常见机器故障排除方法主轴电机超时.docx
《常见机器故障排除方法主轴电机超时.docx》由会员分享,可在线阅读,更多相关《常见机器故障排除方法主轴电机超时.docx(7页珍藏版)》请在冰豆网上搜索。
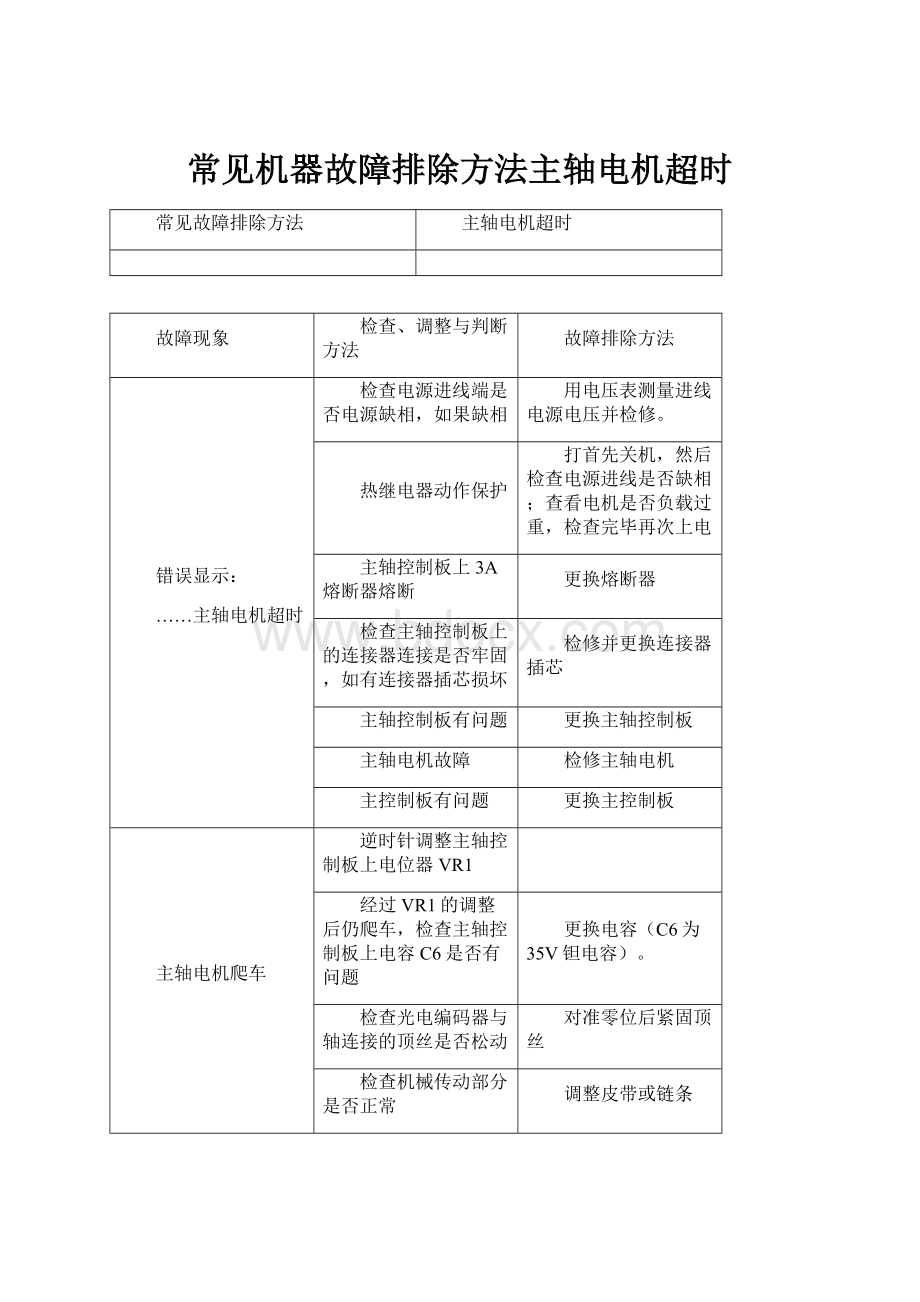
常见机器故障排除方法主轴电机超时
常见故障排除方法
主轴电机超时
故障现象
检查、调整与判断方法
故障排除方法
错误显示:
……主轴电机超时
检查电源进线端是否电源缺相,如果缺相
用电压表测量进线电源电压并检修。
热继电器动作保护
打首先关机,然后检查电源进线是否缺相;查看电机是否负载过重,检查完毕再次上电
主轴控制板上3A熔断器熔断
更换熔断器
检查主轴控制板上的连接器连接是否牢固,如有连接器插芯损坏
检修并更换连接器插芯
主轴控制板有问题
更换主轴控制板
主轴电机故障
检修主轴电机
主控制板有问题
更换主控制板
主轴电机爬车
逆时针调整主轴控制板上电位器VR1
经过VR1的调整后仍爬车,检查主轴控制板上电容C6是否有问题
更换电容(C6为35V钽电容)。
检查光电编码器与轴连接的顶丝是否松动
对准零位后紧固顶丝
检查机械传动部分是否正常
调整皮带或链条
主轴控制板本身存在问题
更换主轴控制板
以上调整后还存在爬车现象,进一步检查滑差式电机刹车片是否损坏
更换滑差式主轴电机刹车片
主轴电机飞车
光电编码器没有连续脉冲
更换光电编码器
与光电编码器的线缆或连接器有故障
检修电缆并使其可靠连接
错误显示:
……换色越限
……换色超时5秒
……半回转异常
观察针位置检测板上半回转指示灯是否亮,如果不亮,测量直流12V开关电源,若无输出
更换开关电源
检查针位置检测板上连接器连接是否牢固,如有插芯损坏
更换损坏插芯
打开针位置检测板上机盖,看其机械部分是否正常,如果异常
调整机械部分
用手柄转动换色电机及连杆机构,观察针位置显示灯是否随之变动,如不显示,或有的位置显示有的位置不显示,针位置检测板故障
更换针位置检测板
更换针位置检测板后仍存在上述第3项所列问题,则主控制板有故障
更换主控制板
检查针位置检测板供电12V电源是否正常,如果异常
修理或更换直流供电电源-
换色异常
检查电源板上各连接器是否连接牢固,如有连接器插芯损坏
更换损坏连接器插芯
