拱形钢塔竖向转体施工工法2.docx
《拱形钢塔竖向转体施工工法2.docx》由会员分享,可在线阅读,更多相关《拱形钢塔竖向转体施工工法2.docx(31页珍藏版)》请在冰豆网上搜索。
拱形钢塔竖向转体施工工法2
拱形钢塔竖向转体施工工法
一、前言
1.1概述
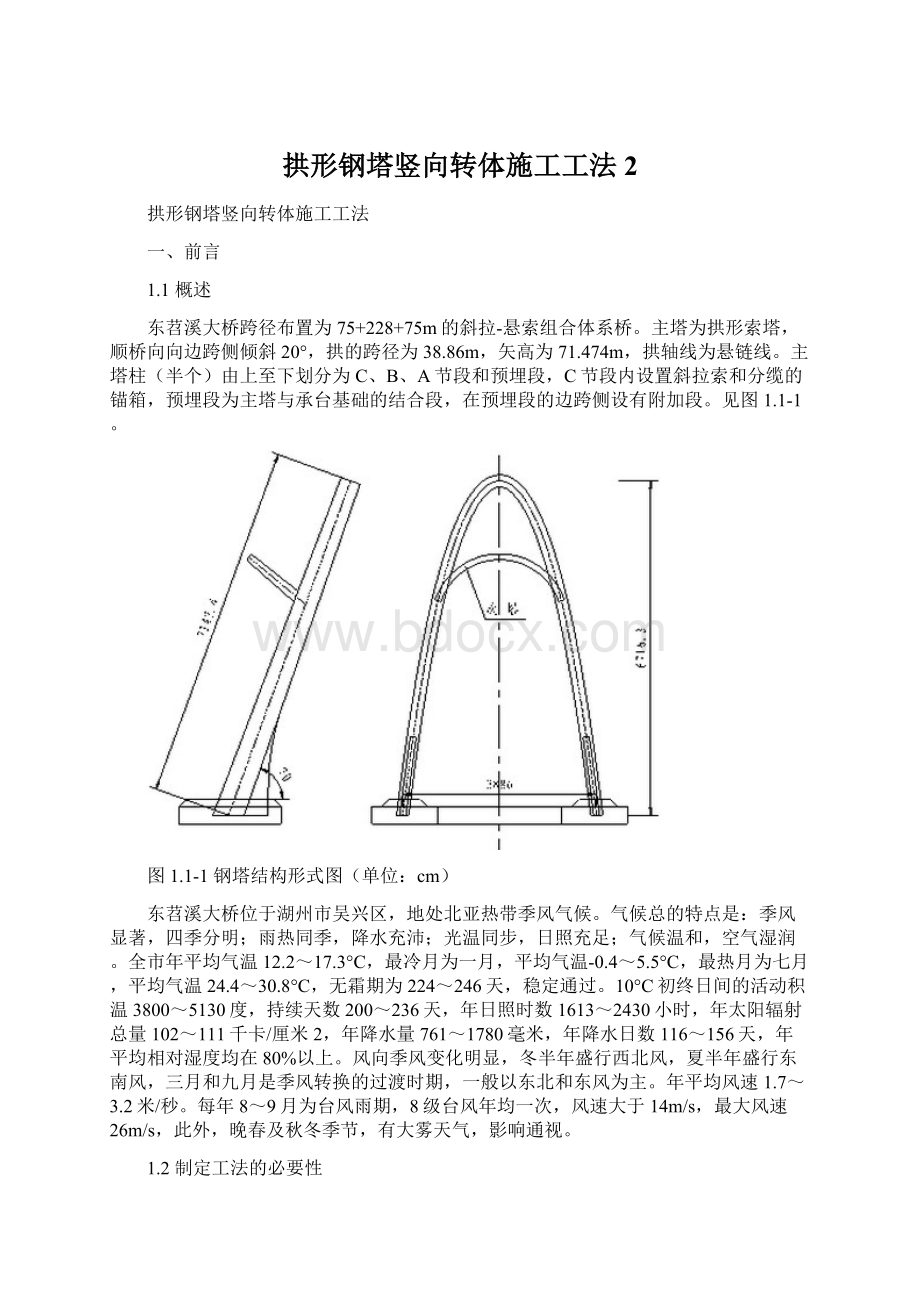
东苕溪大桥跨径布置为75+228+75m的斜拉-悬索组合体系桥。
主塔为拱形索塔,顺桥向向边跨侧倾斜20°,拱的跨径为38.86m,矢高为71.474m,拱轴线为悬链线。
主塔柱(半个)由上至下划分为C、B、A节段和预埋段,C节段内设置斜拉索和分缆的锚箱,预埋段为主塔与承台基础的结合段,在预埋段的边跨侧设有附加段。
见图1.1-1。
图1.1-1钢塔结构形式图(单位:
cm)
东苕溪大桥位于湖州市吴兴区,地处北亚热带季风气候。
气候总的特点是:
季风显著,四季分明;雨热同季,降水充沛;光温同步,日照充足;气候温和,空气湿润。
全市年平均气温12.2~17.3°C,最冷月为一月,平均气温-0.4~5.5°C,最热月为七月,平均气温24.4~30.8°C,无霜期为224~246天,稳定通过。
10°C初终日间的活动积温3800~5130度,持续天数200~236天,年日照时数1613~2430小时,年太阳辐射总量102~111千卡/厘米2,年降水量761~1780毫米,年降水日数116~156天,年平均相对湿度均在80%以上。
风向季风变化明显,冬半年盛行西北风,夏半年盛行东南风,三月和九月是季风转换的过渡时期,一般以东北和东风为主。
年平均风速1.7~3.2米/秒。
每年8~9月为台风雨期,8级台风年均一次,风速大于14m/s,最大风速26m/s,此外,晚春及秋冬季节,有大雾天气,影响通视。
1.2制定工法的必要性
东苕溪大桥主塔采用平面整体拼装,竖向转体技术,同等桥型中规模国内第一,施工难度和施工风险较大。
为了促进该施工方法在我国类似桥梁工程项目中得到推广应用,根据东苕溪大桥主塔竖向转体施工实践经验特编制本工法,供今后同类型钢塔转体施工参考借鉴。
二、适用范围
本工法适用于钢塔竖向转体类似结构施工。
三、工法特点
本工法具有以下特点:
(1)钢塔拱的跨径为38.86m,转体锚点与钢塔顶点高差29.102m,单侧转体总重量(包含钢塔、三角架系统、转体油缸等)1348.9t,同等桥型转体中规模国内第一,对转体系统承载力要求较高,采用先进的结构体系,确保顺利转体。
(2)钢塔节段在桥面胎架(高1.65-1.97m)上拼装。
减少大风对钢塔拼装的影响,将钢塔竖向拼装转化成平面拼装,既减小高空作业的安全风险,又可以将钢塔各个节段焊接同时进行,节省工期。
(3)钢塔整体转体设计优化。
根据钢塔转体的重量,并对体型巨大、转体时应力复杂且转体角度较大(转体角度72.61°)进行局部应力研究和计算,确定合适的转体张拉力,选择适当的千斤顶数量、大小、着力位置与方向等。
(4)钢塔竖向转体三角架系统。
由常规“临时塔架+锚系”的体系,创新为“三角架+锚系”的体系,保证了钢塔转体的可靠性、定位的精确性。
