加工中心练习题.docx
《加工中心练习题.docx》由会员分享,可在线阅读,更多相关《加工中心练习题.docx(9页珍藏版)》请在冰豆网上搜索。
加工中心练习题
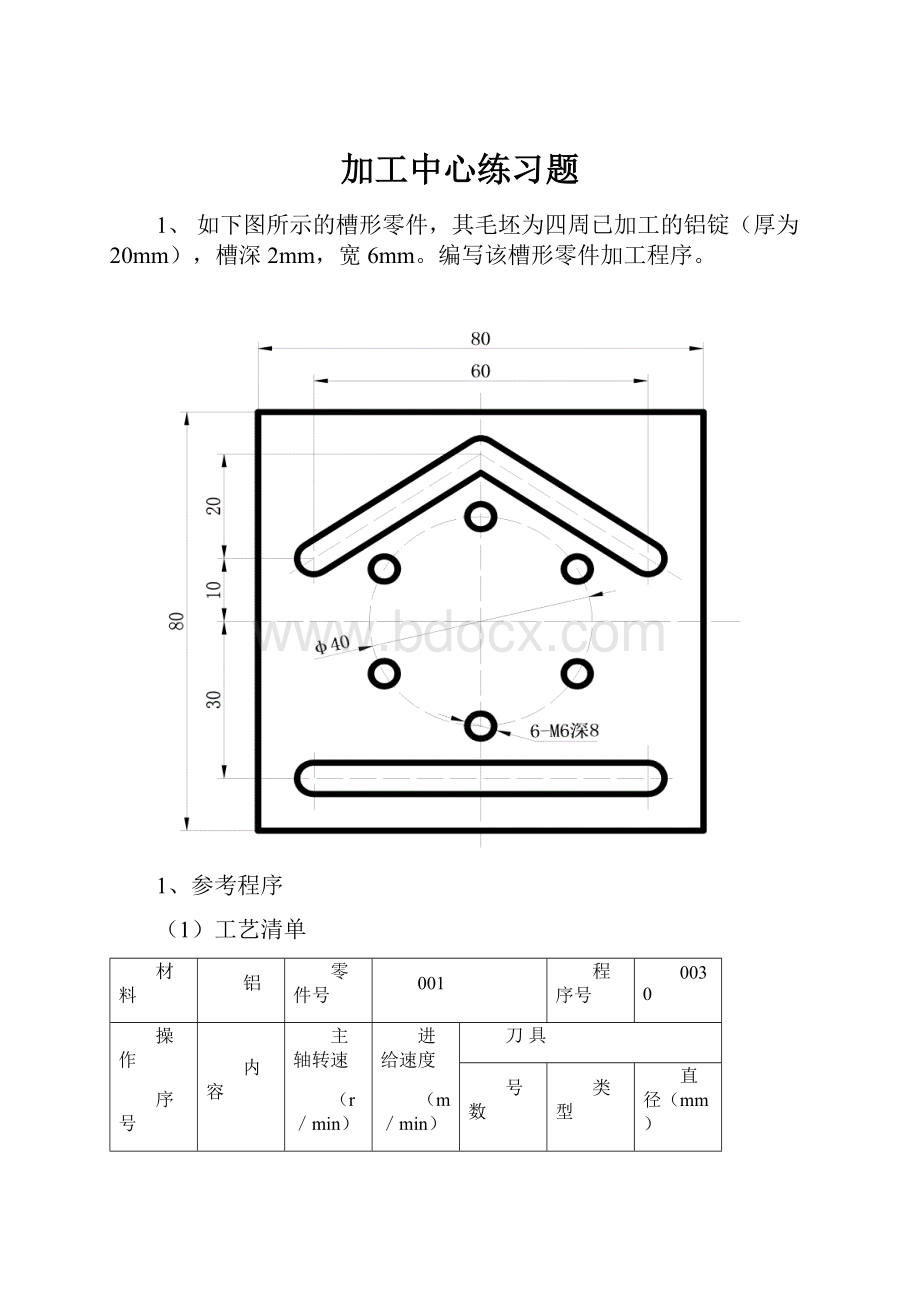
1、如下图所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mm),槽深2mm,宽6mm。
编写该槽形零件加工程序。
1、参考程序
(1)工艺清单
材料
铝
零件号
001
程序号
0030
操作
序号
内容
主轴转速
(r/min)
进给速度
(m/min)
刀具
号数
类型
直径(mm)
1
中心钻
1500
80
1
4mm钻头
4
2
扩钻
2000
100
2
5mm钻头
5
3
攻螺纹
200
200
3
M6攻螺纹
6
4
铣斜槽
2300
100、180
4
6mm铣刀
6
(2)加工程序
N10G21;//公制
N20G40G49G80G17;
N30G00G91G30Z0T01;//钻中心孔
N40M06;
N50M03S1500;
N60G90G54G43H0lG00X0Y20.0Z10.0;
N70G8lG99X0Y20.0Z-7.0R2.0F80;
N80G99X17.32Y10.0;
N90G99Y-10.0;
N100G99X0Y-20.0;
N110G99X-17.32Y-10.0;
N120G98Y10.0;
N130G80M05;
N140G00G91G30Z0T02;//扩孔
N150G49M06;
N160M03S2000;
N170G90G43H02G00X0Y20.0Z10.0;
N180G83G99X0Y20.0Z-12.0R2.0Q7.0F100;
N190G99X17.32Y10.0;
N200G99Y-10.0;
N210G99X0Y-20.0;
N220G99X-17.32Y-10.0;
N230G98Y10.0;
N240G80M05;
N250G00G91G30Z0T03;//攻丝
N260G49M06;
N270M03S200;
N280G90G43H03G00X0Y20.0Z10.0;
N290G84G99X0Y20.0Z-8.0R5.0F200;
N300G99X17.32Y10.0;
N310G99X0Y-20.0;
N320G99X-17.32Y-10.0;
N330G98Y10.0;
N340G80M05;
N350G00G91G30Z0T04;//铣斜槽
N360G49M06;
N370M03S2300;
N380G90G43G00X-30.0Y10.0Z10.0H04;
N390Z2.0;
N400G01Z0F180;
N410X0Y30.0Z-2.0;
N420X30.0Y10.0Z0;
N430G00Z2.0;
N440X-30.0Y-30.0;//铣直槽
N450G01Z-2.0F100;
N460X30.0;
N470G00Z10.0M05;
N480G00G91G30Z0;
N490M30;
2、零件加工程序及图形如下,铣周边轮廓(从右下角点1顺铣,每刀切深5mm)及钻孔(采用G81钻孔循环加工,孔深5mm)。
请填写空缺的程序说明。
%程序标识符
O0001;程序名
T01M06;
(2)
G90G00G54X30.0Y-70.0Z200.0;按G54工件坐标系快速运动到下刀点的上方
G43Z50.H01;(3)
S500M03M08;(4)
G01Z-5.0F50.0;刀具以F50的速度下降到Z-5处
G01G41X30.0Y-45.0D02;(5)
