03工商《生产与运作管理》大型作业答案.docx
《03工商《生产与运作管理》大型作业答案.docx》由会员分享,可在线阅读,更多相关《03工商《生产与运作管理》大型作业答案.docx(40页珍藏版)》请在冰豆网上搜索。
03工商《生产与运作管理》大型作业答案
车间设计步骤:
一、确定车间的生产类型采取‘自下而上’、且‘比重最大原则’
公式:
工序大量系数
(工序单件时间/制品平均节拍)
其中平均节拍:
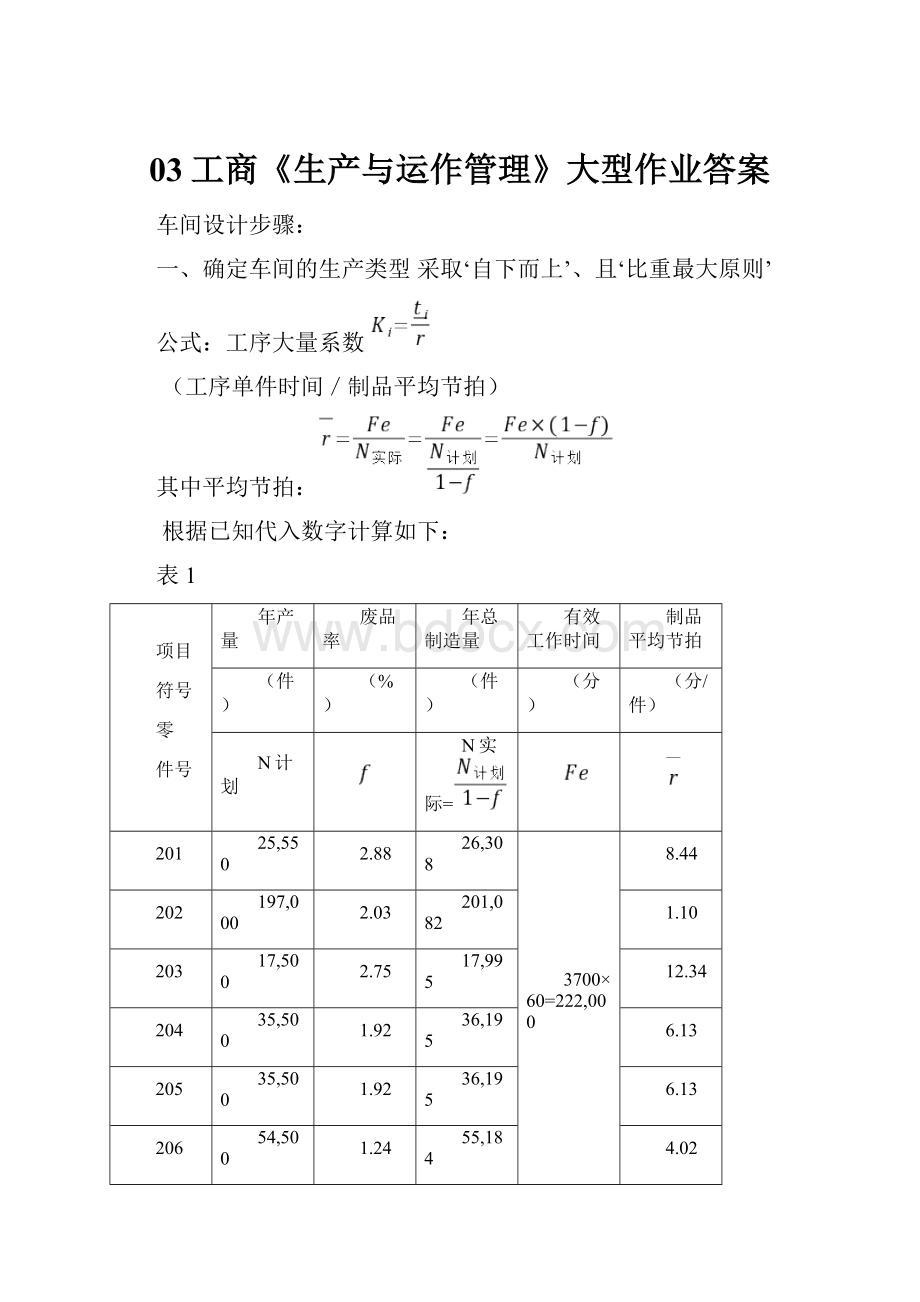
根据已知代入数字计算如下:
表1
项目
符号
零
件号
年产量
废品率
年总制造量
有效工作时间
制品平均节拍
(件)
(%)
(件)
(分)
(分/件)
N计划
N实际=
201
25,550
2.88
26,308
3700×60=222,000
8.44
202
197,000
2.03
201,082
1.10
203
17,500
2.75
17,995
12.34
204
35,500
1.92
36,195
6.13
205
35,500
1.92
36,195
6.13
206
54,500
1.24
55,184
4.02
表2工序大量系数汇总表
零件
号
零件名称
节拍
工序号
一
二
三
四
五
六
七
八
九
十
十一
最终生产类型
201
轴
8.44
定额工时
4.00
5.20
5.60
3.40
6.70
3.60
2.20
2.30
8.10
3.90
5.00
大批大量生产
大批6
大量5
工序大量系数
0.47
0.62
0.66
0.40
0.79
0.43
0.26
0.27
0.96
0.46
0.59
工序生产类型
大批生产
大量生产
大量生产
大批生产
大量生产
大批生产
大批生产
大批生产
大量生产
大批生产
大量生产
202
塔
齿
轮
1.10
定额工时
2.20
1.60
1.40
1.10
6.50
2.80
3.80
大量生产
大量7
工序大量系数
1.99
1.45
1.27
1.00
5.89
2.54
3.44
工序生产类型
大量生产
大量生产
大量生产
大量生产
大量生产
大量生产
大量生产
203
轴
12.34
定额工时
2.40
2.60
2.30
1.90
3.00
1.80
1.00
1.00
3.00
2.00
4.00
大批生产
大批9
中批2
工序大量系数
0.19
0.21
0.19
0.15
0.24
0.15
0.08
0.08
0.24
0.16
0.32
工序生产类型
大批生产
大批生产
大批生产
大批生产
大批生产
大批生产
中批生产
中批生产
大批生产
大批生产
大批生产
204
齿
轮
6.13
定额工时
10.00
3.00
4.00
16.00
10.00
22.00
4.00
3.00
