Siemens840D数控编程.docx
《Siemens840D数控编程.docx》由会员分享,可在线阅读,更多相关《Siemens840D数控编程.docx(76页珍藏版)》请在冰豆网上搜索。
Siemens840D数控编程
第一讲:
基本概念
1、西门子系统简介:
常见系统有802S/C系统、802D系统、810D系统和840D系统。
其中,西门子802S/C系统是西门子公司专门针对中国用户开发的一款系统。
目前西门子系统在中国市场得到了广泛的应用,西门子840D更是以高端系统出现。
西门子系统与FANUC系统的比较
2、基本概念
2.1插补功能:
指定刀具沿直线轨迹或圆弧轨迹移动的功能称为插补功能。
它属于准备功能,用G代码后跟若干位数字来表示。
2.2进给功能:
用于指定刀具运动速度的功能。
单位为mm/min。
用F指令
2.3参考点:
一个固定的点,是机床生产商通过行程开关设定的一个特定位置。
在数控操作中所谓的“回零”回的就是此点。
2.4机床原点(零点):
即机床坐标系的原点,也是一个固定点。
它是机床制造商在制造、校正机床时设定的一个特殊位置。
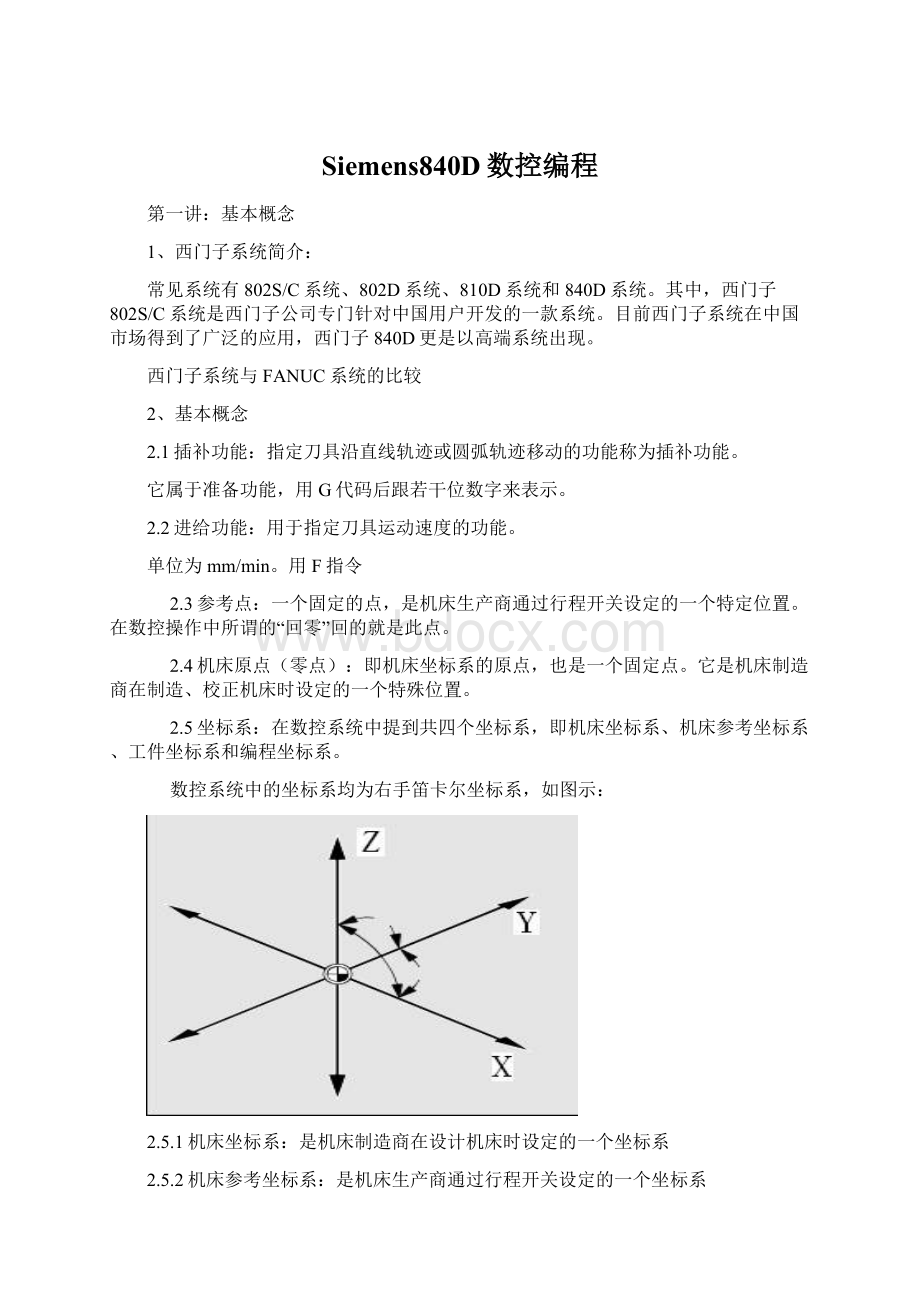
2.5坐标系:
在数控系统中提到共四个坐标系,即机床坐标系、机床参考坐标系、工件坐标系和编程坐标系。
数控系统中的坐标系均为右手笛卡尔坐标系,如图示:
2.5.1机床坐标系:
是机床制造商在设计机床时设定的一个坐标系
2.5.2机床参考坐标系:
是机床生产商通过行程开关设定的一个坐标系
2.5.3工件坐标系:
为确定工件在机床中的准确位置而建立的一个坐标系,即后面所学到的可设定零点偏置确定的坐标系。
2.5.4编程坐标系:
在程序编制过程中,在零件图纸上建立的坐标系
2.6主轴功能:
用于确定主轴转速的功能,即S指令
主轴定位用SPOS=XX格式表示
2.7切削速度:
切削工件时刀具与工件的相对速度称为切削速度v.
