焊条型号表.docx
《焊条型号表.docx》由会员分享,可在线阅读,更多相关《焊条型号表.docx(86页珍藏版)》请在冰豆网上搜索。
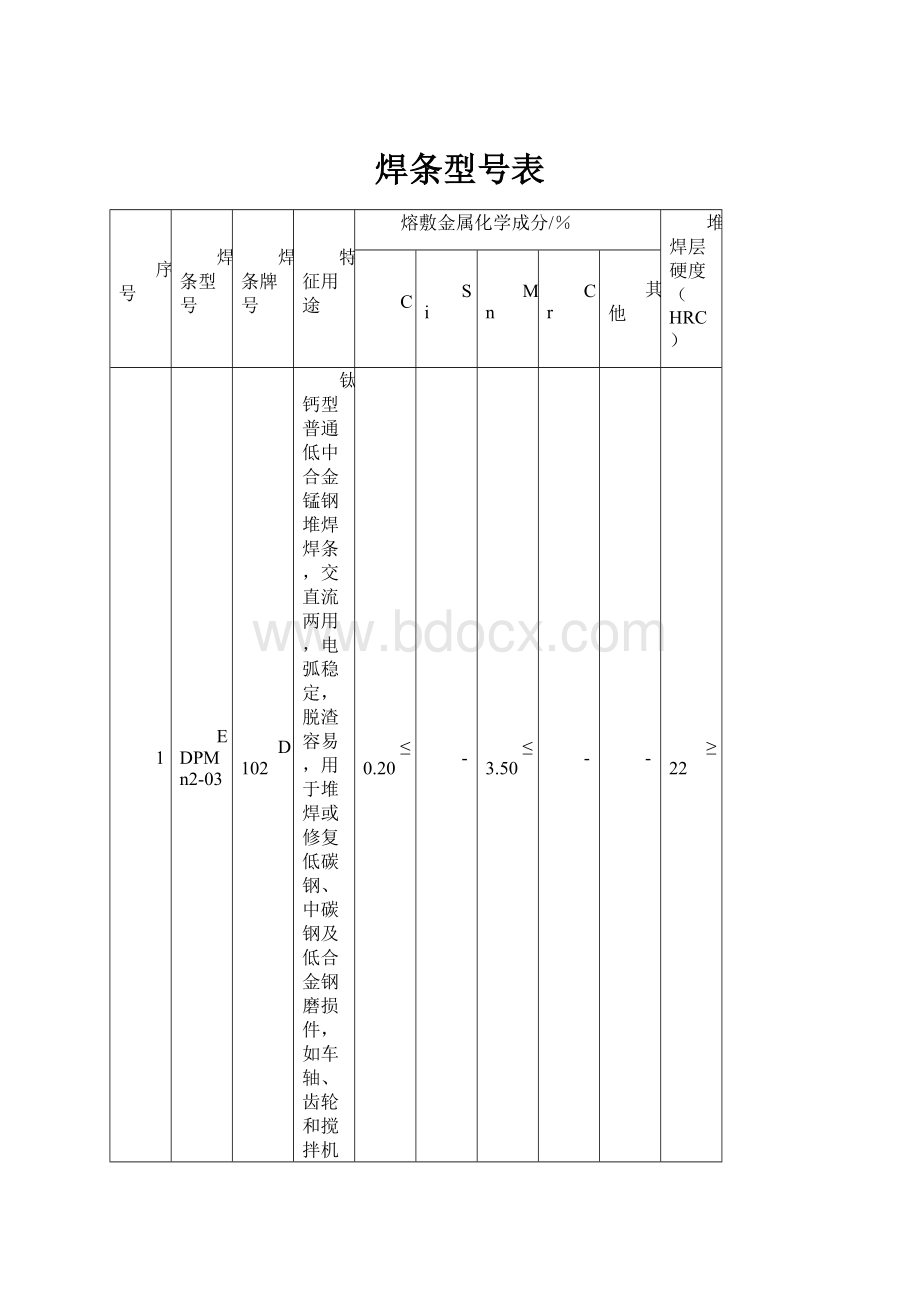
焊条型号表
序号
焊条型号
焊条牌号
特征用途
熔敷金属化学成分/%
堆焊层硬度(HRC)
C
Si
Mn
Cr
其他
1
EDPMn2-03
D102
钛钙型普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
≤0.20
-
≤3.50
-
-
≥22
2
EDPMn2-16
D106
低氢钾型普通低中合金锰钢堆焊焊条,交直流两用(交流时空载电压大于70V);用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
≤0.20
-
≤3.50
-
-
≥22
3
EDPMn2-15
D107
低氢钠型普通低中合金锰钢堆焊焊条,采用直流反接;用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
≤0.20
-
≤3.50
-
-
≥22
4
EDPCrMo-Al-03-
D112
钛钙型铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复
≤0.25
-
≤1.50
≤0.20
≤0.20
≥22
5
EDPMn3-16
D126
低氢钾型普通低中合金锰钢堆焊焊条,交直流两用(交流空载电压大于70V);用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮、搅拌叶片和行走主动轮等
≤0.20
-
≤4.20
-
-
≥28
6
EDPMn3-15
D127
低氢钾型普通低中合金锰钢堆焊焊条,交直流反接;用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮、搅拌叶片和行走主动轮等
≤0.20
-
≤4.20
-
-
≥28
7
EDPCrMo-A2-03
D132
钛钙型铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复
≤0.50
-
≤1.50
≤3.00
Mo≤1.50
≥30
8
EDPMn4-16
D146
低氢钾型普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定;用于堆焊各种受磨损的碳钢件及碳钢道岔
≤0.20
-
≤4.50
-
≤2.00
≥30
9
-
D156
低氢钾型铬锰钢堆焊焊条,具有抗高冲击载荷和金属间摩擦磨损性能,交直流两用(交流时空载电压大于70V),电弧稳定,焊接工艺性好,脱渣容易,飞溅小,焊道形成美观,用于轧钢机零部件堆焊,如槽轮轧机、铸钢大齿轮、拖拉机驱动轮、支重轮和链轮接等
≈0.10
≈0.50
≈0.70
≈3.20
-
≈31
10
EDPMn6-15
D167
低氢钠型普通低中合金锰钢堆焊焊条,采用直流反接;用于农业机械、建筑机械等磨损部件的堆焊,如大型推土机、动力铲的滚轮、汽车环链等