15.00
大量大批生产
大量7
大批2
工序大量系数
1.63
0.49
0.65
2.61
1.63
3.59
0.65
0.49
2.45
工序生产类型
大量生产
大批生产
大量生产
大量生产
大量生产
大量生产
大量生产
大批生产
大量生产
205
齿
轮
6.13
定额工时
13.00
5.00
10.00
11.00
5.00
23.00
5.00
3.00
6.00
大量大批生产
大量8
大批1
工序大量系数
2.12
0.82
1.63
1.79
0.82
3.75
0.82
0.49
0.98
工序生产类型
大量生产
大量生产
大量生产
大量生产
大量生产
大量生产
大量生产
大批生产
大量生产
206
轴
4.02
定额工时
3.80
5.20
5.40
3.50
8.00
3.40
2.10
2.20
7.60
3.80
5.00
大量生产
大量11
工序大量系数
0.94
1.29
1.34
0.87
1.99
0.85
0.52
0.55
1.89
0.94
1.24
工序生产类型
大量生产
大量生产
大量生产
大量生产
大量生产
大量生产
大量生产
大量生产
大量生产
大量生产
大量生产
综上所述,该机械加工车间属于大量大批生产类型,均适宜流水生产组织。
二、根据零件的生产纲领,工艺特点对零件进行初步分类
由附表一(机加车间生产大纲)可知:
1、零件划分归类
⏹零件201、203、206都是轴,其结构基本相似,且它们的构成材料、加工工艺流程和所需设备完全相同。
三者的年产量分别为25,550件、17,500件、54,500件,共计约10万件。
可以将其归为一类,即轴类生产线。
⏹零件202是塔齿轮,与其它零件结构完全不同。
且零件202年产量197,000件(约20万件)能够保证生产设备有足够的负荷,所以,可以把它单独归为一类,单独组织生产,即塔齿轮类生产线。
⏹零件204、205都是齿轮,零件结构、使用材料和需要的加工工艺及加工设备和工装相同或相近,加工它们时基本上不需要重新调整设备和工艺装备,且它们的年产量相同(35,500件、35,500件)。
所以,可以把它们归为一类,即齿轮类生产线。
三、划分工段,选择生产过程的组织形式(考察并确定流水线的性质和形式)
该车间生产的六种零件可以初步划分成三类,即:
轴类、塔齿轮类和齿轮类。
再根据分析计算,知其生产类型都属于大量生产或大批生产,都具备组织流水生产的条件。
最后,考虑其生产规模、零件结构、工艺特点,零件重量等因素进行最终确定流水线的形式。
具体:
⏹对于轴类零件201、203、206的生产——应组建多对象可变流水线,称其为轴类生产工段。
因为,201、203、206轴的生产类型都是大量大批生产;3种零件的构成材料、加工工艺流程、使用设备完全相同;并3种零件的产量各不相关、但产量合计约10万件,能足够大;且其重量相差很大,合计重量也比较大。
