气体辅助注射成型GAI在底座面板上得应用.docx
《气体辅助注射成型GAI在底座面板上得应用.docx》由会员分享,可在线阅读,更多相关《气体辅助注射成型GAI在底座面板上得应用.docx(10页珍藏版)》请在冰豆网上搜索。
气体辅助注射成型GAI在底座面板上得应用
气体辅助注射成型在液晶显示底座面板上的应用
在作一些塑料件的产品设计时经常会遇到这样的问题﹕为了塑料件有足够的强度支持﹐产品的底部肋条会作的很厚﹐但是这样便会使成品的表面因肋条过厚而产生收缩痕迹﹐严重的影响了外观。
如果将其肋条的厚度设计到不会影响成品收缩的尺寸﹐则一般不能使其达到足够的强度要求。
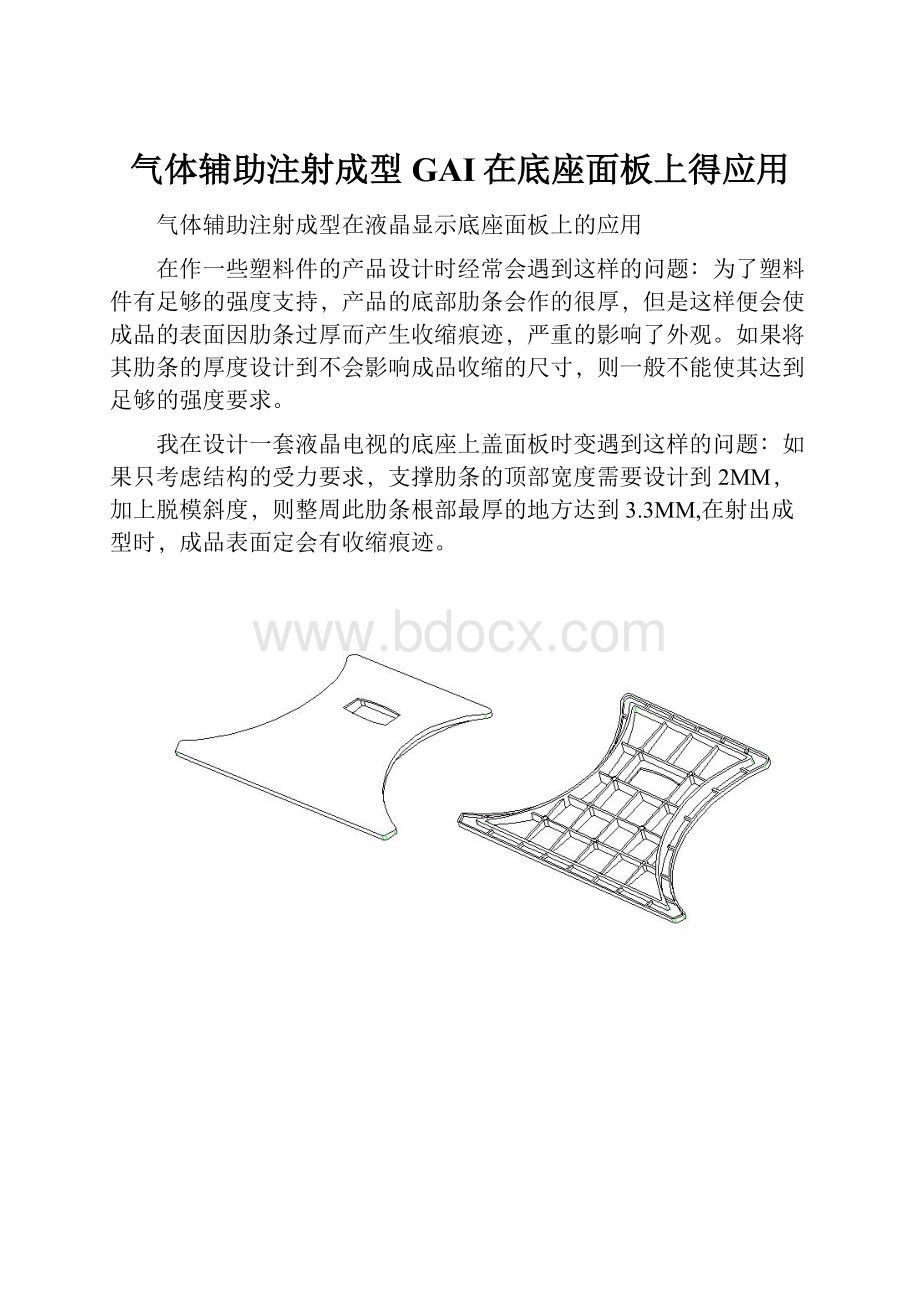
我在设计一套液晶电视的底座上盖面板时变遇到这样的问题﹕如果只考虑结构的受力要求﹐支撑肋条的顶部宽度需要设计到2MM﹐加上脱模斜度﹐则整周此肋条根部最厚的地方达到3.3MM,在射出成型时﹐成品表面定会有收缩痕迹。
如果改变肋条的宽度﹐控制起根部的肉厚宽度为基础面厚度的(0.5-0.6)H时﹐则其强度者不能达到要求﹐此面板上肋条要辅助支撑整机的重量。
此肋条的顶部宽度仅有0.8MM﹐在射出成型时﹐此处会难以充填。
为了能很好的解决此问题﹐我在设计此套成品的模具时﹐采用了气体辅助注射成型技朮-GAI(GasassistedInjecion)。
此问题得到了很好的解决。
气体辅助注射成型-作为较特殊的注射成型辅助方法﹐此技朮的特点是在注射成型的某一特定时间里将高压气体充入到型腔中﹐达到代替塑料充填﹐和保压的效果。
使用气体辅助注射成型方法有如下几点优点﹕
1,提供成品的表面质量﹐无收缩痕迹同﹐翘曲变形小
2,降低了注射成型的压力
3﹐缩短成型的周期
4﹐节约塑料材料﹐优化结构
常用使用到GAI技朮的场合有﹕
1,杆状﹐棒状的成品(使用GAI可以将其作成重空结构)
2带厚肋条的厚板件的应用
3﹐局部肉厚过厚的成品
气体辅助注射成型分为两重类型﹕
内部充气和外部充气
我在做此套底座面板时就在模具上使用了内部充气方法解决了肋条过厚的问题。
将模具上做气体辅助注射成型﹐就是在模具结构上增加一套进气系统。
(一)设计GAI的第一步﹐找出成品肉厚过厚的地方:
(二)根据成品的厚肉的分布区域﹐及进胶点的位置﹐选择进气点。
在选择进气点时应考虑成型的进胶点位置﹐进气点不能位于充填的末端﹐因为充填末端的塑料温度较底﹐不易充入气体﹔也不能位于充填的前端﹐气体具有个方向的敏感性﹐因充填前端的塑料处于熔融状态具有很高的温度﹐则气体的流动方向不易控制。
我将进气点位置选在距厚胶位的位置。
(三)作气道辅助引导气体的流动方向。
气体的流动具有敏感性﹐微弱的压力差异就可以改变其流动的方向。
气体在塑料熔融液体中﹐它的流动也受塑料溶液压力的影响﹐为了避免气体流动的不规则性﹐我们在成品肉厚过厚的区域作辅助引导气体的流动的气道。
(四)在模具中引入两条进气路
模具完成后﹐在注射成型时﹐当注射量达到98%时停止注射﹐打开两条高压气路﹐向成品中充入高压氮气﹐用高压气体来作保压的动作。
成品的效果
成品外观没有收缩痕迹。
 升级会员
升级会员 