一次性使用直线切割吻合器及钉匣组件技术要求.docx
《一次性使用直线切割吻合器及钉匣组件技术要求.docx》由会员分享,可在线阅读,更多相关《一次性使用直线切割吻合器及钉匣组件技术要求.docx(11页珍藏版)》请在冰豆网上搜索。
一次性使用直线切割吻合器及钉匣组件技术要求
医疗器械产品技术要求编号:
一次性使用直线切割吻合器及钉匣组件
1.产品型号/规格及其划分说明
1.1一次性使用直线切割吻合器及钉匣组件按照钛钉尺寸分为:
3.8mm、4.5mm
1.2一次性使用直线切割吻合器及钉匣组件按照吻合长度分为:
60,80,100
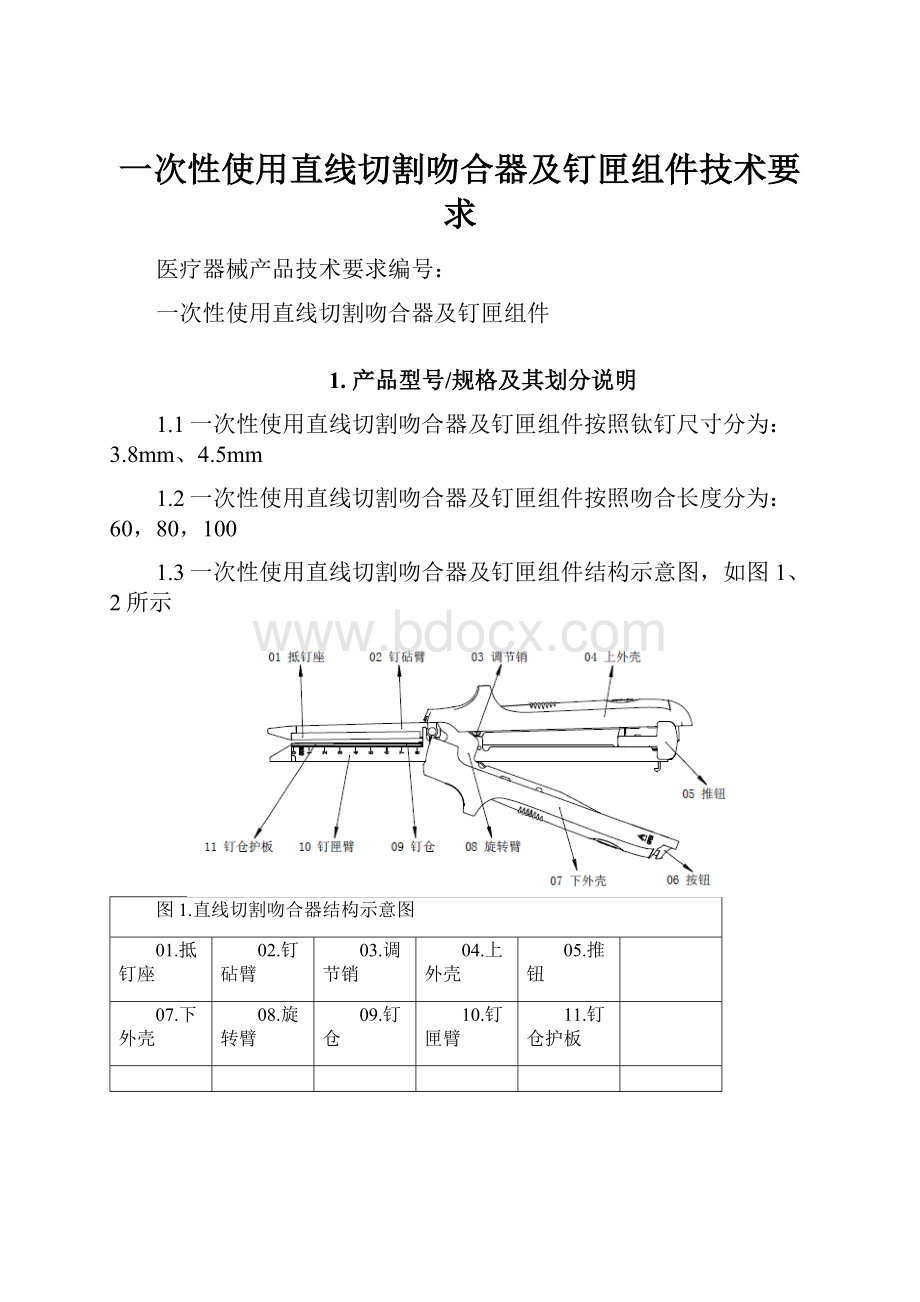
1.3一次性使用直线切割吻合器及钉匣组件结构示意图,如图1、2所示
图1.直线切割吻合器结构示意图
01.抵钉座
02.钉砧臂
03.调节销
04.上外壳
05.推钮
07.下外壳
08.旋转臂
09.钉仓
10.钉匣臂
11.钉仓护板
图2.钉匣组件结构示意图
01.钉仓
02.钉仓护板
03.切割刀
04.刀套
05.钉仓下盖
1.4一次性使用直线切割吻合器及钉匣组件规格型号
1.4.1直线切割吻合器的规格型号及对应参数见表1。
表1直线切割吻合器规格尺寸
单位:
mm
序号
型号
缝合长度L
缝钉高度h
基本尺寸
允许误差
基本尺寸
允许误差
1.