所以,适宜按零件组织专业化生产。
该工段应采用对象专业化原则组织生产,在该工段内集中了不同类型的设备和不同工种的工人,加工对象有3种,3种加工对象在结构上和工艺过程上基本相似或相同,但零件的重量和加工尺寸不同(Φ25×500、Φ35×130、Φ100×900)。
在流水线上对每个加工对象要组织成批轮番制造,当变换加工对象时,要相应地调整设备和工艺装备,但是调整工作比较容易,工作量不大。
综上所述,该工段适宜组织可变流水线来进行生产。
⏹对于塔齿轮类零件202的生产——应组建单一品种固定对象流水线,称其为塔齿轮生产工段。
因为,塔齿轮零件202的生产类型是大量生产类型(各工序大量系数均大于0.5),且品种单一,产量大(年产量约20万件),所以,它适宜按零件组织专业化生产,可以把它单独化为一个工段。
该工段采用对象专业化原则组织生产。
由于该零件产量很大,能够保证流水线的设备有足够的的负荷,满足组织单一对象流水线的必要条件。
综上所述,该工段应采用单一对象固定流水线来进行生产。
⏹对于齿轮类零件204、205的生产——应组建多对象成组顺序加工流水线,称其为齿轮组生产工段。
因为,其生产类型都是大量大批生产类型,且只有2种零件并且产品产量都大,产品稳定,适宜按零件组织专业化生产。
它们的生产规模相同(年产量均为35,500件)、产品结构和生产工艺基本相同或相似,零件重量(1.6mg和2.5mg)基本相近,都不太重,可按成组流水生产组织生产,即在该流水线上成组地固定生产两种零件,按组依次顺序地经过各个工作地进行加工。
四、进行流水线组织设计
⏹
(一)塔齿轮生产工段——单一品种固定对象流水线组织设计〈202件流水生产线〉
1、确定流水线的节拍和节奏
节拍:
节奏:
(运输批量已选定为1件,即工序间要按件运输)
2、确定各工序的工作地数(设备数)、及设备负荷率和流水线的总负荷率(注:
(1)合并步骤了;
(2)不准备开展工序同期化了)
列表汇总如下:
表3
零件号
零件名称
工序号
1
2
3
4
5
6
7
合计
202
塔
齿
轮
设备名称
六角车床
立式钻床
拉床
多刀车床
插齿机
倒角机
磨齿机
---
设备型号
C3163
Z575
L6120
C7620
Y54A
Y9380
Y7131
---
定额工时
ti
2.20
1.60
1.40
1.10
6.50
2.80
3.80
19.40
设备计算数
Si=ti/r
2.00
1.45
1.27
1.00
5.89
2.54
3.44
17.57
设备实际数
Sei≧[Si]
2
2
2
1
6
3
4
20
设备负荷率
Ki=Si/Sei
1.00
0.72
0.63
1.00
0.98
0.85
0.86
---
流水线的总负荷率
3、组织工序同期化(注:
与2步对调次序了!
