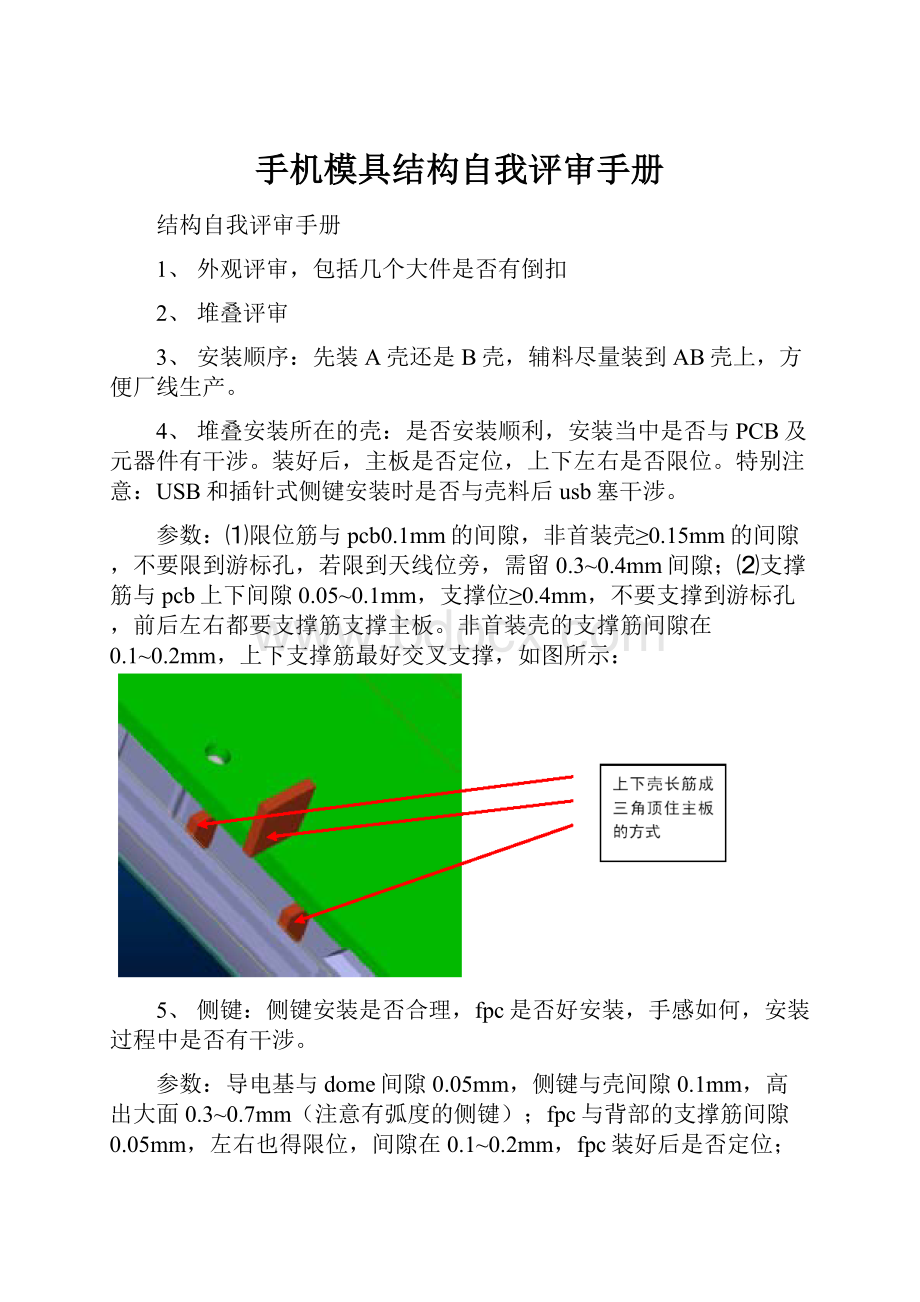
⑴限位筋与pcb0.1mm的间隙,非首装壳≥0.15mm的间隙,不要限到游标孔,若限到天线位旁,需留0.3~0.4mm间隙;⑵支撑筋与pcb上下间隙0.05~0.1mm,支撑位≥0.4mm,不要支撑到游标孔,前后左右都要支撑筋支撑主板。
非首装壳的支撑筋间隙在0.1~0.2mm,上下支撑筋最好交叉支撑,如图所示:
5、侧键:
侧键安装是否合理,fpc是否好安装,手感如何,安装过程中是否有干涉。
参数:
导电基与dome间隙0.05mm,侧键与壳间隙0.1mm,高出大面0.3~0.7mm(注意有弧度的侧键);fpc与背部的支撑筋间隙0.05mm,左右也得限位,间隙在0.1~0.2mm,fpc装好后是否定位;按键唇的厚度在0.4~0.7mm,唇与壳上下间隙在0.05~0.1mm,周边间隙0.1~0.3mm。
6、首装壳现在一般都需要做扣板子的,卡合量在0.3~0.5mm,位置因特别注意。
参数如图所示:
7、按键:
若先装B壳,按键需要做扣卡按键,卡合量在0.3mm。
如果支架很高可以免去。
固定柱有圆形、椭圆形、方形,如图
,圆形直径不低于0.8mm,当是方形时,尽量改为椭圆形,避免尖角处应力集中,长度在1.2~4mm,于支架的间隙在0.05~0.1mm。
当前壳装饰件包住a壳按键位置时,可以直接将固定柱做在装饰件上,如图:
;检查按键是否漏光,LED下是否减胶,ok键或其它键是否需要做防呆,按键字符是丝印还是镭雕,是电铸还是电镀。
电铸的话亮雾面需要区分,电镀的话,R角不应小于0.3mm;dome点是否对中,手感是否有影响;按键易塌时,需要在Rubber上长支撑筋支撑。
PC支架一般在0.5~2mm,若是钢片支架,0.2~0.4mm,并接地,支架与LCD之间的筋尽量保留,以免静电打到LCD上。
参数见图所示:
叙述:
导电基与dome间隙0.05mm(到pcb间隙位0.3mm),高度在0.3以上,不够高是可以通过在导电基上加凸台使之加高,如图所示:
;导电基直径1.8mm加胶拔模;按键行程0.4~1mm,一般采用0.5~0.8;按键间隙0.15mm,方向键间隙0.2mm,按键与壳间隙0.15mm;ok键唇与方向键上下间隙0.3~0.5mm,左右0.2~0.5,扣合量在0.4~0.6mm
