MT工艺题剖析.docx
《MT工艺题剖析.docx》由会员分享,可在线阅读,更多相关《MT工艺题剖析.docx(14页珍藏版)》请在冰豆网上搜索。
MT工艺题剖析
工艺题
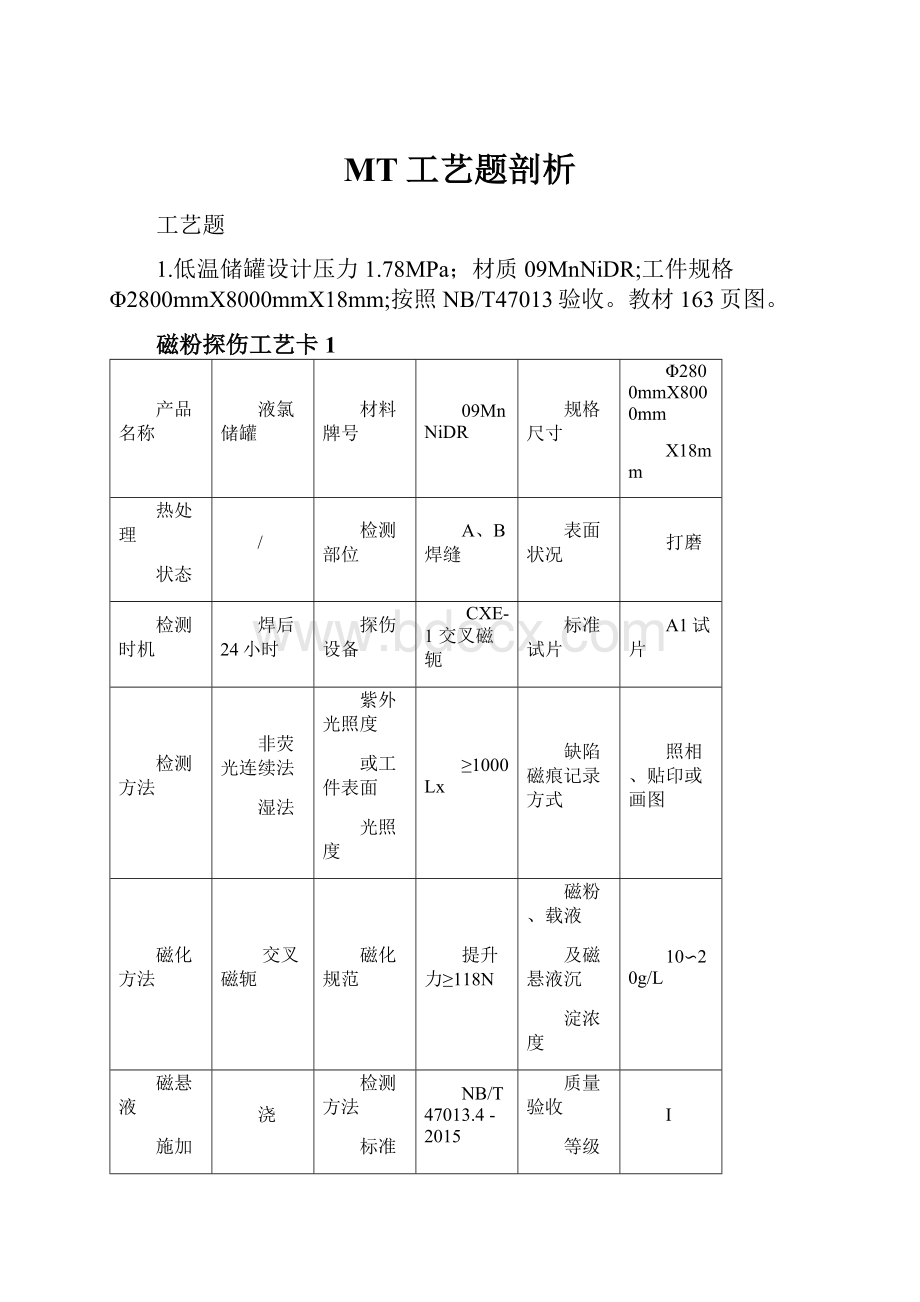
1.低温储罐设计压力1.78MPa;材质09MnNiDR;工件规格Φ2800mmX8000mmX18mm;按照NB/T47013验收。
教材163页图。
磁粉探伤工艺卡1
产品名称
液氯储罐
材料牌号
09MnNiDR
规格尺寸
Φ2800mmX8000mm
X18mm
热处理
状态
/
检测部位
A、B焊缝
表面状况
打磨
检测时机
焊后24小时
探伤设备
CXE-1交叉磁轭
标准试片
A1试片
检测方法
非荧光连续法
湿法
紫外光照度
或工件表面
光照度
≥1000Lx
缺陷磁痕记录方式
照相、贴印或画图
磁化方法
交叉磁轭
磁化规范
提升力≥118N
磁粉、载液
及磁悬液沉
淀浓度
10∽20g/L
磁悬液
施加
浇
检测方法
标准
NB/T47013.4-2015
质量验收
等级
Ⅰ
不允许缺陷
1.不允许任何裂纹显示
2.线性缺陷磁痕l>1.5mm
3.圆形缺陷磁痕d>2mm,在评定框内不大于1个
序号
工序名称
重点操作步骤注意事项
1
磁化
1.交叉磁轭提升力≥118N
2.磁极与工件表面间隙为≤0.5mm
2.