)
通过上面的计算,得出该条流水生产线的总负荷率为87.85%,一方面,它大于75%,故可不必开展工序同期化处理工作(已给定)。
另一方面,它没有实现完全工序同期化,只适宜组建间断流水线。
4、计算和配备工人
因已给定:
操纵设备时,是一人一台。
所以,该线20台设备,共需要配备20名生产工人。
考虑到备用人员,应配备20(1+5%)=21人。
或者为:
人
5、选择运输方式和装置
对于间断流水线,运输装置可以采用专用的机械器具。
6、进行流水线的平面布置
待三条流水线的组织设计工作全部完毕以后、及并车间的有关面积指标确定以后,再在零号坐标纸上统一做出平面布置。
基本原理与
(一)相同,可有:
⏹
(二)齿轮组生产工段——多品种成组顺序加工流水线组织设计〈204&205件流水生产线〉
1、确定流水线的节拍和节奏
节拍:
节奏:
(运输批量已选定为1组,即工序间要按组运输)
2、确定各工序的工作地数(设备数)、及设备负荷率和流水线的总负荷率(注:
(1)合并步骤了;
(2)不准备开展工序同期化了)
列表汇总如下:
表4
如果204、205组成成组顺序加工流水线,则各道工序的设备调整时间如下:
零
件
号
零件
名称
材料
工序号
一
二
三
四
五
六
七
八
九
合计
工艺名称
粗车
拉孔
精车
粗滚齿
倒角
精滚齿
拉键槽
清洗
磨孔
---
设备名称
六角车床
拉床
车床
滚齿机
倒角机
滚齿机
拉床
清洗机
内孔磨床
---
设备型号
C3163
L6120
C620-1
Y38
Y9380
Y38A
L6120
48892
M2120
---
204
齿轮
18CrMnTi
定额工时
10.00
3.00
4.00
16.00
10.00
22.00
4.00
3.00
15.00
87.00
调整时间
0.50
0.50
0.50
1.50
1.00
3.00
1.00
0.00
1.50
9.50
205
齿轮
18CrMnTi
定额工时
13.00
5.00
10.00
11.00
5.00
23.00
5.00
3.00
6.00
81.00
调整时间
0.50
0.50
0.50
1.50
1.00
3.00
1.00
0.00
1.50
9.50
ti
组件定额工时
23.50
8.50
14.50
28.50
16.00
46.50
10.00
6.00
22.50
177.5
Si=ti/r
工序大量系数
3.83
1.39
2.36
4.65
2.61
7.83
1.63
0.98
3.67
28.94
设备计算数
3.83
1.39
2.36
4.65
2.61
7.83
1.63
0.98
3.67
28.94
Sei≧[Si]
实际设备数
4
2
3
5
3
8
2
1
4
32
Ki=Si/Sei
设备负荷率
0.96
0.69
0.79
0.93
0.87
0.98
0.82
0.98
0.92
---
流水线的总负荷率
3、组织工序同期化(注:
与2步对调次序了!