EGLC6038S
63
±2
3.8
±0.2
2.
EGLC6045S
63
±2
4.5
±0.2
3.
EGLC8038S
83
±2
3.8
±0.2
4.
EGLC8045S
83
±2
4.5
±0.2
5.
EGLC10038S
103
±2
3.8
±0.2
6.
EGLC10045S
103
±2
4.5
±0.2
1.4.2钉匣组件的规格型号及对应参数见表2。
表2钉匣组件规格尺寸
单位:
mm
序号
型号
缝合长度L
缝钉高度h
基本尺寸
允许误差
基本尺寸
允许误差
1.
EGLC6038L
63
±2
3.8
±0.2
2.
EGLC6045L
63
±2
4.5
±0.2
3.
EGLC8038L
83
±2
3.8
±0.2
4.
EGLC8045L
83
±2
4.5
±0.2
5.
EGLC10038L
103
±2
3.8
±0.2
6.
EGLC10045L
103
±2
4.5
±0.2
2.性能指标
2.1灵活性
吻合器开闭应灵活,不应有卡阻现象。
按下按钮后,复位弹簧确保旋转臂可轻松打开,无卡阻现象。
2.2装配性
2.2.1吻合器组件更换应方便,定位准确。
2.2.2组件甩动后,吻合钉不应露出钉仓表面。
2.3锋利度和硬度
切割刀应锋利,切割力应不大于0.8N。
切割刀的硬度应不低于377HV0.2。
2.4吻合与切割性能
2.4.1吻合器应具有良好的吻合和切割性能,更换组件,作不少于5次切割吻合,
其每次吻合后的缝钉应成类“B”字形。
2.4.2同时每次吻合后的切割边缘应整齐,无毛边,切割刀不得有卷刃、崩刃现象。
2.4.3每次吻合线长度比切割线长度至少长1.5倍钉长。
2.5耐压性能
经吻合后的吻合口应能承受不小于3.6kPa压强,不得有漏水和撕裂现象。
2.6安全装置
吻合器应具有空钉仓安全保护装置,并保持其可靠性。
注:
空钉仓指被击发过的组件
2.7表面粗糙度
吻合器金属表面粗糙度Ra应不大于0.8μm。
2.8包装密封
2.8.1吻合器及组件的包装应完好,粘合密封区域应无通道或穿孔。
2.8.2吻合器及组件的包装封口剥离强度不小于0.1N/mm,剥离后两接触表面应光滑且连续均匀,无分层或撕裂现象。
2.9外观
2.9.1吻合器外形光滑,轮廓清晰、无毛刺、划伤等缺陷。
2.9.2吻合器外表面上的字迹、标志清晰,不得有错位、歪斜等缺陷。
2.9.3吻合钉头端应尖锐,表面不得有毛刺、凹痕等缺陷。
2.10尺寸
吻合器及组件尺寸应符合表1、表2的L和h规定。
2.11灭菌
2.11.1吻合器及组件应经已确认过的灭菌过程进行灭菌,产品应无菌。
2.11.2经环氧乙烷灭菌后,吻合器及组件的环氧乙烷残留量应不大于10µg/g。
2.12缝合钉材料
2.12.1缝合钉的化学成分应符合GB/T13810-2007《外科植入物用钛及钛合金加工材》中TA2的规定。
2.12.2制成缝合钉的材料拉伸强度应不小于240MPa。
3.检验方法
3.1灵活性检验
合上及打开吻合器,应符合2.1的规定
3.2装配性检验
3.2.1更换组件,应符合2.2.1的规定。
3.2.2甩动组件至少5次后,用手触摸钉仓表面,应符合2.2.2的规定
3.3锋利度试验
切割刀刃口锋利度应符合2.3的规定
3.4吻合性能试验
吻合两层总厚度为钉高的1/2~2/3的泡棉,沿成型吻合钉边缘除去多余泡棉,露出成型后的吻合钉,目视检查,应符合2.4的规定
3.5耐压试验
按附录B的方法进行试验,应符合2.5的规定
3.6安全装置试验
将吻合器装上空钉仓,调整吻合器进行击发动作时,应符合2.6的规定。
3.7表面粗糙度检验
表面粗糙度用样块比较法或GB/T10610-2009《产品几何技术规范(GPS)表面结构轮廓法》规定的方法进行,应符合2.7的规定。
3.8包装密封检验
3.8.1按附录C的方法进行,应符合2.8.1的规定
3.8.2按附录A的方法进行,应符合2.8.2的规定
3.9外观检验
目视检查并用手拭摸,应符合2.9的规定
3.10尺寸检验
用通用量具测量或专用量具,应符合2.10的规定
3.11无菌和环氧乙烷残留量检验
3.11.1按《中华人民共和国药典(二部)》2015年版附录无菌检查法规定的试验方法进行。
所得结果要求符合2.11.1的要求。