S=1000v/Πd
其中:
S:
主轴转速
V:
切削速度
D:
刀具直径
例:
假设用直径φ160mm的刀具,以100m/min的切削速度加工工件,试求其主轴转速?
注:
进给速度Vf=机床转速n*刀具齿数Z*每齿切削深度fz,单位是 毫米/分钟
2.8辅助功能:
指令机床部件启停操作的功能。
用M指令表示
2.9主程序和子程序:
2.10准备功能:
用来控制刀具(或工作台)运动轨迹的机能。
即G指令
2.11刀具长度与半径补偿功能:
2.12极坐标:
以极点用圆周半径(极半径)和角度(极角)来表示工件的坐标的位置
2.13绝对尺寸、增量尺寸
即所谓的G90\G91
2.14模态、非模态
用于说明指令的时效性,如果一个指令指定以后直到被同组的其他指令取代才失效,否则持续有效。
这样的指令即为具有模态
第二讲:
准备功能1
一、复习回顾:
提问:
数控机床中的坐标系是一个什么样的坐标系?
方向如何判断?
数控机床中的坐标系有哪些?
它们有什么异同?
二、新课:
1、西门子840D系统程序命名规则
a、前一个符号必须是字母或数字(或一个字符有下划线)
b、其余符号可以是字母、数字及下划线
c、程序名最多有24个字符
d、字符间不允许使用分隔符
2、常见程序段格式
N…G….X…Y…Z…F…S…D…T…M…
说明:
N…程序段号
G…准备功能
X…Y…Z…坐标终点
F…进给速度
S…主轴转速
D…刀沿号
T…刀具号
M…辅助功能
3、平面选择指令
每两个坐标轴确定一个平面。
第三个坐标轴始终垂直于该平面,并定义刀具进给深度(比如用于2½D加工)。
在编程时要求告知控制系统在哪一个平面上加工,从而可以正确地计算刀具补偿。
对于确定的圆弧编程方式和极坐标系中,平面的定义同样很有必要。
指令格式:
G17、G18、G19
G17:
XY平面
G18:
YZ平面
G19:
ZX平面
4、G90/G91
指令作用:
用于确定坐标输入方式
指令格式:
G90绝对坐标输入
G91增量坐标输入
指令应用:
绝对坐标:
P1为X20Y35
P2为X50Y60
P3为X70Y20
在相对尺寸系统中,点P1到P3的位置为:
P1为X20Y35(以零点为基准)
P2为X30Y25以P1为基准
P3为X20Y-40以P2为基准
5、可设定零点偏置
调用
G54或者G55或者G56或者G57或者G505…G599
取消
G53或者G500或者SUPA或者G153
指令说明
G53以程序段方式取消当前可设定零点偏移和可编程零点偏移。
G54d到G57调用第二个到第五个可设定零点偏移/框架
G153以程序段方式抑制可设定、可编程和整个基本框架。
G500•G500=零框架,标准设定,(不包括偏移、旋转、镜像或者标度)取消可设定零点偏移/框架(G54到G599),直至下一次调用。
激活整个基本框架($P_ACTBFRAME).
