铝合金门窗加工制作方法及技术保证措施.docx
《铝合金门窗加工制作方法及技术保证措施.docx》由会员分享,可在线阅读,更多相关《铝合金门窗加工制作方法及技术保证措施.docx(4页珍藏版)》请在冰豆网上搜索。
铝合金门窗加工制作方法及技术保证措施
铝合金门窗加工制作方法及技术保证措施
第一节铝合金门窗的加工制作
一、铝合金门窗的加工
铝合金门窗框拼角时先用橡皮锤把窗角校正位置,达到质量标准后再用不锈钢自攻丝连接,连接位置采用密封片进行密封,使接口保持整齐及不透风雨。
二、铝合金门窗加工工艺流程
在铝合金门窗加工过程中,严格按照国家标准GB/T8478-2003、GB/T8479-2003、GB8478-87、进行制作加工,首先技术部绘制加工工艺图→下料→型材切割精度检查→附件安装→装密封胶条→附件装配检测→组装→装配缝隙及角度检测→包装→出厂前检验。
每完成一道工序,根据工艺卡片必须严格检验达到合格品,不是合格品的按报废处理。
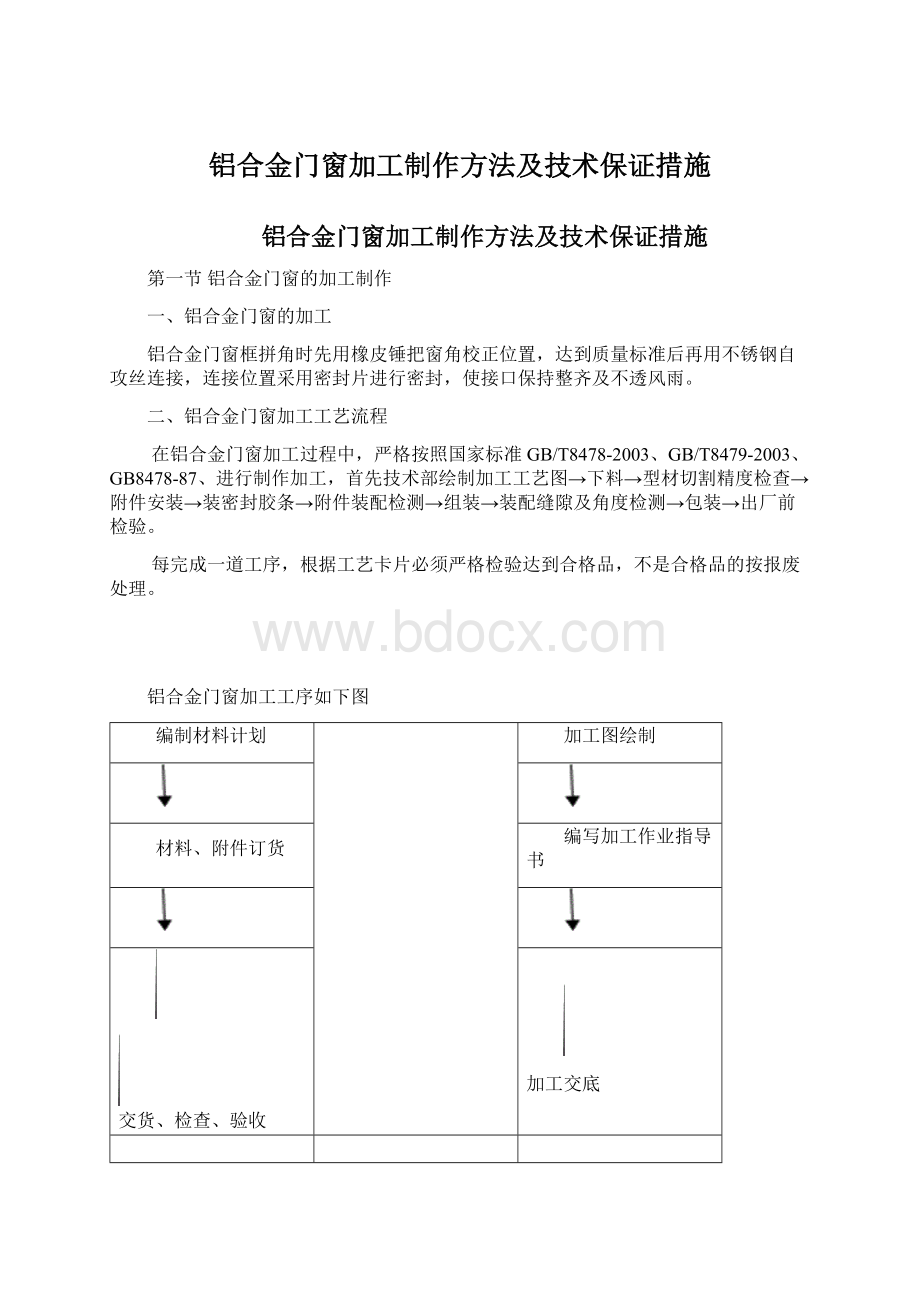
铝合金门窗加工工序如下图
编制材料计划
加工图绘制
材料、附件订货
编写加工作业指导书
交货、检查、验收
加工交底
生产车间
下料,加工
(合格品)(不是合格品)
构件,组装
复核,检查,清理
(合格品)(不是合格品)
注胶
(合格品)(不是合格品)
检验包装
三、生产加工阶段质量检验步骤
1、制作过程中制作人员在工序完成后应认真自检,自检合格后,填写《铝合金门窗质量检查表》向质检员报验。
2、质检员按检验规程对报验内容进行专检,并填写《铝合金门窗工程检验批质量验收记录表》。
四、生产加工阶段产品质量保护措施
生产加工阶段即是铝合金门窗构件的生产加工过程,此过程存在的成品保护问题主要是铝合金框料表面保护层及变形的控制保护,玻璃表面划痕、清洁以及保护膜的控制保护。
1、质量控制方法如下:
