CA6140车床拨叉831008工序卡片严选优质.docx
《CA6140车床拨叉831008工序卡片严选优质.docx》由会员分享,可在线阅读,更多相关《CA6140车床拨叉831008工序卡片严选优质.docx(3页珍藏版)》请在冰豆网上搜索。
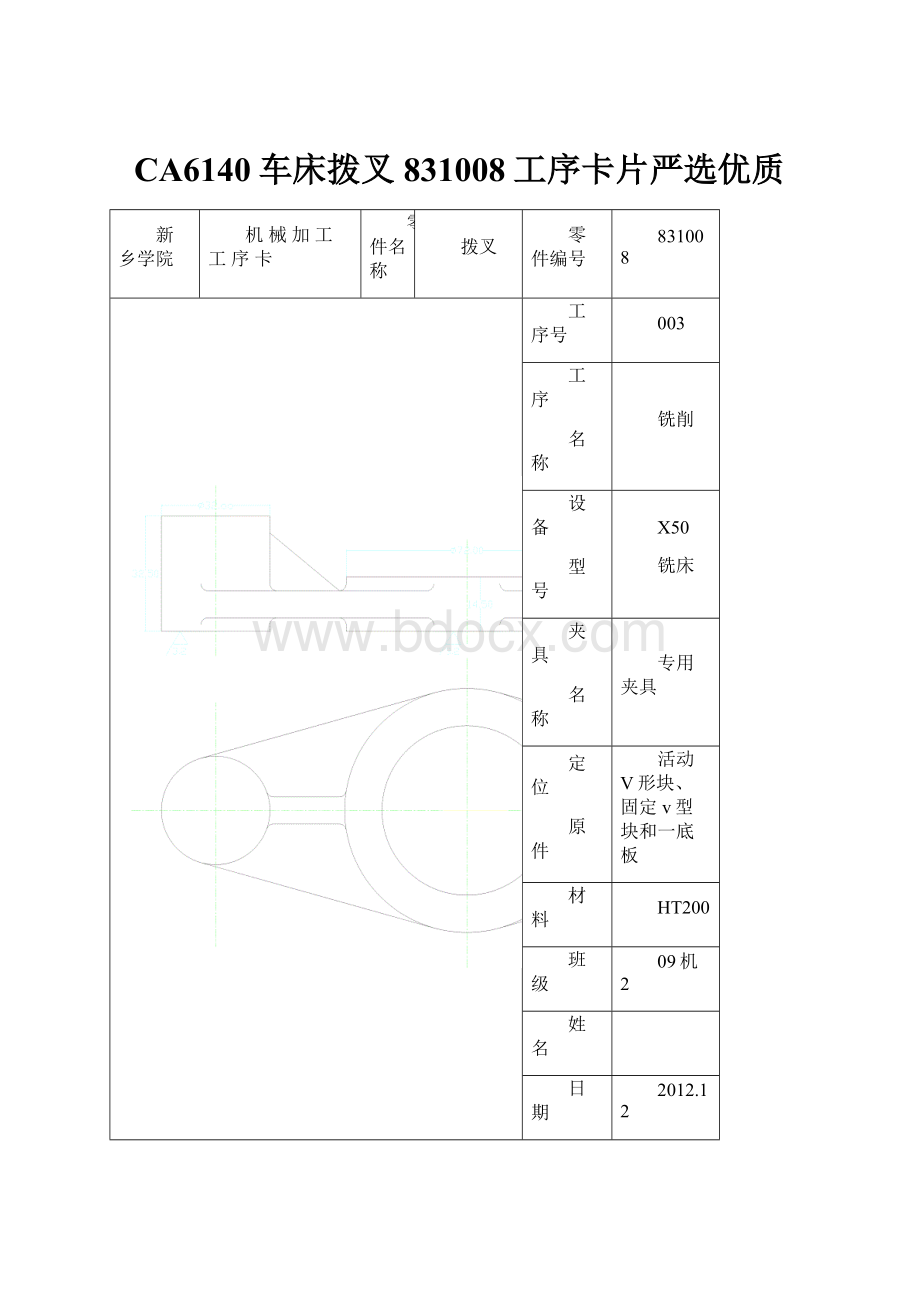
CA6140车床拨叉831008工序卡片严选优质
新乡学院
机械加工工序卡
零件名称
拨叉
零件编号
831008
工序号
003
工序
名称
铣削
设备
型号
X50
铣床
夹具
名称
专用夹具
定位
原件
活动V形块、固定v型块和一底板
材料
HT200
班级
09机2
姓名
日期
2012.12
序号
工步内容
刀具及辅具
切削用量
机动时间
辅助时间
名称
规格
f
n
t/min
1
以φ32外圆为粗基准,粗铣φ20孔下端面,使其长度至33.5mm
端铣刀
W18Cr4V硬质合金钢YG6
1.5mm
0.13
mm/z
119.3
m/min
475r/min
0.073
2
以φ50外圆为粗基准,粗铣φ50孔下端面,使其长度至15.5mm
端铣刀
W18Cr4V硬质合金钢YG6
1.5mm
0.13
mm/z
119.3
m/min
475r/min
0.073
2
精铣φ20下表面,使其长度至32.5mm
端铣刀
W18Cr4V硬质合金钢YG6
1.0mm
0.08
mm/z
119.3
m/min
475r/min
0.12
3
精铣φ50下表面,使其长度至14.5mm
端铣刀
W18Cr4V硬质合金钢YG6
1.0mm
0.08
mm/z
119.3
m/min
475r/min
0.12
河北联合大学
机械加工工序卡
零件名称
拨叉
零件编号
831008
工序号
004
工序
名称
铣削
设备
型号
X50
铣床
夹具
名称
专用
夹具
定位
元件
活动V形块、固定v型块和一底板
材料
HT200
班级
09机2
姓名
日期
2012.12
 升级会员
升级会员 