钢塔与转体三角架拼装成整体,不用经过与钢塔分离的临时塔架,克服了临时塔架偏位的不利影响。
(5)计算机控制液压同步提升技术。
对大型钢结构进行竖转,无论是位置控制,还是荷载控制均有较高的难度。
计算机控制液压同步提升技术保证了钢塔竖转的整体性,并且为确保钢塔竖转的安全施工提供了保障。
(6)转体全过程监控。
电子全站仪实时几何、物理监控系统,通过信息化监控,自动采集、生成、传输几何与物理数据,在钢塔平面拼装和竖向转体过程中,对钢塔节段拼装实现精准对位,钢塔竖向转体时进行分析与调整几何姿态,实时掌握转体过程中受力情况,保证竖向转体时全过程受控,顺利转体到位。
四、工法主要内容
4.1主要工艺原理
(1)钢塔平面拼装,转体三角架系统安装,转体钢绞线挂张工艺原理:
●提前对边跨混凝土箱梁进行受力计算,预埋钢塔平面拼装胎架的固定钢板,对边跨箱梁桥面的胎架支撑点进行加强,确保边跨混凝土箱梁在钢塔平面拼装时受力均衡;
●吊装钢塔A1节段与预埋段对位合拢后临时连接,与转铰焊接完成后放倒在桥面胎架上,起到钢塔竖向转体试转作用,保证正式转体顺利进行;
●分析计算钢塔转体时所需的张拉力,风荷载的影响等,设计出相应临时钢塔转体三角架系统,保证钢塔转体的安全可靠;
●对钢塔竖向转体的转铰安装精度要求极高,必须保证拱形钢塔底部两个转铰转动轴线在同一直线上,使用高精度测量设备,选择合理的调节方法;
●转体三角架拼装场地受限制,杆件拼装高度较高、角度较多,要求地面多台吊车配合作业,设置合理的拼装顺序;
●克服双根转体钢绞线过江时托架发生扭转,设计出钢绞线防扭机构,大大提高钢张拉钢绞线过江效率。
(2)转体过程中实时监控,两个锚点转体钢绞线保持同步张拉工艺原理:
●转体过程中,三角架系统受力会发生转化,对转体三脚架系统各拉点竖转负载、结构空中姿态、竖转设备工作状态进行实时监控;
●两个锚点的转体钢绞线必须张拉同步,采用计算机控制液压同步提升技术,在提升体系中,设定主令提升吊点,其它提升吊点均以主令吊点的位置作为参考来进行调节。
4.2总体施工工艺流程
东苕溪大桥钢塔竖向转体总体施工工艺流程见图4.2-1。
钢塔节段水平拼装
转体三角架拼装
牵引钢绞线挂张,完成三角架安装
东岸钢塔转体,西岸钢塔压重
东岸钢塔转体到位,测量调整焊接,挂背索
西岸钢塔转体
西岸钢塔转体到位,测量调整焊接
卸载钢绞线,拆除油缸、转体三角架等,完成钢塔安装
图4.2-1东苕溪大桥钢塔竖向转体总体施工工艺流程
五、分项工序施工流程及操作要点
5.1钢塔预埋段及转铰安装
钢塔预埋段及转铰安装施工流程
钢塔预埋段及转铰安装施工流程见图5.1-1
浇筑塔座第一次混凝土,预埋定位钢板
钢塔预埋段与附加段运至现场
预埋段与附加段现场安装吊耳,调节安装角度
350t浮吊将钢塔预埋段吊装至安装位置
不满足要求
塔座预埋钢板上安装导向
预埋段调位、定位
循环4次
测量预埋段垂直度、平面位置、平整度
满足要求
钢塔预埋段与预埋定位钢板焊接固定
350t浮吊将钢塔附加段吊装至安装位置
不满足要求
附加段定位、调位
测量附加段垂直度、平面位置、平整度
满足要求
