注塑模具课程讲义.docx
《注塑模具课程讲义.docx》由会员分享,可在线阅读,更多相关《注塑模具课程讲义.docx(21页珍藏版)》请在冰豆网上搜索。
注塑模具课程讲义
注塑模具課程講義
注塑模具课程教材
(编定者:
徐彦君)
1、注塑模具简介
1、注塑成形有用于全部热塑性塑料和部分热固性塑料,模具制造业存在成本高、要求制造周期短、技巧性强等特点.
2、注塑模具临盆过程大年夜至为:
塑料成品工艺分析→模具构造设计→模具加工工艺确信→模具零件加工与模具组装→试模
3、注塑模具全然构造.
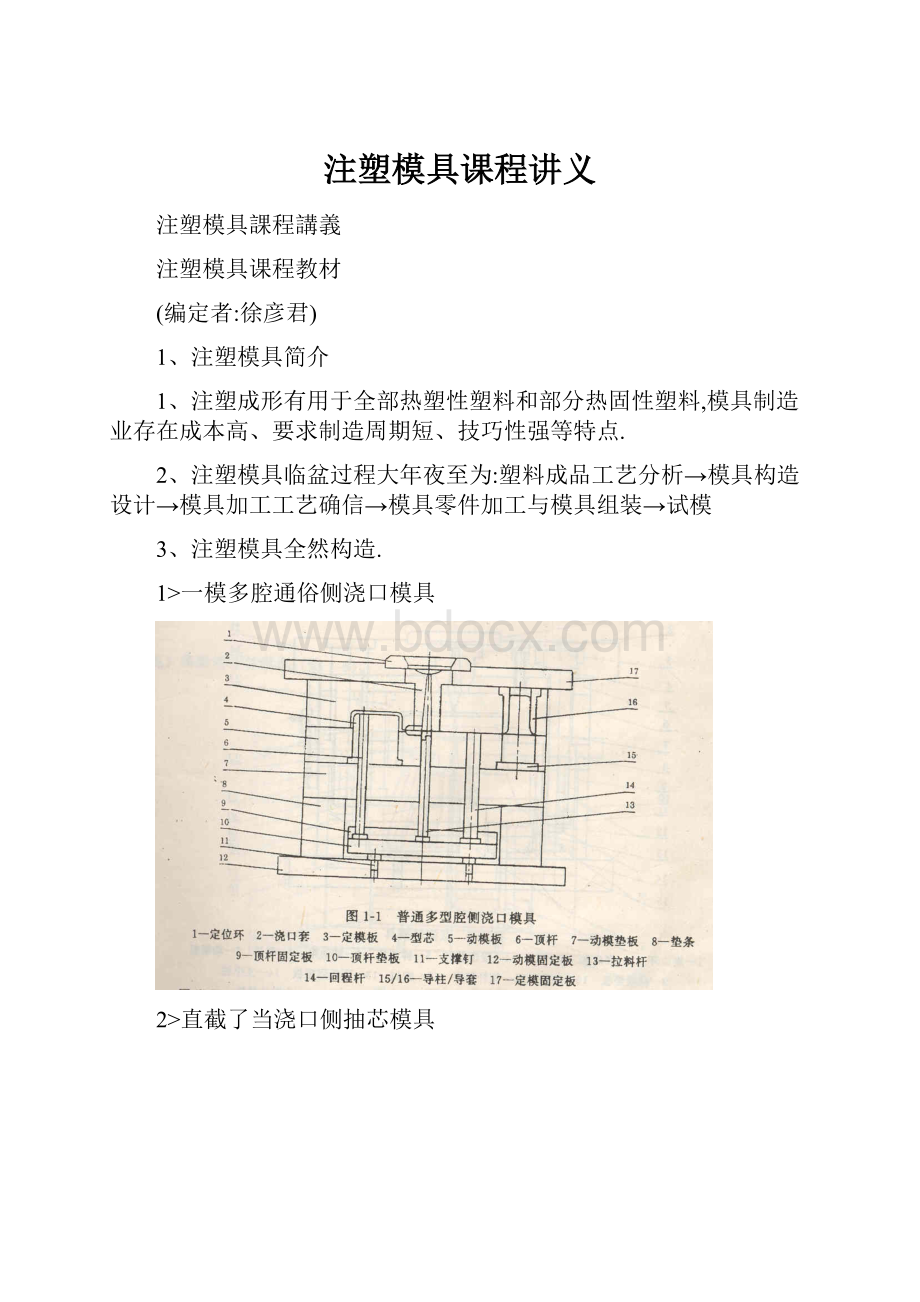
1>一模多腔通俗侧浇口模具
2>直截了当浇口侧抽芯模具
3>点浇口三板式模具
4>侧浇口三板式模具
5>典范侧抽芯模具
2、浇注体系
1、浇注体系是手印具中从注塑机喷嘴开端到型腔为止的塑料溶体的流淌通道.