≤0.45
≤6.50
-
-
≥50
11
EDPCrMo-A3-03
D172
钛钙型普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于堆焊齿轮、挖掘斗、拖拉机刮板、深耕犁铧、矿山机械等磨损件
≤0.50
-
-
≤2.50
Mn≤2.50
≥40
12
-
D177SL
渗透刚系列堆焊焊条中的一种,专用于焊接磨损条件下使用的渗铝钢或非渗铝钢结构,低氢型药皮,采用直流正接,短弧操作;用于焊接单层或多层各种渗铝钢受磨损见,如电站渗铝钢锅炉省煤气管等
≤0.50
-
≤2.50
Mn≤2.50
≥40
13
-
D202A
钛钙型铁基堆焊焊条,交直流两用,焊接工艺性能好,堆焊层硬度适中,具有良好的塑性和耐冲击性;用于碳钢和低合金钢轧钢机零部件的堆焊,如槽轮轧机、铸钢大齿轮等
≤0.15
0.2-0.4
0.5-0.9
1.8-2.3
-
26-30
14
-
D202B
钛钙型铬钼钢堆焊焊条,交直流两用,焊接工艺性能能好,堆焊金属为马氏体组织,有较好的耐金属间磨损、耐冲击、耐磨料磨损和耐冷热疲劳性能,用于单层或多层堆焊各种受磨损的零部件,如齿轮、挖斗、矿山机械等
0.5-0.7
0.3-0.5-
0.6-1.0
4.4-5.0
-
54-58
15
EDPCrMnSi-15
D207
低氢钾型铬锰硅钢堆焊焊条,采用直流反接;用于堆焊推土机刀刃板、螺旋桨等磨损零件
0.5-1.00
≤1.00
≤2.500
≤3.50
≤1.00
≥50
16
EDPCrMo-A4-03
D212
钛钙型铬钼钒钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于单层或多层堆焊各种受磨损的零部件,如齿轮、挖斗、矿山机械等
0.3-0.60
-
-
≤5.00
Mn≤4.00
≥50
17
EDPCrMo-A3-15
D227
低氢钙型铬钼钒钢堆焊焊条,交流反接,用于堆焊高强度耐磨零部件,如30CrMnSi和35CrMnSi冶金轧辊的堆焊与修复、矿石破碎机部件、矿山用4立方米电铲斗齿及其他挖掘机斗齿等
≤5.00
-
-
≤2.50
Mo≤2.50
≥40
18
EDPCrMoV-A2-15
D227
低氢钠型铬钼钒钢堆焊焊条,采用直流反接,堆焊层为马氏体基体加一定数量的高硬度碳化物,抗磨粒磨损性能较高,堆焊金属具有良好的抗裂性能,但切削加工比较困难,必要时可以经约860℃等温度退火软化;用于承受一定冲击载荷的耐磨件表面堆焊,如掘进机盘形滚刀的受磨面
0.45-0.65
-
-
4.00-5.00
Mo2.00-3.00
V4.00-5.00
≥55
19
EDPCrMoV-A1-15
D237
低氢钠型铬钼钒钢堆焊焊条,采用直流反接;用于堆焊受泥沙磨损和汽浊破坏的水利机械、挖掘斗、矿山机械零部件等
0.30-0.60
-
-
8.00-10.00
Mo≤3.00
V0.50-1.00
≈50
20
EDPCrSi-B
D246
低氢钾型堆焊焊条,交直流两用;用于堆焊常温及非腐浊条件下,带有磨粒磨损和冲击载荷条件下工作的零部件,如矿山、工程、农业、制砖、水泥、水利等机械的易磨损件