钢塔附加段与预埋段焊接
钢塔预埋段、附加段安装完成
浇筑塔座第二次混凝土
安装预埋段、附加段内波纹管、预应力筋
浇筑预埋段、附加段内混凝土,张拉预应力,压浆封锚
基础较安装定位
基础较与预埋段焊接固定
基础较底部灌注混凝土
图5.1-1钢塔预埋段及转铰安装施工流程图
钢塔预埋段及转铰安装施工操作要点
钢塔预埋段安装必须保证高空作业施工安全,还需考虑起重设备浮吊及运输船舶的停靠。
350t浮吊布置图见图5.1-2
图5.1-2350t浮吊布置图
塔座第一次浇筑时应将定位钢板按设计坐标预埋精确,尤其是标高控制,待混凝土达到强度后再进行预埋段安装。
预埋钢板位置见图5.1-3
图5.1-3预埋钢板位置图(单位:
cm)
钢塔预埋段定位精度决定钢塔拼装的安装成败,必须定位精确、固定牢靠。
预埋段定位可采用手拉葫芦、安装导向钢板。
见图5.1-4
图5.1-4预埋段安装定位
④基础铰在现场安装时,为了保证转体时旋转中心在一条直线上,将销轴穿入基础铰孔,在基础铰两侧耳板外的销轴上布置测量控制点,见图5.1-5、5.1-6,通过测量两侧控制点坐标,精确调整定位基础铰,使桥塔两个销轴中心线连线与桥梁中心线垂直,将两个转铰同轴度误差控制在3mm以内。
图5.1-5基础铰定位图(单位:
mm)
图5.1-6基础铰安装定位
5.2钢塔节段水平拼装
钢塔A1节段水平拼装施工流程
边跨预应力混凝土箱梁浇筑完成→边跨桥面布置钢塔拼装胎架→钢塔节段运至现场→钢塔节段现场安装吊耳→预埋段顶口布置调位千斤顶、导向板→350t浮吊将钢塔A1节段吊至预埋段顶口→钢塔A1节段与预埋段对接调位→钢塔A1节段调位与预埋段临时连接→转铰与钢塔A1节段焊接→解除钢塔A1节段与预埋段的临时连接→350t浮吊将钢塔A1节段放倒在桥面胎架上
图5.2-1钢塔节段环焊缝焊接顺序图
⑵钢塔A2、B1、B2、C1、C2节段水平拼装施工流程
边跨预应力混凝土箱梁浇筑完成→边跨桥面布置钢塔拼装胎架→钢塔节段运至现场→钢塔节段现场安装吊耳→350t浮吊将钢塔节段吊至桥面运梁车上→运梁车将钢塔节段运输到指定胎架上→钢塔节段在胎架上进行调节定位→测量钢塔节段控制点→钢塔节段A1、A2、B1、B2、C1、C2间焊缝依次焊接→钢塔节段平面拼装完成
⑶钢塔平面拼装施工操作要点
工地拼装环缝焊接时,两对接节段腹板同时焊接,采用两名焊工同时对称自下而上焊接;两对接节段面底板也同时焊接,采用两名焊工同时对称同向焊接。
见图5.2-2。
图5.2-2钢塔节段环焊缝焊接顺序图
吊装钢塔A1节段使之与预埋段对接,调整A1节段至成桥坐标,A1节段与转铰焊接完成后先放倒试转,以检查铰轴的转动情况和A1节段与预埋段匹配情况,如接缝处不合要求,则进行相应调整,直至满足要求为止。
试转时用350t浮吊提升,缓慢转动,见图5.2-5。
A1节段试转完成下放到拼装胎架,与胎架临时固定,测量对坐标进行复测,为下一节段安装提供数据参考。
图5.2-3钢塔A1节段试转图
钢塔节段(A2、B1、B2、C1、C2节段)卸船后,直接用动力平板车运输至安装位置,通过纵横移动和升降调整平板车位置,将节段放在支撑钢墩上,定位钢塔节段,节段平稳落位后,根据定位坐标及地标使用手动千斤顶及螺旋扣(30T)进行微调,图5.2-6。