施加磁悬液方式
A焊缝,磁悬液施加在交叉磁轭行走方向的前上方。
B焊缝;磁悬液施加在交叉磁轭行走的正前方。
2.如图所示,一在制10立方米液氯储罐,材料牌号16MnR,直径Φ1600mm,板厚14mm,要求编制D1接管焊缝,磁粉检测工艺卡。
Ф219×10
D1
φ1600
A1
B1B2B3
A2
22002200-++--------------------------------------------------------------
图2液氯储罐
制造单位现有如下探伤设备与器材:
1、CYE-1单磁轭磁粉交流探伤仪,CYE-3型交叉磁轭磁粉探伤仪。
2、GD-3型毫特斯拉计。
ST-80(C)型照度计。
3、4、黑磁粉、BW-1型黑磁膏、水。
4、A1试片。
5、磁悬液浓度测定管。
磁粉探伤工艺卡2
产品名称
液氯储罐
材料牌号
16MnR
检测部位
D1管座角焊缝
检测时机
焊后
表面状况
打磨
探伤设备
CYE-1(1分)
检测方法
非荧光连续法
湿法
紫外光照度
或工件表面
光照度
≥1000Lx
标准试片
A1试片(1分)
磁化方法
电磁轭
磁粉、载液
及磁悬液沉
淀浓度
10∽20g/L
磁悬液施加
方法
喷
磁化规范
提升力≥45N
检测方法
标准
NB/T47013.4-2015
质量验收
等级
Ⅰ
不允许缺陷(1分)
不允许任何裂纹显示
线性缺陷磁痕l>1.5mm
圆形缺陷磁痕d>2mm,在评定框内不大于1个
示意草图:
(画出磁化示意图)4分
序号
工序名称
重点操作步骤注意事项
1
试片使用要求
标准试片表面有锈蚀、褶折或磁特性发生改变时不得继续使用
试片使用前,应用溶剂清洗防锈油
使用时,应将试片无人缺陷的面朝外,并保持与被检工件有良好的接触。
用透明胶带或其他方法将其平整粘贴在被检面上
试片使用后,可用溶剂清洗并擦干,干燥后涂上防锈油。
2
磁化及磁悬液施加要点
注意同一部位必须在垂直和平行焊缝的两个方向进行磁化。
磁极间距≥75mm,并保证有效磁化区重叠10%
磁悬液充分搅拌均匀,磁化前先润湿焊缝表面。
磁悬液的施加应在磁化通电时间内完成,且停施磁悬液至少1S后方可停止磁化;
磁化通电时间一般为1s-3s,且为保证磁化效果应至少反复磁化两次。
3
检测纵向缺陷应至少磁化多少次
焊缝长度219*3.14=687.66mm
若L1=200mm,b1=100mm覆盖10%,b1=90mm。
687.66/90≈8次
若L1=75,b1=37.5mm覆盖10%,b1=33.75mm
687.66/33.75≈21c次
3.最少8次,但最终要已灵敏度试片确定,如果灵敏度试片显示效果差,则应增加垂直磁化次数。
3.如图一所示,现有长为2000米的在用压力管道,规格φ57×5mm,材质20g,表面有较厚的油漆防腐层(0.2mm),定期检验中,要求对外表面对接环焊缝进行100%磁粉检测。
(20分)
修改和编写工艺卡要求:
(1)根据所给出的被检工件情况和磁粉检测设备由编写者自行选定最佳磁化方法及磁化规范。
(2)两工件均按NB/T47013标准进行检测,合格级别I级,采用中等灵敏度试片测试综合性能。
(3)可选用的设备和器材有:
CYD3000移动式磁粉探伤机、CEW12000固定式磁粉探伤机、CDX-3旋转磁场探伤仪、A型试片等。
磁粉探伤工艺卡3
产品名称
在用压力管道
产品规格(mm)
φ57×5
材料牌号
20g
检测部位
外表面对接环缝
工序安排
表面检验合格后
表面预清理要求
自然状态
砂轮打磨至金属光泽
探伤设备
CXD-3旋转磁场仪
标准试片
A-15/100
CYD3000移动式磁探机
A-30/100
检验方法
连续法
磁化方法
旋转磁场
1触头法
2绕电缆法
磁化规范
≥118N
磁化时间
1~3S
1触头间距200,
2NI=2059安匝
磁粉、载液
磁悬液配制浓度
荧光磁粉、油悬液,0.5~3g/l
磁悬液施加