检查电源板上熔断器是否熔断?
(F1为15A,F2为6A)
更换熔断器
所有刺绣机头均无断线检测功能。
(注:
若设置为雕孔绣状态时,第一针均无断线检测。
)
检查各个断线检测板连接器是否连接固
正确设置或更换损坏的器件和有故障的线路板
检查是否在菜单中设置了断线检测能
通过查看断线启动指示灯(L36)和线夹信号指示灯(L35)来判断有无断线启动信号和线夹信号
控制板故障
用电压表测量断线检测板供电电源直流12V是否正常?
如不正常
更换电源
某一机头断线,所有检测灯亮
某一机头断线,所有检测灯亮
检修损坏器件或供电电源
检查电子译码板和断线检测板之间连线是否有短路现象
某一机头断线后,本身断线检测指示灯不亮,而另外机头断线检测指示灯亮
某一机头断线后,本身断线检测指示灯不亮,而另外机头断线检测指示灯亮
检修或更换有故障线路板
检查针位置检测板是否有故障
检查断线译码板,针位置检测板和断线检测板之间的连接是否有故障
无规则断线检测。
(即在某一针位不检测而其他针位误检测,造成机器运转不正常。
)
检查直流12V电源电压是否正常
更换损坏器件或断线译码板
线路板上连接器是否连接牢固
断线译码板损坏
某一机头锁不住
检查该机头电磁铁是否损坏
更换或维修损坏器件
检查该机头断线检测板机头电磁铁驱动部分三极管(TR7)是否损坏
检查机头电磁铁与针杆驱动滑块间机械安装是否有故障
更换或维修损坏器件
机头电磁铁全部锁不住
检查直流24V电压是否正常
检修电源
用电压表测量某一机头断线检测板电磁铁驱动部分中续流二极管(D13)两端的电压值。
在断线检测开关打在下位,锁住机头时,测量此电压值应为8V±5%,若低于或高于此值,则
检修或调整控制CPU板上电位器
系统报警错误:
E53-步进故障或按移框键绣框不动
步进驱动器过流(过流指示灯亮)
排除故障,更换器件
步进驱动器电源故障,熔断器熔断
步进驱动器连线错误
主控制板故障
机械故障
移框时步进电机声响异常或步进驱动器丢步,绣作走位
步进驱动器和步进电机间连线错误
检修排除故障或更换步进驱动器
步进驱动器缺项
机械故障
剪线无动作
用万用表直流档测量电源板上CZ3插座2、3两点直流电压,正常值为直流电压90V±10%,若不正常
更换电源板
手动剪线,观察主控制板上指示灯L33(JX)亮否?