图5.2-4钢塔节段调位图
5.3、转体三角架系统安装
转体三角架系统安装施工流程
步骤一、钢塔水平拼装完成,在混凝土箱梁上搭设三角架拼装支架。
步骤二、用汽车吊在支架上拼装三角架,顺序依次为压杆节点、下横杆、压杆顶部结构、斜支撑、斜杆、上横杆、油缸支架、拉杆等,整个压杆框架成型。
安装张拉千斤顶,钢绞线牵引过江。
步骤三、西岸三角架作为后锚,两台350t汽车吊同时提升东岸压杆框架,并收紧钢绞线,两台150t汽车吊提升拉杆铰配合三角架转动。
步骤四、三角架转动到位后,连接拉杆铰与钢塔锚点,完成东岸三角架安装。
步骤五、将东岸三角架作后锚,千斤顶连续提升西岸三角架,两台150t汽车吊提升拉杆铰配合,三角架转动到位后,连接拉杆铰与钢塔锚点,完成西岸三角架安装。
挂设剩余钢绞线。
转体三角架安装施工操作要点
转体三角架压杆与拉杆可在桥面各自连接成一体,再采用整体吊装的方法,两台吊车配合吊装。
见图5.3-1拉杆组装后吊装
5.3-1拉杆组装后吊装
②斜杆长36.429m,重15.4t,分为三节(YG1-3一节,YG1-4两节),斜杆两端分别与顶部和底部节点销接。
在桥面用螺栓将斜杆拼成整体,拼接时严格按节段编号对应。
两台吊车抬吊斜杆,将底部插耳插入压杆节点耳板,让斜杆绕压杆节点旋转,使其顶部插耳与压杆顶部节点耳板对应,用手拉葫芦微调斜杆位置,与两端节点耳板销孔对位,打入销轴。
见图5.3-2,图5.4-3。
在斜杆中点搭设碗扣钢管支撑,承受斜杆部分重量。
图5.3-2压杆斜撑安装图
图5.4-3左侧压杆和顶部结构及斜撑安装位置图
③压杆框架安装完成后,在压杆顶部结构上安装提升油缸支架,安装350t油缸。
油缸支架与压杆铰采用销轴连接。
所有油缸正式安装前,须经过负载试验,并检查锚具动作以及锚片的工作情况,合格后才能使用。
见图5.4-4。
图5.4-4压杆顶部油缸
④钢绞线牵引过江后将钢绞线成捆放于放索盘上,人工将钢绞线拉到压杆绞位置,用绳卡将钢绞线头和架设好的φ21.5mm钢丝绳连接,起动东岸牵引卷扬机,牵引过程中每隔约15m安装环形吊具,钢绞线牵引到对岸用,用2t手拉葫芦将钢绞线穿过350t油缸,并预紧。
见图5.4-5。
图5.4-5张拉钢绞线牵引图
⑤穿索前,对两岸油缸锚孔从1-31进行编号;穿索时,从锚环上部往下部逐排进行,每根钢绞线的孔位必须一致,钢绞线不得有翻转情况。
钢绞线切割长度尽量保持一致,露出夹片外的长度也要一致。
⑥东岸三角架提升时将西岸三角架作为后锚,两台350t汽车吊同时提升东岸三角架顶部节点,让整个框架绕压杆铰旋转约53.7度,同时西岸收紧钢绞线,两台150t汽车吊辅助提升拉杆节点。
当拉杆节点螺杆孔与钢塔锚孔对应后,停止转动,锁定张拉油缸,旋紧连接螺杆螺母,使拉杆铰与钢塔连接成整体。
西岸三角架通过直接收紧东岸钢绞线转动到位,同时两台150t汽车吊辅助提升拉杆节点,然后旋紧连接螺杆螺母。
5.4钢塔转体过程
钢塔转体施工流程
钢塔转体施工流程见图5.4-1