按键高出大面0.3~0.8(注意有弧度的按键),方向键高出按键0.2~0.5,ok键高出方向键0.2~0.5;按键厚度不宜低于1mm厚不过2.0mm;Rubber伸到按键中,按键掏胶不低于0.5mm,按键底部低于大面0.5mm以上;若是钢片支架,接地干涉尺寸在0.05~0.2mm或通过导电泡面来实现导电。
支架挂住壳料不低于0.6mm,一般采用0.7~1.2mm;Rubber与boss柱间隙留0.05mm,支架与boss柱间隙留0.1mm
8、若A壳较大,B壳大面降0.05mm,B壳大则反之。
钢片装饰件包到弧度上时,一律降0.05mm
9、唇:
减胶唇的剩余厚度不低于0.7mm,剩余厚度尽量大,但保证加胶唇厚度在0.6mm以上和卡扣的回程是否够,AB壳唇间隙在0.1~0.2mm(上下),之间的间隙为0.05mm
参数见图:
10、卡扣:
一个卡扣所管的范围在23~30mm,左右卡合量在0.4~0.5mm,头部卡合量在0.5~0.6,下卡合量可以小一点0.4;公卡合母卡都需要倒角0.4~0.55mm;公卡减胶后,壳的最薄厚度不低于0.9mm;卡扣尽可能的靠近侧键和USB塞,空间不大的情况下,加一个2mm的小卡扣也得加,保证侧键和USB塞安全性。
扣应与boss保持一定的距离,太近了扣就不起作用了,反而不好安装,间距在8~20mm
参数见图:
注:
若减胶唇做母卡,加胶唇做公卡,就不需要做止位了(提倡使用),还应注意扣的行位是否能出,不能出,是否考虑采用插穿,视具体情而定
11、boss柱:
个人常用规格:
下壳:
4.63.831.6
上壳:
3.82.1
通用规格:
机壳螺母
M1.6外径:
3.82.5
内径:
2.21.6
M1.4外径:
3.72.35
内径:
2.11.4
应特别注意boss的层台,不要出现薄胶位,从层到boss柱孔底一般在1~1.2mm。
还应注意,boss柱容易出现胶厚现象,胶厚的地方应减胶
12、pen:
注意要点:
先看外观是否需要优化,推出时,是否与电池盖干涉,推进时,固定笔的筋是否合理;笔与元器件间隙要大于0.3mm;笔头位置是否固定,因为笔头的卡位在推进时,需要受到一个向上的力,所以壳料是要长筋来给它施加压力;若笔一定会与电池盖干涉的情况下,可以考虑将笔装在电池盖上;若从侧边取笔,电池盖装饰件是否好做,特别是钢片装饰件应特别注意
参数见图:
13、装配性:
A壳组件部分:
有带跑马灯的透光效果一定要保证,安装是否合理,4个角一定要保证不起翘,插脚与扣应相配,扣与扣中间加插脚,插脚下面加热熔;钢片装饰件时,不要做扣,这样方便热熔定位,还必须接地;当装饰件包住A壳边沿时,插脚可以直接与唇配合,插脚就是唇;听筒装饰件应注意出音面积大于2平方毫米。