3.11.2环氧乙烷残留量检测按GB/T16886.7-2001《医疗器械生物学评价第7部分:
环氧乙烷灭菌残留量》中气象色谱法的规定进行,所得结果要求符合2.11.2的要求。
3.12缝合钉材料检验
3.12.1缝合钉的化学成份应按照GB/T13810-2007中规定的方法进行分析,成分应符合2.12.1的规定。
3.12.2缝合钉材料的拉伸强度按GB/T228.1-2010《金属材料拉伸试验第1部分:
室温试验方法》中规定的方法进行,结果符合2.12.2的要求。
附录A
(资料性附录)
剥离强度试验方法
A.1定义
A.1.1剥离强度:
是指单位长度的剥离力。
A.2设备要求
A.2.1设备所需要电源电压:
220V±10%;电源频率:
50Hz±1%。
A.2.2设备的计量单位:
“N/mm(牛顿/毫米)”。
A.2.3采用5kg传感器。
A.3试验材料
A.3.1试验材料为采用吸塑盒和透析纸进行封装的灭菌包装盒。
A.3.2取样:
在每只灭菌包装封口四边各取长度L为25.4mm的样品。
取样位置见下图:
A.4试验方法
A.4.1将样品夹紧在设备的夹具上。
A.4.2试验速度调到127mm/min。
A.4.3所有的读数清零,没有任何拉力在需测试的样品上。
A.4.4用自动控制将测头拉升,直到测试样品的吸塑盒和透析纸分开。
A.4.5记录拉力的最大值。
附录B
(规范性附录)
耐压测试方法
B.1定义
B.1.1吻(缝)合口耐压:
是指用吻(缝)合器将肠腔缝合完毕后,吻(缝)合口所能承受的压力。
B.1.2吻合:
两个圆管状切口对接且完全吻合、畅通。
B.1.3缝合:
残端切口的关闭。
B.2仪器要求
B.2.1耐压测试仪应按规定程序所批准的图样及文件制造。
B.2.2耐压测试仪的基本原理为连通器原理。
B.2.3耐压测试仪的计量单位:
“kPa(千帕)”。
B.2.4耐压测试仪的示值范围:
0~6kPa,示值误差:
±0.12kPa。
B.2.5耐压测试仪有进水口与排水口,进水口端通过三通与压力表连接。
B.2.6耐压测试仪的压力表每年检定一次。
B.2.7耐压测试仪的进水、排水管道应通畅,控制装置应可靠。
B.2.8耐压测试仪的示意图参见上图。
B.3试验材料
B.3.1试验材料为新鲜的猪肠(亦称肠腔)。
B.3.2试验前应将肠腔洗净,清除待吻(缝)合处的多余脂肪组织。
B.4试验方法
B.4.1将新鲜猪肠腔的一端置于吻合器的缝合口内,目测估计肠腔的大小与器械规格相适应。
B.4.2按照说明书列示的操作步骤,完成猪肠一端缝合。
B.4.3将缝合完毕后的肠腔开口端,接在‘耐压测试仪’的接口上,并确保接口严密。
B.4.4将肠腔表面的水珠用纸巾吸干,并置于垫有干布的托盘中。
B.4.5从耐压测试仪的注水口注水,打开排气阀,待肠腔内的空气排完后关闭排气阀,继续注水,观察压力表,其示值达到3.6kPa后,停止注水,进行保压(当压力下降时应予以补水,使压力维持在3.6±0.12kPa)。
B.5结果判定
吻合口性能应符合技术要求中的规定。
附录C
(资料性附录)
密封性能试验
C.1概述
本附录以染色渗透试验方法进行包装封口密封性能试验。
C.2仪器和试剂准备
C.2.11L烧杯。
C.2.225mL量筒。
C.2.30.0005g天平。
C.2.4非离子表面活性剂TritonX-100。
C.2.5甲苯胺蓝指示染料。
C.3渗透液配方
C.3.1在符合GB/T6682规定的100ml三级试验用水中加入5g表面活性剂TritonX-100,搅拌均匀。
C.3.2在C.3.1中加入三级试验用水至1000mL,再次搅拌均匀。
C.3.3取0.5g甲苯胺蓝加入C.3.2中,并搅拌均匀。
C.4试验步骤
C.4.1测试时试验人员应检查测试环境温度在23℃±2℃范围内,相对湿度在50%±2%范围内。
C.4.2用注射器吸取足够的渗透液并在包装中心位置将其注入到灭菌初包装,使液体覆盖封口边的高度达到5mm。
C.4.3渗透液覆盖封口边的时间应控制在5s~20s范围内。
C.4.4从吸塑盒一面目测检查密封区域,可清晰看到有无蓝色渗漏缝隙。
C.4.5要求密封区域染色渗透深度不超过4mm。
D.5试验报告
D.5.1标识试验样品的来源,记录样品批号。
D.5.2报告粘合密封区域有蓝色渗漏的数量。
 升级会员
升级会员 