2、浇注体系的构成及分类:
1>浇注体系包含主流道、分流道及浇口三部分.从打针机喷嘴开端至分浇道为止的通道为主流道;从主浇道末尾开端到浇口为止的通道为分流道;从分流道到型腔的最后一道通道为浇口.
2>今朝模具制造中应用较多的几种浇口型式有:
a>直截了当浇口
b>侧浇口(惯称大年夜水口)
c>埋伏式浇口(有潜公模、潜母模、潜顶针等)
d>点浇口(惯称细水口)
3、浇口均衡问题是当有两个以上型腔的模具为保持各个型腔塑料填充时刻相等而必须面对的问题.一样有以下两种方法解决.
1>改变浇口尺寸以达均衡;
2>使各个型腔距主流道距离均等以达到均衡.
3、顶出体系
1、定义:
判品在模具中经由冷却固化之后,将其从模具的一侧中推顶出来的装配等于顶出体系.
2、顶出装配的分类:
a>按顶出情势分有:
1>一次顶出
2>两次顶出
3>定模顶出
b>按顶出组件分有:
1>圆顶针顶出
2>扁顶针顶出
3>司筒(顶管)顶出
4>顶块顶出
5>推板顶出
6>气体顶出
4、冷却体系
1、定义:
模具中赞助成品冷却固化,及保持模具必定温度的构造装配即为冷却体系..
2、冷却体系的设置应推敲以下几点原则:
1>在包管模具足够强度的前提下,冷却水道尽可能设在接近型腔(型芯)别处(15-20mm);
2>冷却水道应安排得尽量平均一致;
3>关于中、大年夜型模具,可将冷却水道分成几个自力的回路,削减压力损掉,进步传热效力;(采取并列式水路而非串联水路)
4>成品较厚的部位应专门加强冷却;
5>在模具中,除型腔四周要设置冷却水道外,型腔中凸起的部分(只要足够大年夜)也须要设置冷却水道;
6>侧抽芯中的滑块,只要足够大年夜,且与成品直截了当接触,也必须设置冷却水道.
5、侧面分型与抽芯机构
1、因为成品的专门要求,而无法幸免侧壁内、外别处显现凹凸外形时,模具则需采取侧面抽芯的手段进行处理.
2、侧面分型与抽芯机构的构成
1>滑块本体
2>导向装配
3>锁紧装配
4>限位装配
5>驱动装配(又分机械驱动、电机驱动、液压驱动等)
3、侧面分型及抽芯机构种类繁多,常用的有以下几种.
1>动模滑块
2>内侧抽芯
3>定模弹块
4>动模弹块
5>斜顶(斜销)
6>定模滑块(三板式)
7>动模缩块
4、当侧向分型与抽芯机构中侧滑块与顶针显现干涉时,模具构造必须设置先复位机构.
5、先回位机构的感化是包管在合模前顶针退回到避空地位,幸免滑块舆顶针相撞。
六、三板式模具
定义:
模具开启时,不仅动、定模在分型面处进行分别(掏出成品),同时定模部分也必须显现一次分别,以达到掏出流道中废料的目标.这种构造的模具简称三板式模具.
6、三板式模重要用于以下几种情形
1>一模一腔要求侧浇口进料的中、大年夜型成品
2>一模多腔点浇口进料的成品
3>一模一腔多点浇口进料的成品
7、三板式模具的缺点
1>模具的构造较两板式模具复杂
2>三板式模具构造的流道较长,会造成成品废料比例增高
3>在成型过程中,压力损掉相对较高
七、模具制造
1.铣床加工
铣床加工是应用坚硬刀具的高速扭转,达到切除硬度相对较低的工件别处材料,直到工件相符要求尺寸为止.模具制造加工中常用的铣床加工设备重要有立式铣床和立式加工中间.
1>立式通俗铣床
重要用于以下几种用处
a>模具零件材料的开粗;
b>模具的开框粗加工,或小型模具的开框精加工;
c>外形规矩,且精度要求较低的电极加工;
d>镗孔;
e>要求定位尺寸较高的钻孔或中间孔;
2>立式加工中间
经由过程运算器关心加工软件(CAM)处理被加工图形,编写刀具切削所经由的路径法度榜样(NC),再转化为机床代码,经由过程运算器在刀具扭转的同时操纵刀具行走路径,完成工件切削.