1)、铝型材窗框加工、存放所需台架等设备上均须垫地毯、木方或胶垫等软质物,防止铝型材框料磕碰划伤;铝型材、窗框周转车、工位器具等,凡与型材接触部位均以胶垫防护,不允许型材与钢质构件或其他硬质物品直接接触;铝型材、窗框周转车的下部及侧面均垫软质物,如:
木制品,塑胶保护垫块等;玻璃周转用玻璃架,玻璃架上采取垫胶垫等防护措施,玻璃板块的表面确保无划伤,达到国家优质品标准;玻璃加工平台需平整,并垫以毛毡等软质物,避免出现加工过程玻璃遭到破坏,造成无谓的损失。
2)、在加工过程中,生产部门应加强日常管理,严格按设计和工艺守则执行,严格按计划采取有效的控制措施,按工艺技术的要求进行加工检验,执行“三检”制度,在不能满足设计和工艺守则要求时,不能盲目组织生产,做到不合格材料不加工,不是合格品不出厂。
3)、设备维护人员要定期对计量工具进行送检,严禁超期使用,严禁使用在使用期内有问题的计量工具;设备部门的质量控制、维护、保养按公司规定的《生产设备控制程序》、《生产设备维护与维护程序》执行。
4)、工艺设备在使用中发现问题,设备管理人员负责现场技术处理,对于影响产品生产的设备,必须停用并及时返修;对于返修后的工艺设备,再加工时,应重新做首件三检,达到合格品后方可进行批量生产。
5)、操作者在领料时负责检查材料型号及材料的质量,对质量不合格的原材料有权拒绝领用。
6)、工序加工中操作者进行首件自检,班长或班长指派他人负责操作者自检合格后的互检、自检、互检合格后,操作者进行首件报验,检验员进行首件的专检及进行首检标识。
工序加工过程中,检验员还要进行巡回抽检并作抽检标识。
每批抽检率为20%,且每批数量不少于十件;检查过程中发现不是合格品,检验员应按公司规定的《不合格品控制程序》进行处理。
质保部门根据不合格品情况,决定该工序是否继续进行或者采取某种纠正措施后继续进行。
 升级会员
升级会员 