电枢滴胶标准.docx
《电枢滴胶标准.docx》由会员分享,可在线阅读,更多相关《电枢滴胶标准.docx(4页珍藏版)》请在冰豆网上搜索。
电枢滴胶标准
电枢滴胶标准
一目的
定义滴胶的标准和控制方法,从而控制滴胶的质量。
二范围
TPP生产需要滴胶的电枢.
三标准
1.电枢
凡立水要清晰可见且完全覆盖电枢的表面。
具体说,这包括了所有裸露的线和槽楔片。
目的是要槽楔片100%沾胶。
虽然在电枢的中心附近有无胶的小区域是允许的,只要此区域不超过芯片长度的25%。
凡立水不能滴得太厚而导致电枢上的字变得模糊或影响平衡。
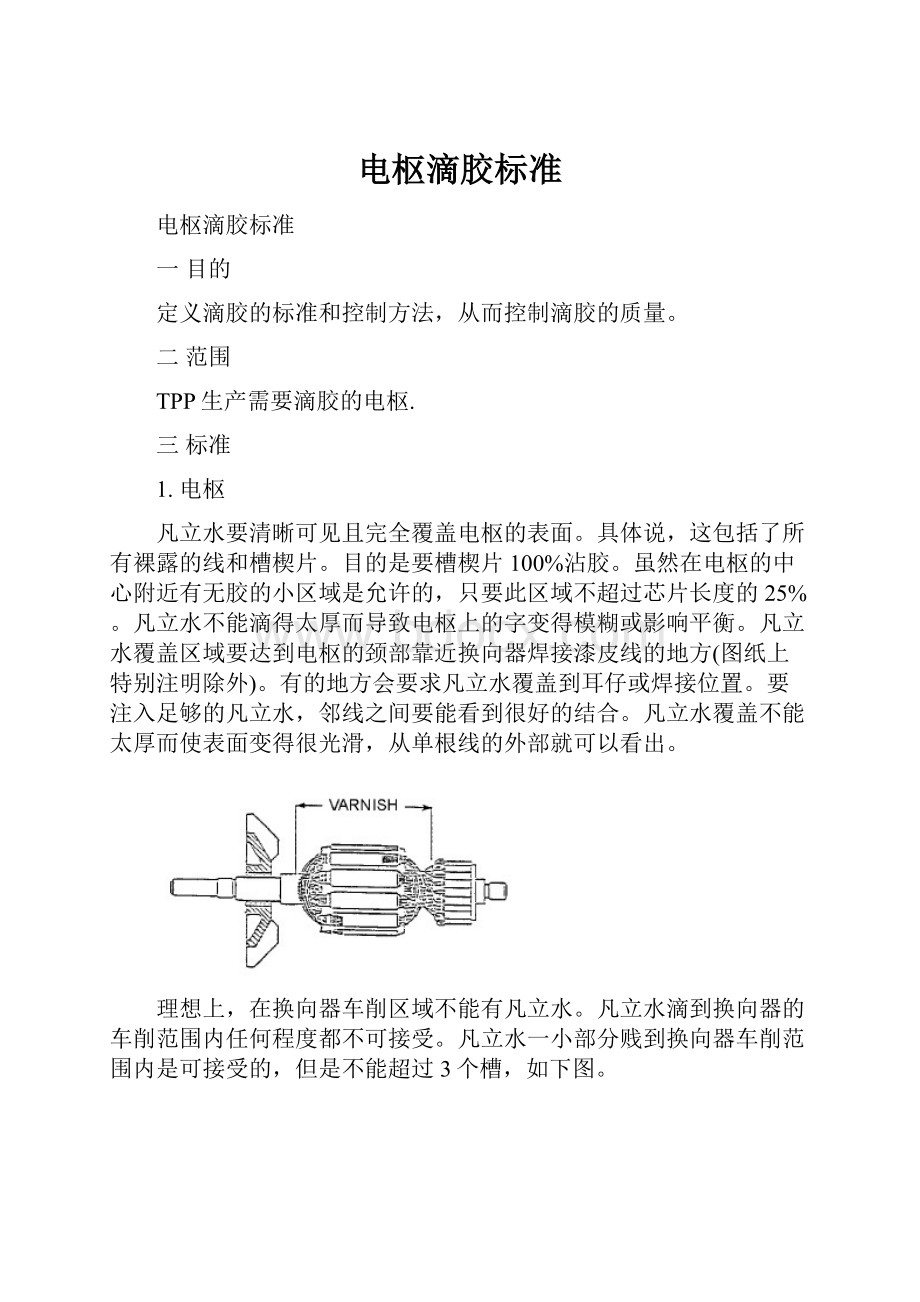
凡立水覆盖区域要达到电枢的颈部靠近换向器焊接漆皮线的地方(图纸上特别注明除外)。
有的地方会要求凡立水覆盖到耳仔或焊接位置。
要注入足够的凡立水,邻线之间要能看到很好的结合。
凡立水覆盖不能太厚而使表面变得很光滑,从单根线的外部就可以看出。
理想上,在换向器车削区域不能有凡立水。
凡立水滴到换向器的车削范围内任何程度都不可接受。
凡立水一小部分贱到换向器车削范围内是可接受的,但是不能超过3个槽,如下图。
2.电枢漆皮线支撑/结合要求
所有的漆皮线要结合,通常要形成半圆形在每一匝的末端。
如果通过手压可以使线移动,则可认为线松,这个电枢要拒收,且要进行维修或报废。
典型的拒收是没有凡立水结合,通过手压使线移动没有感觉到有粘性或没有听到清脆的声音。
无支撑线是指在每匝的末端线没有形成总体的形状,或是有很大的间隙没有接触到相邻的线或电枢的其他结构部位上。
无支撑环或线要保持到最少。
无支撑环的长度和位置是线径,绕线方式,张力,滴胶等各种因素的综合结果。
为了定义无支撑线的允收长度,两种不同的电枢分类如下:
“V”(振动型):
这个类型的电枢在工具上要能承受很高的要求。
会用到的工具有电锤,冲击扳手等。
要求:
无支撑线的断面不能大于4倍线径,无线松。
“NV”(非振动型):
这个类型的电枢主要用于一般的工具。
要求:
无支撑线的断面不能大于7倍线径。
无线松。
备注:
线径参考图在本文最后提供。
每个V型电枢的设计在图纸中有如下标注:
“varnishperES13-9Type“V”.可以理解为滴凡立水按照ES13-9应用于V类型电枢。