≤1.00
1.50-3.00
≤0.80
6.50-8.50
B0.50-0.90
≥60
21
EDMn-A-16
D256
低氢钾型高锰钢堆焊焊条,交直流两用(交流焊时空载电压不低于70V),堆焊时宜采用小电流,窄道焊,趁红热时立即锤击或水淬,以减小裂纹倾向。
堆焊金属为奥氏体高锰钢,具有加工硬化、高韧性和耐磨的特点;用于各种破碎机、高锰钢轨、铲斗、推土机等易磨损部件的堆焊
≤1.10
≤1.30
11.00-16.00
-
≤5.00
≥170
22
EDMn-B-16
D266
低氢钾型高锰钢堆焊焊条,交直流两用(交流焊时空载电压不低于70V),与D256的区别是焊缝金属中添加了钼,提高了抗裂性及耐磨性。
堆焊时宜采用小电流,窄道焊,趁红热时立即锤击或水淬,以减小裂纹倾向,堆焊金属为奥氏体高锰钢,具有加工硬化、高韧性和耐磨的特点;用于各种破碎机、高锰钢轨、铲斗、铁路道岔、推土机等易磨损部件的堆焊
≤1.10
0.30-1.30
11.00
-
18.00
-
Mn≤2.50
其他≤1.00
≥170
23
EDCrMn-B-16
EDCrMn-B-15
D276
D277
低氢型高铬锰钢耐汽浊堆焊焊条,采用直流反接,D276可交直流两用(交流焊时空载电压不低于70V),焊缝能加工硬化、韧性好,耐汽浊,具有良好的抗裂性;用于堆焊水轮机受汽浊破坏的零件,如水轮机的导水叶片等,也可用于要求耐磨性及高韧性的高锰钢件的堆焊,如铁路道岔、螺旋输送机、推土机刀刃板、抓斗、破碎机等
≤0.80
≤0.80
11.00
-
16.00
13.00
-
17.00
≤4.00
≥20
24
D287
低氢型抗汽浊,耐泥沙磨损专用焊条,具有良好的抗汽浊、抗泥沙磨损的性能,焊接工艺性好,采用直流反接,可全位置焊,堆焊金属具有良好的机加工性能,用于水泵、水轮机过流部件的制造及堆焊修复,还可用于同等材质转轮的焊接
≤1.15
-
-
12.0-16.0
Ni
4.0-6.0
400HV
(焊态)
25
EDD-D-15
D307
低氢钠型高速刀具钢堆焊焊条,采用直流反接,可在中碳钢(如45、45Mn)制成的刀具毛坯上堆焊刃口以达到代用整体高速钢的目的,也可用于堆焊修复受磨损的刀具及其他工具
0.70-1.00
-
-
3.80-4.50
W17.0-19.50
V1.00-1.50
其他≤1.50
≥55(焊后经540℃三次回火)
26
EDRCrMoWV-A3-15
D317
低氢钠型铬钼钨钒堆焊焊条,直流反接。
可用于冲模堆焊,也可用于一般切削刀具的堆焊
0.70-1.00
-
-
3.00-4.00
W3.0-5.00
Mo3.0-5.00
V1.00-1.50
其他≤1.50
58-62
(焊后空冷)
27
-
D317A
低氢钠型焊芯与药皮过渡合金相结合的铬钼钨钒堆焊焊条,直流反接,具有良好的工艺性、耐磨性、红硬性和高温冲击韧性,特别是具有较好的冷焊抗裂性,适合大型工件大面积不预热表面堆焊;用于堆焊耐强烈冲击磨损、耐腐蚀和耐气蚀的场合,如高炉料钟、单齿辊、双齿辊破碎机、螺旋输送机叶片、抽风机叶片和中高压阀门密封面等
0.3-0.8
0.3-0.6
0.5-1.0
3-4
W6-8
Mo2.0-3.5