G500不等于0•激活第一个可设定的零点偏移/框架($P_UIFR[0])和激活整个基本框架($P_ACTBFRAME),或者激活一个已修改的基本框架。
SUPA程序段方式取消,包括编程的偏移、手轮偏移(DRF)、外部零点偏移和PRESET偏移。
G505...G599调用第6到第99可设定的零点偏移。
功能
通过可设定的零点偏移在所有轴中,工件零点以基本坐标系中的零点为基准进行调节。
这样可以通过G指令,在不同的程序之间调用不同夹具时的零点。
编程举例
在此示例中有3个工件,它们分别固定在随行夹具中并与零点偏移值G54到G56相对应,一个一个进行加工。
N10G0G90X10Y10F500T1返回
N20G54S1000M3调用第一个零点偏移,主轴右旋
N30L47程序运行,在此作为子程序
N40G55G0Z200调用第二个零点偏移Z,在障碍物之后
N50L47程序作为子程序运行
N60G56调用第三个零点偏移
N70L47程序作为子程序运行
N80G53X200Y300M30零点偏移抑制,程序结束
6、公英制转换
调用
G70或者G71
G700或者G710自软件版本SW5起
指令说明
G70英制尺寸说明(长度[inch])
G71公制尺寸说明(长度[mm])
G700英制尺寸说明(长度[inch];进给[inch/min]
G710公制尺寸说明(长度[mm];进给[mm/min])
功能
在生产图纸中工件相关的几何数据可以用公制尺寸编程,也可以用英制尺寸编程。
自软件版本SW5起,G70/G71功能可以用G700/G710扩展。
这里,除了几何尺寸之外,工艺尺寸诸如进给率F在零件程序执行过程中,也可以在通过G700/G710设定的尺寸系统中说明。
操作顺序
G70或者G71
下面的几何参数可以由控制系统(带必要的偏差)换算为没有设定的尺寸系统,从而可以直接输入(举例):
•位移信息X,Y,Z,…
•在圆弧编程时的中间点坐标I1,J1,K1插补参数I,J,K和圆弧半径CR
•螺距
•可编程的零点偏移(TRANS)
•极半径RP
所有其它的参数,诸如进给、刀具补偿或者可设定零点偏移(使用G70/G71时)以主要尺寸系统说明(MD10240:
SCALING_SYSTEM_IS_METRIC)。
系统变量和机床数据的描述同样与G70/G71文本无关。
G700或者G710
自软件版本SW5起,在使用G700/G710时与G70/G71相反,所有的进给均由控制系统在编程的尺寸系统中说明。
G700/G710代码在G70/G71相同的组中。
编程的进给值模态有效,因此在后面G70/G71/G700/G710转换时不能自动改变。
如果要求G70/G71/G700/G710中的进给值生效,则必须编程一个新F值。
编程举例
在基本尺寸系统为公制时,在英制尺寸和公制尺寸之间进行交换(G70/G71)。
N10G0G94X20Y30Z2S2000M3T1基本尺寸系统公制
N20G1Z-5F500Z轴进给[mm/min]
N30X90
N40G70X2.75Y3.22位置以英制输入,G70一直有效,直至用G71撤销或者至程序结束。
N50X1.18Y3.54
N60G71X20Y30位置输入,单位毫米
N70G0Z2M30快速移动,程序结束
第三讲:
准备功能2
一、复习回顾:
提问:
G70、G71在程序编制时会影响哪些数据?
G54~G57(G54~G59)指的是什么?
有什么用途?
二、新课:
1、快速定位指令——G00
编程:
G0X…Y…Z…
G0AP=…RP=…
RTLIOF,RTLION(SW6.1及更高版本)
参数说明
XYZ直角坐标的终点
AP=极坐标的终点,这里指极角
RP=极坐标的终点,这里指极半径
RTLIOF用G0非线性的插补(每个轨迹轴作为单轴插补)
RTLION用G0线性插补(轨迹轴共同插补)
功能
您可以通过快速运行进行刀具的快速定位,工件的绕行或者返回换刀位置。
这项功能不适用于工件加工!
操作顺序
用G0来编程的刀具运行将以可能的最快速度运行(快速运行)。
在每个机床数据中,每个轴的快速运行速度都是单独定义的。
如果同时在多个轴上执行快速运行,那么快速运行速度由对轨迹运行所需时间最长的轴来决定。
其它说明
G0模态有效。
铣削编程举例:
G0可以用于回到起始位置或者刀具换刀点,刀具空运转等等。
N10G90S400M3绝对尺寸,主轴顺时针
N20G0X30Y20Z2回到起始位置
N30G1Z-5F1000刀具横向进给
N40X80Y65直线运行
N50G0Z2
N60G0X-20Y100Z100M30退刀,程序结束
2、直线插补指令——G01
编程:
G1X…Y…Z…F…
G1AP=…RP=…F…
参数说明
XYZ直角坐标的终点
AP=极坐标的终点,这里指极角
RP=极坐标的终点,这里指极半径
F进给率,单位为毫米/分钟
功能
刀具用G1在与轴平行,倾斜的或者在空间里任意摆放的直线方向上运动。
可以用直线插补功能加工3D平面,槽等。
操作顺序
刀具以进给率F从当前起始点向编程的目标点直线运行。
工件在这个轨迹上进行加工。
您可以在直角坐标或者极坐标中给出目标点。
举例:
G1G90X100Y20Z30A40F100
以进给100毫米/分钟的进给率逼近X,Y,Z上的目标点;回转轴A作为同步轴来处理,以便能同时完成四个运动。
其它说明
G1模态有效。
在加工时必须给出主轴转速S和主轴旋转方向M3/M4。
编程举例
加工一个槽:
刀具沿X/Y方向从起始点向终点运行。
同时在Z方向横向进给。
N10G17S400M3选择工作平面,主轴顺时针
N20G0X20Y20Z2回到起始位置
N30G1Z-2F40刀具横向进给
N40X80Y80Z-15沿一条倾斜方向的直线运行
N50G0Z100M30空运转至刀具换
 升级会员
升级会员 