)
通过上面的计算,得出该条流水生产线的总负荷率为90.44%,一方面,它大于75%,故可不必开展工序同期化处理工作(已给定)。
另一方面,它没有实现完全工序同期化,只适宜组建间断流水线。
4、计算和配备工人
因已给定:
操纵设备时,是一人一台。
所以,该线32台设备,共需要配备32名生产工人。
考虑到备用人员,应配备32(1+5%)=34人。
或者为:
人
5、选择运输方式和装置
对于间断流水线,运输装置可以采用专用的机械器具。
6、进行流水线的平面布置
待三条流水线的组织设计工作全部完毕以后、及并车间的有关面积指标确定以后,再在零号坐标纸上统一做出平面布置。
⏹(三)轴类生产工段——多品种可变流水线组织设计〈201&203&206件流水生产线〉
1、确定流水线的节拍和节奏
法
(1)代表产品法(代表零件法)
确定代表产品:
三种零件的加工劳动总量依次为:
201轴50×26,308=1,315,400分;203轴25×17,995=449,875分;206轴50×55,184=2,759,200分;因为三种轴的材料构成、加工工艺、使用设备完全相同,而206轴加工劳动量最大。
所以,选择206轴为代表产品。
计算换算系数:
;
;
用代表产品表示任务总量:
N代总=N201实际×ε201+N203实际×ε203+N206实际×ε206
=26,308×1+17,995×0.5+55,184×1=90,489.5(件)
计算用代表产品表示的生产节拍:
;
节奏:
分别为R201=2.45分/批 R203=1.23分/批 R206=2.45分/批(运输批量已选定为1组,即工序间要按组运输)
法
(2)时间分配法(加工劳动量比重法)
表5
零件号
零件名称
工序号
一
二
……
十一
(合计)
轴类零件劳动量比重
(%)
单位产品劳动总量
(分)
零件年总
制造量
(件)
产品
总劳动量
(分)
工艺名称
铣端面
打中心孔
……
精磨
N实际=
①×②
①
设备名称
立式铣床
中心孔钻床
……
万能磨床
∑③
设备型号
X52K
Z815A
……
M131W
①
②
③
④
201
轴
定额工时
4.00
5.20
……
5.00
50.00
26,308
1,315,400
0.2907
203
轴
定额工时
2.40
2.60
……
4.00
25.00
17,995
449,875
0.0994
206
轴
定额工时
3.80
5.20
……
5.00
50.00
55,184
2,759,200
0.6098
合计
---
---
4,524,875
1.0000
节拍:
同理可得:
节奏:
分别为R201=2.45分/批 R203=1.23分/批 R206=2.45分/批(运输批量已选定为1组,即工序间要按组运输)
2、确定各工序的工作地数(设备数)、及设备负荷率和流水线的总负荷率(注:
(1)合并步骤了;
(2)不准备开展工序同期化了)
列表汇总如下:
零
件
号
工序号
一
二
三
四
五
六
七
八
九
十
十一
合计
工艺名称
铣端面
打中心孔
粗车
精车
铣花键
精铣
车螺纹
磨花键
钻孔
粗磨
精磨
---
设备名称
立式铣床
中心孔钻床
车床
车床
花键铣床
花键铣床
螺纹车床
花键磨床
立式钻床
万能磨床
万能磨床
---
设备型号
X52K
Z815A
CW6163
CW6163
Y631K
Y631K
S8139
M8612
Z535
M131W
M131W
---
201
定额工时
ti,201
4.00
5.20
5.60
3.40
6.70
3.60
2.20
2.30
8.10
3.90
5.00
50.00
设备计算数
Si=ti/r
1.63
2.12
2.28
1.39
2.73
1.47
0.90
0.94
3.30
1.59
2.04
20.38
设备实际数
Sei≧[Si]
2.00
3.00
3.00
2.00
3.00
2.00
1.00
1.00
4.00
2.00
3.00
26
设备负荷率
Ki=Si/Sei
0.82
0.71
0.76
0.69