系统将允许特殊的情况考虑到部件的要求,当不必要时可以免除重工。
3.电枢内部凡立水填充要求
凡立水要完全填充到电枢的内部。
空洞的数量要保持到最少。
允许部分空洞只要在槽中的线完全结合。
为了减少电枢的破坏性实验,已经研究出通过重量去控制滴胶的质量。
如果重量被控制,那么切割电枢检查滴胶质量就可以减少或消除。
参考第四部分1.4。
四程序
1.制程设定
1.1产线要做好称重记录。
需要切割的电枢的最少滴胶重量要以这些数据为基础。
切割情况和重量的数据已经在相似的情况下被证明可用。
1.2具有相同重量和测试结果的电枢可以分为一类,以这个为基础进行归类。
操作指导或相关文件要写明当最少的滴胶净重为多少时,要对这一组进行切割检查。
1.3电子称要经过校准精确,能够提供真实的重量数据。
在过去的测量中,精度为0.001lb.或0.45g的称可以满足。
1.4如果电枢注入了足够的凡立水,且称重控制,则可以去除切割电枢检查滴胶这个步骤。
电枢外面滴过多的胶不能用来评估可以免除称重。
如果切割给定滴胶重量的5个电枢发现在整个电枢中最多有一个线松,那么这个滴胶重量及以上的组可以免除切割检查。
如果在那个重量下有一个电枢存在多于1个线松,则在这个重量水平的所有电枢要进行切割和评估。
1.5制程的设定偏差为±10%时的检查免除方法按照第四部分的1.4,如果变化超过±10%,则要制定新的免除水平。
1.6可接受的出货(出货内部或外部)标准如下:
a足够的重量,取决于抽样程序,可以免除切割。
b非振动型(“NV”)电枢切割:
最多一个截面一个线松,整个电枢最多7个线松。
c振动型(“V”)电枢切割:
最多一个截面一个线松,整个电枢最多3个线松。
如果切割的样板发现过多线松,则要增加额外的样板进行切割来保证不符合标准的产品不会出货到客户端。
2.日常操作
2.1应该检查3个电枢的滴胶重量来保证制程控制。
为了检查滴胶重量,要在滴胶前进行称重,然后在滴胶后进行称重。
记录两者的差值作为滴胶净重。
颈胶重量可以合并在一起,除非从外观可以看出过多或太少的颈胶量。
如果有过多或太少的颈胶,则要重新做新的样板测量。
电枢外部有过多的凡立水也会使样板无效。
 升级会员
升级会员 