有用于所有铣床加工的工序,因加工成本高,故一样用于外形较复杂、精度要求高的工件.适应上又有高速加工中间与通俗加工中间之分,高速加工中间与通俗加工中间比拟,基加工速度及质量都大年夜大年夜好于通俗加工中间,但其机床价格也远高于后者.
3>常用刀具之机能及用处
以材料分:
a>白钢刀:
韧性好,硬度较低,重要用于钢材精加工及电极加工;
b>乌钢刀:
韧性好,别处硬度较高,重要用于钢材精加工,加工速度及切削量相对白钢刀都较大年夜;
c>合金刀:
硬度高,但韧性相对较差,重要用于高速加工,大年夜切削量开粗及已热处理或局部烧焊部位的加工;
以刀具外形分有:
a>平底刀:
刃口在底部,用于平面加工及开粗加工或局部清角加工;
b>球头刀:
刀具刃口部呈球状,用于曲面加工;
c>螺纹刀:
刃口在底部及侧面,用于槽形加工及侧面加工;
拆卸式铣刀:
主假如指合金刀,刃口由若干片可拆换的合金刀片构成,用于高速,大年夜切削量及高硬度材料的加工.
2.车床加工
车床加工是应用工件的高速扭转,与刀具产生相对活动,从而被刀具切除别处材料,达到被加工的目标.
重要用处:
1>圆形零件、镶件、电极等(例:
圆柱、圆锥);
2>工件上的圆孔;
3>螺纹;
车床加工的刀具一样有白钢刀及合金刀两种.
常用铣刀转速、进给率及加工深度
刀具类型
刀具直径
转速
(S)
进给率(F)
加工深度
(mm)
粗加工
精加工
2
刃
平
底
刀
Φ3
800~1400
20~80
80~100
0.05~0.3
Φ4
800~1300
Φ6
800~1100
0.1~0.5
Φ8
700~900
Φ10
600~750
Φ12
500~700
0.3~1.0
Φ16
320~450
Φ20
200~300
20~80
80~100
0.3~1.0
3
刃平
底刀
Φ12
360~400
10~60
80
0.3~1.0
Φ16
270~360
Φ20
220~280
0.5~1.5
Φ25
180~220
4
刃平
底刀
Φ16
270~400
60~120
0.5~2.0
Φ20
180~300
Φ25
140~240
4刃平底刀或
6刃平底刀
Φ16
300
5~40
0.3~1.0
Φ20
240
Φ25
200
拆卸式
平底刀
Φ25(R0.8)
1400
100~500
0.5~3.0
Φ32(R0.8)
1000
100~200
拆卸式
球头刀
R4
2000
70~400
300~500
0.3~1.5
R5
1200~2000
R6
1200~2000
R8
1200~1800
R10
1200~1400
R12.5
1200~1300
3.磨床加工(加工精度最高)
磨床加工是应用砂轮的高速扭转,与工件别处产生磨擦,从而切除工件别处材料,达到加工目标.模具加工中常用的磨床有平面磨床及表里圆磨床.
1>平面磨床
常用的有手摇平面磨床及平面水磨床.
手摇平面磨床重要用于:
a>零件的平面精加工;
b>直角加工;
c>圆形工件的外径加工;
d>局部的规矩曲面加工;
平面水磨床重要用于大年夜型工件的平面精加工,其备有冷却液体系,并可机床主动进刀.
2>表里圆磨床
重要用于尺寸精度及别处光洁度要求较高的外径或内径圆形工件部位.现有模具制造中大年夜部分表里圆磨床加工的工件都已有标准件可购买,比如导柱、导套、司筒、顶针等.
4.钻床加工
应用钻咀的扭转,并施加压力,依附其端部的刃口,切除工件材料,并由钻咀排料槽中排出废料,实现钻孔的目标.
钻床平日有通俗钻床和大年夜力摇臂钻床两种.通俗钻床重要用于小型工件上的小孔(一样直径Φ≦20mm,深度H≦100mm),大年夜力摇臂钻床可机械主动进刀,重要用于加工大年夜孔及深孔.
当被加工孔的定位尺寸要求较高时,一样要先由铣床等设备用中间钻预加工中间定位孔,之后再用钻床加工至要求深度.
钻咀常用有通俗钻咀及合金钻咀两种.通俗钻咀重要用于一样工件的加工,加工速度快;合金钻咀用于通俗钻咀加工不了的工件(如已淬火后达到较高硬度的工件),加工速度慢.
5.火花机加工
应用电极放电,电腐化感化于工件上,从而加工出与电极外形类似的穴腔.