V1.5-2.5
58-62
(焊后空冷)
28
EDRCrMoWV-A1-03
D322
钛钙型铬钼钨钒冷冲模堆焊焊条,交直流两用,电弧稳定,脱渣容易;用于堆焊各种冲模及切削刀具,也可用于修复要求耐磨性较高的机械零部件
≤0.50
-
-
≤5.00
W7.0-10.00
Mo≤2.50
V≤1.00
≥55(焊后空冷)
29
EDRCrMoWV-A1-15
D327
低氢钠型铬钼钨钒冲模堆焊焊条,直流反接,用于堆焊各种冲模及切削刀具,也可用于修复要求耐磨性较高的机械零部件
≤0.50
-
-
≤5.00
W7.0-10.00
Mo≤2.50
V≤1.00
≥55(焊后空冷)
30
EDRCrMoWV-A2-15
D327A
低氢钠型铬钼钨钒冲模堆焊焊条,直流反接,用于堆焊各种冲模及切削刀具,也可用于修复要求耐磨性较高的机械零部件
0.30-0.50
-
-
5.00-6.50
W2.00-3.50
Mo2.00-3.00
V1.00-3.00
≥50(焊后空冷)
31
EDRCrW-15
D337
低氢钠型堆焊焊条,直流反接;用于铸钢或锻钢堆焊锻模,也可以用于受磨损锻模的修复
0.25-0.55
-
-
2.00-3.50
W7.00-10.0
其他≤1.00
≥48(焊后空冷)
32
-
D386
低氢钾型堆焊焊条,焊接工艺性好,全位置焊;用于冷冲模的修复或在低碳钢上堆焊以代替整体模具钢制造各种模具、冲头等,用于热加工模具、轧辊等
≤0.6
-
-
≤3.0
W≤5.0
其他≤3.0
≥50
33
EDRCrMnMo-03
EDRCrMnMo-15
D392
D397
D392为钛钙型堆焊焊条,交直流两用,堆焊层组织为马氏体和残余奥氏体;D397为低氢钠型铬锰钼热锻模堆焊焊条,直流反接;具有耐金属间摩擦磨损及磨粒磨损的性能,用于堆焊铸钢或锻钢作胚体的热锻模,也用于修复5CrMnMo、5CrNiMo、5CrNiSiW钢制旧锻模或堆焊高强度耐磨零部件
≤0.60
≤1.00
≤1.00
≤2.00
Mo≤1.00
≥40(焊后空冷)
34
EDRCrMoWCo-A
D406
低氢型铬钼钨钴热强钢耐磨堆焊焊条,堆焊金属组织为α固体溶液+奥氏体+马氏体+共晶组织,具有较高的红硬性、抗裂性和耐热疲劳性;用于耐高温刃具、模具、热剪切刀刃口的堆焊
≤0.5
≤2.0
≤2.0
≤6
Mo≤5
W≤10
V≤2
Co≤12
其他≤2
≈50(焊后空冷)
35
EDD-B-15
D417
低氢钠型高速刀具钢堆焊焊条,直流反接,良好的工艺性、耐磨性和抗裂性;用于堆焊耐强烈冲击磨损、耐腐蚀、汽蚀的场合,如单双齿辊破碎机、叶片、高炉炉鈡等,也用于各种冲压模具的堆焊
0.5-0.9
≤0.80
≤0.60
3.0-5.0
Mo5.0-9.5
W1.0-2.5
V0.8-1.3
其他≤1.00
≥55(焊后空冷)
36
-
D427
低氢型高温耐磨堆焊焊条,用于高温条件下具有高硬度和耐磨损部件的堆焊,如轧钢、炼钢装料机吊牙及钢坯剪切用双金属热剪切刃的堆焊
-0.8
-
≈13
≈11
Ni≈2
V≈2
≥40(焊后空冷
37
-
D437
低氢型堆焊焊条,用于高温条件下具有高硬度和耐磨损部件的堆焊,主要用于冶金系统,如炼钢厂装料机吊牙钢坯剪切用双金属热剪切刃的堆焊