孔太深时,可以通过A壳伸上来,使辅料抬高,尽量不要将辅料装在装饰件上;扣与热熔柱分布要均匀,两侧用插脚,中间加扣,若正中间有空间再加一个扣(视情况而定);热熔柱尽量用椭圆或中空的打热熔柱;装饰件包到按键部分时,装饰件应比A壳大,一般比A壳大0.05~0.1mm;是钢片装饰件时,钢片最窄宽度不小于2mm
参数:
扣0.3,扣宽度在1.6~4mm之间,上下间隙0.05,左右间隙0.1~0.2mm,插脚在0.3~0.6;热熔工艺与壳料间隙0.05~0.1mm,背胶留0.1~0.2mm
B壳组件部分:
首先看一下装饰件是否带有金属颗粒,是否会影响天线;装饰件的工艺需要荣清楚;装饰件是否可以做成推动的,这样就可避免因为螺丝孔造成的外观缺陷;扣和插脚是否合理;出音面积是否太小,不小于15平方毫米;钢片丝网是否会影响天线;出音孔是否有贴防尘网,贴的是否合理;检查装饰件是否有倒扣;当装饰件与电池盖相交时,装饰件要比B壳大0.05~0.1mm;装饰件为电镀、电铸或真空度时,厚度不要低于0.8mm,1mm以上比较理想;摄像头镜片的背胶区域是否够,最小不低于0.8mm,背胶厚度在0.1~0.2mm,可视区域是否足够大,可视区域与壳料间隙大于0.3mm;镜片要与装饰件的c角相平;镜片厚度有08~2mm;钢片丝网尽量不要图起,以免模具多开一套,除非客户特别要求;钢片丝网厚度一般在0.1~0.4mm,自带背胶的话也要预留0.05~0.15的背胶间隙;装饰件与壳料间隙在0.07~0.1mm,在分型面上的间隙在0.05mm,如果有两个装饰件,工艺都是电铸或电镀,间隙0.1mm,因为电镀或电铸后,厚度会增加;注意亮雾面、cd纹的地方;听筒,摄像头部位都要贴泡棉,厚度为压缩后大于0.2mm,宽度大于0.8mm;
14、装饰件扣和插脚:
分配是否合理,强度是否够,是否太小或是太大,是否可以出斜顶,还是走插穿;扣一般0.3mm;
参数:
15、电池盖:
推出时是否行程够,卡和量是否够,与B壳的间隙是否够,扣的分布是否均匀,强度是否达到。
电池盖与电池的间隙大的话,电池盖需要加胶;电池卡头卡和量一般在0.3mm,其它扣不小于0.6mm,头部和尾部扣可以大一下0.8mm;有钢片装饰件包到弧度时,卡头的行程需要大些,不低于1mm;电池盖内侧需要倒个c角,以免集油;相应的扣都需要倒个c角,包括B壳的;
16、背胶,泡棉
17、usb塞
18、挂绳孔
19、大体的胶厚,模具上的优化
20、最后整体干涉检查
 升级会员
升级会员 