L33(JX)灯不亮,说明控制板有问题(无信号输出)
更换主控制板
检查剪线电磁铁托盘位置是否合适
调整到使电磁铁所吸合位置
检查剪线电磁铁本身是否正常
重新插接连接器
检查与其相关连接线接插件是否完好
取下绣框
用万用表测量电源板上三极管M6是否正常
如有问题更换同型号三极管
扣线不动作
用万用表测量控制箱内连接电源板上插座CZ6的插头4,5脚交流电压应为63V。
若不正常
取下绣框
用万用表测量控制箱内电源板上插座CZ3的2、3两脚的直流电压应90V±10%,若不正确
检查接插部分是否接触良好;更换电源板
检查扣线磁铁连接线到电源板是否可靠连接
检修,使其连接可靠
用万用表电阻档检查扣线磁铁引线与机架有无短路现象(电阻为0)
依次检查每只扣线磁铁,并更换,正确阻值应为10Ω以上
检查主控制板有无扣线信号输出,扣线指示灯L32(KX)是否被点亮?
若L32(KX)不亮,说明控制板有问题(无信号输出)
更换主控制板
检查主控制板到电源板信号线连接是否可靠
检查主控制板到电源板信号线连接是否可靠
用万用表测量电源板三极管M5是否正常?
如有问题
更换同型号三极管
勾线不动作
检查方法与故障排除同扣线不动作的处理方法一致,勾线电磁铁并联值应为5Ω以上,主板上勾线电磁铁指示灯为L34(GX)。
电源板上的三极管为M1,M2,M3,M4
绣框锁不住
检查接线端子交流100V步进电源供电电压是否正确
检查步进电源保险
测量步进驱动器8P双排插头1、2脚直流输出140V,3、7脚交流电压8V,4、8脚交流电压15V是否正确
检查步进驱动器内电源板上保险
更换步进驱动器内电源板
(9)绣框
通过观察绣作花形是否在同一位置跑位和花样周边是否正确来判断是否花样本身的问题
重新输入另一个花样
(7)X轴送布机构
检查是否因软驱34扁平电缆线本身或两端连接器的连接问题造成输入花样的错误
检修并使其可靠连接
(8)夹线机构
机器绣框运作是否平稳?
在绣框连续运作过程中有停顿吗?
更换相应X、Y向步进驱动器或步进电机
(9)绣框
绣作花样跑位没有规律,既时而X方向,既时而X方向,绣框的前进轨迹与回退轨迹不一致
更换光电编码器
(8)夹线机构
在整机断电状态下,用手推绣框有松动、沉重的感觉吗
检查相应机械传动部分,如绣框皮带等
(9)绣框
通过观察花样跑位后是否能回原点来判断:
能回原点则可能是花样的问题
不能回原点则可能是因或步进驱动器故障造成跑位,也可能是步进信号线受到干扰造成跑位
重新输入另一个花样再测试
(7)X轴送布机构
更换相应X、Y向步进驱动器或步进电机
(8)夹线机构
查找干扰源
 升级会员
升级会员 