≈0.8
-
-
≈15
Ni≈4
V≈3
40-42(焊后空冷
38
EDCr-Al-03
D502
钛钙型高铬钢堆焊焊条,堆焊技术为1Cr13高铬马氏体钢,堆焊层具有空淬性,一般不需进行热处理,硬度均匀,也可在750-800℃退火软化,当加热至900-1000℃空冷或油淬,可重新硬化,交直流两用,焊接工艺性好,属通用表面堆焊焊条,用于堆焊工作温度在450℃以上的碳钢或合金钢的轴及阀门等
≤0.15
-
-
10.0-16.0
其他≤2.50
≥40(焊后空冷
39
EDCr-Al-15
D507
氢钠型高铬钢堆焊焊条,堆焊技术为1Cr13高铬马氏体钢,堆焊层具有空淬性,一般不需进行热处理,硬度均匀,也可在750-800℃退火软化,当加热至900-1000℃空冷或油淬,可重新硬化,交直流两用,焊接工艺性好,属通用表面堆焊焊条,用于堆焊工作温度在450℃以上的碳钢或合金钢的轴及阀门等
≤0.15
-
-
10.0-16.0
其他≤2.50
≥40(焊后空冷
40
EDCr-A2-15
D507Mo
低氢钠型高铬钢堆焊焊条,堆焊技术为1Cr13高铬马氏体钢,堆焊层具有空淬性,堆焊金属具有较高的中温硬度,良好的热稳定性和抗冲蚀性,与D577焊条配合使用能获得和好的抗擦伤性,焊前不预热,焊后不热处理,采用直流反接,用于堆焊温度在510℃一下的中温高压截止阀密封面闸阀密封面等,应与D577配合使用
≤0.20
-
-
10.0-16.0
Ni≤6.00
Mo≤2.50
W≤2.00
其他≤2.50
(焊后空冷≥37
(耐软化510℃)
41
EDCr-A1-15
D507MoNb
低氢型1Cr13高铬钢阀门堆焊焊条,采用直流反接,药皮中加适量的钼,铌等强化元素,故堆焊金属具有良好的抗高温氧化和抗裂性;用于工作温度在450℃以下的中低压阀门密封面的堆焊
≤0.15
-
-
10.0-16.0
Nb≤0.50
Mo≤2.50
其他≤2.50
(焊后空冷)≥37
42
EDCr-B-03
D512
钛钙型高铬钢堆焊焊条,堆焊金属为3高铬马氏体钢,堆焊层具有空淬性一般不需进行热处理,硬度均匀,也可在750-800℃退火软化,当加热至950-1000℃空冷或油淬,可重新硬化,交直流两用,焊接工艺性好,属通用表面堆焊焊条,堆焊层比D520更硬、更耐磨,但难加工,用于碳钢和低合金钢的轴、过热蒸汽阀门、搅拌机、螺旋输送机叶片等
≤0.25
-
-
10.0-16.0
其他≤2.50
(焊后空冷≥45
(耐软化500℃)
43
EDCrMn-A-16
D516M
D516MA
低氢钾型高铬钢堆焊焊条堆焊,具有良好的耐磨、耐热、耐蚀以及抗热裂性,焊前不预热,焊后不热处理,堆焊层可切削加工,D516M为H08焊芯,D516MA为1Cr13焊芯;用于工作温度450℃以下受水、蒸汽、石油介质作用的部件,如25铸钢、高中压阀门密封面等
≤0.25
≤1.00
6.00-8.00
12.0-14.0
-
38-48
44
-
D516F
低氢钾型高铬钢堆焊焊条堆焊,具有良好的耐磨、耐热、耐蚀以及抗热裂性,焊前不预热,焊后不热处理,堆焊层可切削加工,用于工作温度在450℃以下受水、蒸汽、石油介质作用的部件,如25铸钢、高中压阀门密封面等