X-30.0Y-45.0F100.0;刀具以F100的速度进行直线插补的切削加工
G02X30.0Y-45.0R20.0;(6)
G01X-50.0Y25.0;直线插补切削加工
G02X-30.0Y45.0R20.0;
G01X30.0Y45.0;
G02X50.0Y25.0R20.0;
G01X50.0Y-25.0;
G02X30.0Y-45.0R20.0;
G01G40X30.0Y-70.0;(7)
G00Z100.0M05;快速退到起始点上方,主轴停转
T2M6;(8)
G90G00X0Y0Z0;快速运动到工件原点
G43Z50.H03;
S500M03M08;
G01Z3.0F1000.0;钻头尖到达Z3处
G81X20.0Y-25.0Z-5.0R3.0F50.0;(9)
X-20.0Y-25.0;钻第二孔
X-20.0Y0.0;钻第三孔
X-20.0Y25.0;钻第四孔
X20.0Y25.0;钻第五孔
X20.0Y0.0;钻第六孔
G90G00G80Z50.0(10)
G00X0Y0M05;快速回到工件原点,主轴停
M30;
(2)换1号刀具
(3)执行刀具长度偏移,偏移量在补偿表1号地址中,刀尖运行到Z50处
(4)主轴正转,500转/分,冷却液开
(5)切入第一点,执行刀具半径左偏移,偏移量在补偿表2号地址中
(6)顺时针圆弧插补加工,圆弧半径为20mm
(7)删除刀具半径偏移,退到起始点
(8)换2号刀
(9)执行钻孔循环指令,钻第一个孔,深度为5毫米,安全间隙为3毫米,进给速度50毫米/分
(10)删除钻孔循环,快速退到Z50处
3、已知零件的外轮廓如图所示,刀具端头已经下降到Z=-10mm,精铣外轮廓。
采用直径为30mm的立铣刀。
刀具半径补偿号D02。
采用绝对坐标输入方法,进刀从起始点直线切入轮廓第一点,退刀时刀具从轮廓最后一点法向直线切出到刀具终止点。
3、参考答案:
%
N0040G92X-72.0Y-40.0;
N0050S800M03;
N0060(G90G41G01X0Y-40.0D01);绝对坐标编程
N0070G01X0Y100.0F80.0;
N0080X20.0Y100.0;
N0090G03(X100.0Y100.0R40.0);圆弧的终点坐标
N0100(G01X120.0)F80.0;直线插补
N0110Y40.0;
N0120(G02X80.0Y0R40.0);圆弧插补
N0130G01X0F80.0;
N0140(G40X-72.0Y-40.0);取消刀补
N0150M02;
4、已知零件的程序如下(按照FANUC数控系统编程规律编制),零件厚度10mm,精铣其轮廓。
采用φ10mm的立式铣刀。
根据已有的语句:
(1)用实线画出零件轮廓并标明各交、切点坐标;
(2)用虚线画出刀具中心轨迹;
(3)用箭头和文字标明刀具运行的方向;
(4)用箭头和文字说明刀具偏移方向和距离。
N001G90G00G54X20Y0Z100
N002S1000M03;
N003G43Z-10H01;
N004G01G41X0Y0D02F300;
N005G01X0Y15;
N006G02X10Y25R10;
N007G01X58.775;
N008G02X58.775Y-25R-40;
N009G01X10;
N010G02X0Y-15I0J10;
N011G01X0Y0;
N012G01G40X-20Y0;
N013G00Z100M05;
N014M30;
(1)实线表示正确的零件轮廓
(2)虚线表示正确的刀具中心轨迹
(3)箭头和文字正确标明刀具运行的方向
(4)箭头和文字正确说明刀具偏移方向和距离
 升级会员
升级会员 