钢塔转体前整体检查
西岸钢塔压配重块
东岸钢塔转体前试转
分级加载,实时监控
东岸钢塔转体
转体未到位
测量观测是否转体到位
转体到位
东岸钢塔转体到位焊接
东岸钢塔挂背索,张拉
西岸钢塔配重块卸载
西岸钢塔转体前试转
分级加载,实时监控
西岸钢塔转体
转体未到位
测量观测是否转体到位
转体到位
西岸钢塔转体到位焊接
卸载钢绞线,拆除油缸、转体三角架等,完成钢塔转体
图5.4-1钢塔转体施工流程图
施工操作注意要点
①转体前的整体检查
1)液压竖转系统检查
液压竖转系统包括:
提升油缸、液压泵站、控制系统等。
2)转体三角架结构检查
3)竖转结构检查
a.钢塔主体结构质量、外形均符合设计要求;
b.钢塔主体结构上确已去除与竖转工程无关的一切荷载;
c.竖转将要经过的空间无任何障碍物、悬挂物;
d.钢塔主体结构与其它结构的连接是否已全部去除。
4)各种应急措施与预案检查
(1)检查竖转设备的备件等是否到位;
(2)检查防雨、防风等应急措施是否到位。
②试转
为了观察和考核整个竖转施工系统的工作状态,在正式竖转之前,进行试竖转。
1)解除转体结构与胎架等结构之间的连接;
2)按20%、40%、60%、70%、80%、90%、95%、100%进行分级加载;
3)检查结构的焊缝是否正常;检查结构的变形是否在允许的范围内;
4)检查同步情况,对控制参数进行必要的修改与调整;
5)检查各传感器工作是否正常;检查提升油缸、液压泵站和计算机控制柜工作是否正常。
在C节段临时钢支撑上布置8台30t竖向千斤顶,作为钢塔起转时的外力储备,当荷载加载到计算的100%时,钢塔没有起升的迹象,则通过千斤顶竖向顶升。
③正式竖转
经过试转,观察后若无问题,便进行正式竖转。
根据表5.4-1对钢塔转角及转体索力进行校核。
钢塔竖转过程中,如张拉千斤顶实际张拉力与对应角度理论张拉力相差较大,应查清原因后才能继续竖转。
见图5.4-2
表5.4-1钢塔转体角度与索力对照表
0º
10º
20º
30º
40º
50º
60º
70º
转体索长度(mm)
277000
271966
266542
260874
255124
249467
244088
239173
转体索拉力(kN)
5976
5300
4619
4109
3517
2987
2364
1637
最大应力比
0.49
0.48
0.45
0.41
0.36
0.31
0.24
0.21
考虑到控制系统下降的风险较大,竖转结束位置应稍微低于理论标高,就位时再作进一步的精确调整。
图5.4-2钢塔竖转过程中
④焊接固定
先转侧钢塔转体提升到位后,测量观测钢塔坐标,重点检查钢塔轴线偏位情况,精度满足设计要求后,用马板将预埋段与A1节段固定。
使用CO2气体保护焊焊接预埋段与A1节段间的对接焊缝,然后后安装节段间的嵌补加劲构件,使用CO2气体保护焊焊接嵌补加劲对接焊缝,无损检测合格后,提升转体另外一侧钢塔并焊接检测。
完成钢塔安装。
焊接顺序和方法与钢塔水平拼装时相同。
六、主要人力及设备资源计划
6.1、人力资源
人力资源组织见表1。
表1人力资源组织表
序号
职能或工种
主要作业内容