方法及操作要求
磁化结束后喷洒磁悬液
黑磁粉、水悬液
10~25g/l
在通电的同时喷洒磁悬液,停止
浇洒后再通电数次。
紫外光辐照度
或试件表面光照度
1000μw/cm2
缺陷记录方式
照相法、草图
试件表面光照度≥1000lx
探伤方法标准
NB/T47013
质量验收等级
I级
磁化方法示意草图:
磁化方法的附加说明:
1触头法时,触头的连线垂直环焊缝;并且在圆周对称的位置再磁化一次(共磁化两次)。
要用A-30/100试片确定磁化规范的正确性。
2绕电缆法时,L/D大于15取15。
NI=35000/15+2=2059
N是线圈匝数
4、编写工艺卡:
如图二所示,为一轴类锻件,材质为30CrMoA,制造过程为:
下料→锻造→正火处理→粗车→钻孔→调质处理→精车→磨削→出厂
要求磁粉检测轴A、C外表面轴向缺陷和B凸台面径向缺陷,检测比例100%。
(20分)
修改和编写工艺卡要求:
(1)根据所给出的被检工件情况和磁粉检测设备由编写者自行选定最佳磁化方法及磁化规范。
(2)两工件均按NB/T47013标准进行检测,合格级别I级,采用中等灵敏度试片测试综合性能。
(3)可选用的设备和器材有:
CYD3000移动式磁粉探伤机、CEW12000固定式磁粉探伤机、CDX-3旋转磁场探伤仪、A型试片等。
磁粉探伤工艺卡4
产品名称
轴类锻件
产品规格
φ180×600
材料牌号
30CrMoA
检测部位
外表面
工序安排
磨削加工后
表面预清理要求
清除工件表面影响
磁痕显示的物质
探伤设备
CEW-12000
标准试片
A-30/100
检验方法
连续法
磁化方法
直接通电法
磁化规范
A面I1=1440~2700(A)
B、C面I2=2400~4500(A)
磁化时间
1~3S
磁粉、载液
磁悬液沉淀浓度
黑磁粉、水悬液
1.2~2.4ml/100ml
磁悬液施加
方法及操作要求
在通电的同时浇洒磁悬液,停止
浇洒后再通电数次。
紫外光辐照度
或试件表面光照度
试件表面光照度≥1000lx
缺陷记录方式
照相法
探伤方法标准
NB/T47013
质量验收等级
I级
不允许缺陷
1不允许线性缺陷。
2圆形缺陷d不大于1.5,且评定框内小于等于1个。
一大型游乐设施传动轴(局部),结构尺寸如图1所示。
材料牌号为2Cr13,热处理状态为调质处理(1050℃油淬,550℃回火),齿轮表面为淬火处理(860℃油淬)。
工件为机加工表面,该工件经磁粉检测后需精加工。
要求检测该轴外表面各方向缺陷(不包括轴端面)。
请参照NB/T47013,采用高等级灵敏度探伤。
验收级别为Ⅰ级,请回答下列问题并填写磁粉检测工艺卡。
磁粉探伤工艺卡5
产品
名称
传动轴
工件
规格
φ150/φ90×125/500mm
材料
编号
2Cr13
检测
部位
轴外表面
(不包括轴端面)
检测
时机
热处理后
探伤
设备
CYD3000
(TC-6000)
检测
方法
荧光湿式交流连续法(或非荧光)
磁化
方法
轴向通电法+线圈法
紫外光
照度或
工件表面光照度
荧光≥1000uW/cm2
(非荧光≥1000lx)
标准
试片
C—8/50
(或A1—15/100)
磁粉
载液
YC2型荧光磁粉、
LPW-3号油基载液
(黑磁粉+水、BW-1型黑磁膏+水)
磁悬液配置浓度
荧光0.5-3.0g/l
(或非荧光10-25g/l)
磁悬液施加方法
喷.浇磁
悬液均可
电流
种类
交流电
周向磁
化规范
按标准计算:
I1=(720-1350)A
I2=(1200-2250)A
最终以C型或A型试片确定
纵向磁化规范
线圈
正中放置
I1=725±10%A
偏心放置
I2=720±10%A
最终以C型或A型试片确定
检测
方法
标准
NB/T47013
质量
验收
等级
Ⅰ级
示意草图:
(画出磁化示意图)
编制
MT-Ⅱ(MT-Ⅲ)
年月日
审核
(MT-Ⅲ)
年月日
 升级会员
升级会员 