≤0.25
≤1.00
8.00-10.00
12.0-14.0
-
35-45(堆焊两层,焊层高不小于4mm)
45
EDCr-B-15
D517
低氢钠高铬钢堆焊焊条,堆焊金属为3高铬马氏体钢,堆焊层具有空淬性一般不需进行热处理,硬度均匀,也可在750-800℃退火软化,当加热至950-1000℃空冷或油淬可重新硬化,采用直流反接,属通同的表面堆焊焊条堆焊层比D507更硬、更耐磨,但较难加工,用于碳钢和低合金钢的轴、过热蒸汽阀门、搅拌机、螺旋输送机叶片等
≤0.25
-
-
10.0-160
其他≤5.00
(焊后空冷)≥45
(耐软化至500℃)
46
EDCrNi-A-15
D547
低氢钠铬镍合金钢阀门堆焊焊条,采用直流反接,堆焊金属依靠硅进行强化,得到具有一定量铁素体的奥氏体组织,具有良好的抗擦伤、耐蚀及抗氧化性;用于堆焊570℃以下工作的电站高压锅炉装置的阀门及其他密封零件
≤0.18
4.80-6.40
0.60-2.00
15.0-18.0
Ni7.0-9.0
270-320HB
47
EDCrNi-B-15
D547Mo
低氢钠型铬镍合金钢阀门堆焊焊条,采用直流反接,具有良好的抗擦伤、耐蚀及抗氧化性能,有较高的高温硬度,良好的热稳定性和抗热疲劳性,堆焊金属时效强化效果显著,时效时间增加,硬度和抗擦性能进一步提高;用于600℃以下工作的高压阀门密封面堆焊
≤0.18
3.80-6.50
0.60-5.00
14.0-21.0
Ni6.50-12.0
Mo3.50-7.00
Nb0.50-1.20
其他≤0.0.25
≥37
48
EDCrNi-C-15
D557
低氢钠型铬镍合金钢阀门堆焊焊条,采用直流反接,堆焊金属依靠硅进行强化,得到铁素体+奥氏体组织,时效时间增加,硬度和抗擦伤性能提高,具有良好的抗侵蚀,耐蚀及抗氧化性,用于600℃以下工作的高压阀门密封面堆焊
≤0.20
5.00-7.00
2.00-3.00
18.0-20.0
Ni7.0-10.0
≥37
49
EDCrMn-D-15
D567
低氢钠型高铬锰钢球墨铸铁阀门堆焊焊条,采用直流反接,堆焊金属为搞锰型奥氏体,冷作效果明显,优良的抗擦伤性,堆焊层有一定的硬度,可机械加工,抗裂性较好,焊接工艺性好,不需预热和缓冷,用于350℃以下中温中压球墨铸铁阀门封面
0.50-0.80
≤1.30
24.0-27.00
9.50-12.50
-
≥210HB
50
EDCrMn-C-15
D577
低氢钠型高锰钢阀门堆焊焊条,采用直流反接,堆焊金属为高锰型奥氏体,冷作硬化效果明显,良好的抗擦伤性,有一定的中温硬度,较好的热稳定性,与D507Mo配合使用可获得很好的抗擦伤性,抗裂性好,焊前不预热,焊后不热处理,良好的机械加工性,用于510℃以下中温高压阀门密封面,在闸门中有D507与D507Mo配合使用耐磨性能更好
≤1.10
≤2.00
12.0-18.00
12.0-18.0
Ni≤6.0
Mo≤4.0
其他
≤3.0
≥28
51
-
D582