火花机加工之前,必须制造电极.电极的制造方法可采取各类机械加工方法.电极重要制造材料采取红铜,其导电性好,加工机能好,被广泛采取.也有的大年夜型模具的电极因推敲到材料成本而采取石墨,其价格低廉,加工速度快,但其机械加工机能较差.
因放电产生于电极与工件之间,电腐化感化于工件同时,电极易会产生腐化损耗,从而阻碍加工精度.故平日火花机加工过程会先采取电流较大年夜的粗公,然后采取精公(有时还会用中公),分时期加工,包管精度.
火花机加工中,最重要的一个参数确实是电极的放电间隙.被加工型腔的尺寸等于电极尺寸加上(或减去)放电间隙.一样大年夜型型腔电极其粗公采取放电间隙为0.5~1mm/S.精公采取0.2~0.3mm/S;小型电极采取放电间隙为粗公0.3~0.5mm/S,精公采取0.05~0.15mm/S.放电间隙趋大年夜,加工电流也趋快,而电极损耗也会增大年夜,工件被加工别处也趋粗拙.
火花机加工中,电极与工件之间有火花油作为中心介质,并一向冲刷,其感化为绝缘、灭火及排渣.
6.线切割加工
线切割亦属于电火花加工的一种,它是以一根沿本身轴线活动的细金属丝作为电极,由运算机操纵,沿着给定的轨迹,电腐化感化于工件上,加工出响应几何图形的工件.
线切割机床,按电极丝活动的速度分为快走丝机床(电极丝活动速度7~11m/S)和慢走丝机床(10~15m/min).快走丝机床加工别处粗拙,精度较差.慢走丝机床加工别处光洁,精度较好.但其电极丝为一次性应用,加工成本高.
线切割电极丝用的最多的是钼丝,也有效铜丝的.电极丝直径一样在0.1~0.18mm,线切割加对象有间隙补偿与锤度补偿(≦15°)功能.
7.雕刻
雕刻是一种仿形铣加工.应用靠模(样),经由过程机械的缩放联杆伟递装配,加工出与靠模一样的外形,必定比例的工件或部位.
雕刻加工重要有制样与加工两大年夜过程.玩具模的制造中广泛采取雕刻加工,其靠样多采取环氧树脂制造.模具上的刻字也多采取雕刻加工.
8.抛光
抛光是应用研磨等对象,对模腔内由其它加工方法完成后留下的较粗拙别处进行处理,使其达到较高的光洁度,以知足顺利脱模或外不雅要求.
抛光的工艺步聚,大年夜致可按应用对象来划分:
打磨机、锉刀等→油石→砂纸→(#200,#300,#400,#600,#800,#1000….)→钻石膏→抛光布轮(抛光油)
一样电器成品要求咬花的别处,抛光程度在#400~#600砂纸;要求光面的别处在#800~#1000砂纸;一些较深而难脱模的骨位一样要用钻石膏抛光;要求镜面或透亮零件的别处要用抛光油及布轮加工.
9.合模(钳工)
合模是使模具两个或两个以上不合零件相接触的平面或曲面,充分接触达到吻合,实现密封型腔的目标.
合模应用的对象重要有打磨机、挫刀、红丹等.实际制造过程中,先以一个工件的别处为基准,平均涂上红丹,再使另一工件与其碰撞,然后不雅察红丹印痕的分布情形,用打磨机、挫刀等修整,反复若干次,直至红丹印痕分布平均即可.
10.补焊
补焊是在模具修理中常用的方法,最常用的补焊设备是氩弧焊机..
补焊只合适于小范畴,厚度薄,焊枪轻易达到的部位.因烧焊过程中轻易在材料内部形成气孔,故补焊厚度不宜太厚.别的,烧焊因为在高温下进行,会使模具材料补焊时产生局部回火而导致应力集中,局部硬度变硬,材料化学物理性质不平均及变形等缺憾,故不宜大年夜面积烧焊,且外不雅面型腔一样不许可烧焊.
11.咬花(蚀纹)
咬花是应用化学腐化感化于模具型腔别处,产生出相符要求的纹理或字体等.
咬花加工有以下几点值得留意:
1>咬花加工的深度,字体一样不跨过0.4mm,大年夜面积咬花,深度不跨过0.15mm.
2>在型腔侧面须要咬花时,必定要有足够的脱模斜度(可向咬花厂商查询所需脱模斜度数值,一样在1°~3°).
3>模具别处纹来由粗纹改为细纹时,必定要从新抛光;由细纹改为粗纹时,只要差别足够大年夜,则不必从新抛光.
4>模具别处有过局部烧焊的部位,因材料化学腐化机能不平均,会导致咬花后纹理光泽不一致.
八、附表
 升级会员
升级会员 