人数
技术员
技工
普工
1
工程部
施工组织设计、现场控制
10
2
安全部
现场安全监督、控制
4
3
质检部
现场质量检验、监督
3
4
船机部
设备保养维护、执行吊机操作
3
10
5
工段长
现场人员调配
4
6
起重组
挂钩、起吊指挥
8
30
7
监测组
主塔监控、监测
4
8
转体起重组
转体张拉
4
6
20
9
焊接组
现场钢结构焊接
8
30
10
木工组
混凝土桥塔模板安装
8
40
11
钢筋组
混凝土桥塔钢筋绑扎
4
40
12
混凝土组
混凝土浇筑
8
30
6.2、主要设备、仪器及机具资源配置
主要设备配置见表2。
表2主要设备、仪器及机具配置表
序号
机械设备名称
规格型号
单位
数量
备注
测量设备
1
电子全站仪
TC2002
台
2
2
经纬仪
TDJ2-E
台
3
3
自动水准仪
徕佧NA2
台
2
加工设备
1
电焊机
BX1-630T
台
21
2
切割机
台
8
3
CO2气体保护焊机
OTCCPXD-500
台
29
4
烘枪
个
7
5
超声波探伤仪
HS600
台
1
6
超声波探伤仪
PXUT-320
台
1
7
多用磁粉探伤仪
CJX-220E
台
1
8
便携X射线探伤机
XXG-2005
台
1
9
空压机
V-1.05
台
2
调位设备
1
油泵
台
8
2
手摇千斤顶
50t
台
10
3
液压千斤顶
30t
台
8
4
液压千斤顶
500t
台
4
5
单链手拉葫芦
30t
个
10
6
单链手拉葫芦
5t
个
20
运输设备
1
平板运输车
DCY200
辆
1
2
运梁船
1000t
艘
4
3
交通船
50t
艘
1
起重设备
1
汽车吊
350t
辆
2
2
汽车吊
QY25
辆
1
3
浮吊
350t
艘
1
4
履带吊
50t
辆
1
转体设备
1
提升油缸
350吨
台
8
2
液压泵站
80L/min
台
4
3
计算机控制系统
同步型
台
2
七、质量控制
7.1、质量控制标准
钢塔平面拼装时,随时观测钢塔拼装精度,并进行相应调整,以保证钢塔的几何形状符合设计要求。
严格控制钢塔预埋段的安装精度,以保证钢塔竖向转体到位精度。
吊装作业时注意不要对成品有磕、碰、刮、划等硬接触;注意对已安装钢塔的成品保护。
钢塔安装技术标准见表7.1-1。
项目
允许偏差
条件
检测工具和方法
节段高(H)
±2mm
工地接头处
钢卷尺
±4mm
其余部分
水平尺
横断面对角线差
≤4mm
工地接头处的横断面
钢卷尺
扭曲
每米≤1mm,且每段≤5mm
每段以两边隔板处为准
锤球、钢板尺
曲线(横桥向)偏离度
≤5mm
预拼曲线中点
紧线器、钢丝线、钢板尺
旁弯(顺桥向)
3+0.1Lmm
L为m
全站仪
预拼长度(L)
±2.0×n(mm)
n-节段数量
钢卷尺
垂直度
顺桥向
1/5000
全站仪
横桥向
1/5000
塔柱中心距
接头部位±3mm其余部位±5mm
对接板面高低差
δ≤1.0mm
钢板尺
两塔柱横梁中心处标高相对差
6mm
全站仪
表7.1-1钢塔安装技术标准表
7.2、质量控制措施