钛钙型高效阀门密封面不锈钢堆焊焊条,效率高达120%,焊接工艺好,耐大电流(比不同不锈钢焊条高15%-20%),无药皮发红开裂现象,良好的抗晶间腐蚀性,交直流两用,适用于平焊、平角焊;用于阀门密封面堆焊
≤0.10
≤1.00
≤2.50
≥18.0
Ni≥8.0
约170HB
52
EDZ-Z1-08
D608
石墨型铸铁堆焊焊条,交直流两用,采用直流电源更为适合,由于堆焊金属为铸铁组织+铬、锰的碳化物,、具有较高的硬度和耐磨性,对泥沙及矿石的磨耗有良好的抵抗能力,用于农业机械、矿山设备等承受沙粒磨损与轻微冲击的零部件
2.50-4.50
-
-
3.0-5.0
Mo3.0-5.0
≥55
53
-
D618
石墨型抗磨粒磨损铸铁堆焊焊条,堆焊层为高碳高铬铸铁型基体+弥散碳化合物相,堆焊层硬度高,但较脆,承受压力和冲击载荷的能力较低,为了不影响抗磨粒磨损性能,应尽可能采用较小电流,以利于堆焊层硬质相结晶;用于堆焊承受较轻微冲击载荷、但要求具有良好的抗磨粒磨损的耐磨件,如锤击式磨煤机锤头等
≤3.00
-
-
15.0-20.0
Mo1.0-2.0
V≤1.00
W10.0-20.00
≥58
54
-
D628
石墨型抗磨粒磨损铸铁堆焊焊条,堆焊层为高碳高铬铸铁型基体+弥散碳化合物相,堆焊层硬度较高。
耐热性较高,,但堆焊层硬而脆,承受压力和冲击载荷的能力较低,为了不影响磨粒磨损性能,应尽可能采用较小电流,以利于堆焊层硬质相结晶;用于堆焊承受较轻微冲击载荷、但要求具有良好的抗磨粒磨损的耐磨件,如锤击式磨煤机锤头、风扇式磨煤机冲击板等!
3.00-5.00
-
-
20.0-35.0
Mo4.0-6.0
V≤1.0
≥60
55
-
632A
钛钙型高铬铸铁堆焊焊条,交直流两用,堆焊层具有良好的耐腐蚀性,耐磨粒磨损;用于堆焊要求具有良好抗磨粒磨损性或常温、高温耐磨耐腐蚀的零部件,如喷粉机、挖沟机、碾路机等
2.50-5.00
-
-
25.0-40.0
-
≥56
56
-
D638
石墨型高铬铸铁堆焊焊条,堆焊曾具有抗磨粒磨损性,交直流两用,电弧稳定,飞溅小,基本无渣,较高的熔敷效率,用于堆焊要求具有良好的抗磨损性能的耐磨件,如料斗、铲刀刃、泥浆泵、粉碎机、锤头等
3.00-6.00
-
-
25.0-40.0
-
≥56
57
-
D638Nb
石墨型高铬铸铁堆焊焊条,具有良好抗磨粒磨损性主要用于受磨粒磨损严重部位及高温磨损部件的修复
3.00-6.50
-
-
20.0-35.0
Nb4.0-8.5
≥60
58
EDZCr-B-03
D642
钛钙型高铬铸铁堆焊焊条,交直流两用,堆焊层具有良好的抗汽蚀能力,用于高温和高温耐磨耐腐蚀工作条件下的零部件,如水轮机叶片,高压泵零件,高炉料钟等
1.50-3.50
-
≤1.00
22.0-32.0
其他≤7.0
≥45
59
EDCr-B-16
D646
低氢钾型高铬铸铁堆焊焊条,交直流两用(交流焊时空载电压不低于70),堆焊层具有良好的抗汽蚀的能力,用于常温和高温耐磨耐腐蚀工作条件下的零部件,如水轮机叶片,高压泵零件,高炉料钟等
1.50-3.50
-
1.00
22.0-32.0
其他≤7.0
≥45
60
EDZ-A2-16
D656
低氢钾型高铬铸铁堆焊焊条,堆焊层硬度较高,耐磨粒磨损,具有良好的抗
 升级会员
升级会员 