1)根据设计图纸编写详尽的施工技术方案,对施工过程中的关键工序进行重点监控。
2)三角架加工制作前,编制加工制造方案,对基础铰结构加工精度要有详细的控制措施。
各销轴及销孔加工误差满足安装要求,出厂前,三角架进行整体试拼。
3)坚持并严格进行施工前技术交底,做到每个施工人员心中有数。
4)索塔施工前,与监控及设计密切联系,计算好各节段测量控制点,指导每节段安装及转体就位。
5)测量放样必须经过认真复核,并通过监理批准,以确保索塔位置正确。
6)索塔场内加工时,精度严格按照设计及规范要求进行控制,并采用多节段匹配安装的方式。
经检验合格后才能运输出场。
7)预埋段为索塔的基准节段,安装时精度控制应更加严格,转铰为转体成功的关键部位,焊接时预留焊接变形量,保证安装位置符合要求时,更要保证两转绞轴线同心度小于5mm。
8)索塔水平拼装时,采用千斤顶调整梁段精确就位,保证梁段轴线误差控制在2mm,标高误差控制在1mm内。
将A1节段安装好后,进行试转。
每节段焊接必须沿轴线对称进行,减少焊接变形。
9)水平拼装时,以索塔测量控制点为依据,计算好水平拼装的控制点。
梁段安装时回测2个梁段的安装误差,通过前两个梁段的实测安装数据确定下一个梁段的安装数据,消除误差累积,保证拼装线型的精确。
10)为了减小节段受温度的影响,选择在温度相对稳定的时间段(无日照,阴天或夜间)进行测量调位工作,合格后及时施焊,并且主要焊缝必须在温度相对稳定前完成。
11)转体之前,根据进度和天气情况,选择转体的日期,3-5天内不下雨,风力不大于5级。
12)转体施工过程中,通过安装在油缸上的压力传感器控制该点的油压情况;通过测量塔体转动角度,控制拱肋两边相对转角。
并用应力和转角相互校核,确保两拱肋同步。
13)转体基本到位时,测量复核各监控点的坐标,缓慢转动,符合要求后,转体停止,将钢塔用马板固定,然后焊接,焊接的顺序在同一断面上对称进行。
焊接完成后,再对油缸进行卸载。
八、安全保证措施
8.1吊装起重安全操作措施
制定安全防护措施,杜绝施工中的违章指挥和违章作业现象的发生。
加强安全教育,充分认识到钢塔吊装作业的高风险性,提高全体施工人员的安全意识,自觉遵守各项安全制度,对进入施工现场的施工人员进行专门的安全教育和安全操作的培训。
遵照国家的劳动保护法,配备劳动保护设施,根据工种发放相应的劳保用品,并且认真落实各级人员的安全责制度,把安全生产纳入统一规划和系统管理的轨道中。
针对本工程特点,施工外部和内部环境,制定各道工序具体的安全技术措施,操作规程,安全防护办法,向作业人员作书面安全技术交底,并履行签字手续。
下达作业计划时间下达安全防护措施。
提升阶段具体的安全措施如下:
a、吊装系统的安装和拆卸要方法得当,严禁损坏;
b、吊装操作前要进行培训,并进行安全技术交底,增强职工的安全意识教育;
c、吊装前要注意收听天气预报,尽量避开大风、大暴雨天气进行提升;
d、吊装过程中保证通讯畅通;
e、吊装过程中发现问题要及时反映,层层上报,现场技术人员处理不了的问题要及时上报领导;
f、吊装过程中任何人不得擅自离开工作岗位,有事要向有关负责人汇报;
 升级会员
升级会员 