0.91
0.73
0.90
0.94
0.83
0.79
0.68
0.7839
203
定额工时
ti,203
2.40
2.60
2.30
1.90
3.00
1.80
1.00
1.00
3.00
2.00
4.00
25.00
设备计算数
Si=ti/r
1.96
2.12
1.88
1.55
2.45
1.47
0.82
0.82
2.45
1.63
3.26
20.38
设备实际数
Sei≧[Si]
2.00
3.00
2.00
2.00
3.00
2.00
1.00
1.00
3.00
2.00
4.00
25
设备负荷率
Ki=Si/Sei
0.98
0.71
0.94
0.77
0.82
0.73
0.82
0.82
0.82
0.82
0.82
0.8152
206
定额工时
ti,206
3.80
5.20
5.40
3.50
8.00
3.40
2.10
2.20
7.60
3.80
5.00
50.00
设备计算数
Si=ti/r
1.55
2.12
2.20
1.43
3.26
1.39
0.86
0.90
3.10
1.55
2.04
20.38
设备实际数
Sei≧[Si]
2.00
3.00
3.00
2.00
4.00
2.00
1.00
1.00
4.00
2.00
3.00
27
设备负荷率
Ki=Si/Sei
0.77
0.71
0.73
0.71
0.82
0.69
0.86
0.90
0.77
0.77
0.68
0.7548
轴类流水线最终设备数
2
3
3
2
4
2
1
1
4
2
4
28
表6
流水线的总负荷率
3、组织工序同期化(注:
与2步对调次序了!
)
通过上面的计算,得出该条流水生产线的总负荷率为78.38%,一方面,它大于75%,故可不必开展工序同期化处理工作(已给定)。
另一方面,它没有实现完全工序同期化,只适宜组建间断流水线。
4、计算和配备工人
因已给定:
操纵设备时,是一人一台。
该线最多开动27台设备,所以,共需要配备27名生产工人。
考虑到备用人员,应配备27(1+5%)=28.35=29人。
或者为:
人;该线最少开动25台设备,所以,共需要配备25名生产工人。
考虑到备用人员,应配备25(1+5%)=26.25=27人。
或者为:
人
5、选择运输方式和装置
对于间断流水线,运输装置可以采用专用的机械器具。
6、进行流水线的平面布置
待三条流水线的组织设计工作全部完毕以后、及并车间的有关面积指标确定以后,再在零号坐标纸上统一做出平面布置。
详细情况见车间平面设计定置图。
可见,车间的三条流水线主要生产设备:
20+32+28=80(台)另外:
◆磨刀部设备占车间主要设备台数的4.5%~5%。
应为3.6~4,所以,磨刀部可配4台设备。
◆工夹修理站设备占车间主要设备台数的1.5%~3%。
应为1.2~2.4,所以,修理站可配2台设备。
◆机修站设备占车间主要生产台数的2%~4%。
应为1.6~3.2,所以,机修站可配2台设备。
车间共有设备88台
五、确定期量标准
把各条流水线的期量标准汇总于表7:
零件号
流水线名称
流水线形式
流水线性质
节拍
标准指示图表
周转占制品表
备注
202
塔齿轮流水线
单一品种固定对象
间断流水线
1.10
图表8;图表8-1
204&205
齿轮组流水线
多品种成组
6.13
图表9;图表9-1
分/组
201
轴类流水线
多品种可变
2.45
图表10;图表10-1
203
1.23
图表11;图表11-1
206
2.45
图表12;图表12-1
图表8
生产线
工作班数
每日出产量
轮班产量
节拍
运输批量
节奏
看管周期
202塔齿轮加工生产线
2班
800
400
1.10
1.00
1.10
2小时
工序号
看管期产量
时间定额
工作地号码
负荷百分数
工人号
劳动组织
每一看管期内的标准工作指示图表
看管期内产量(件)
10
20
30
40
50
60
70
80
90
100
110
120
1
100
2.20
01
92%
50
110
02
92%
50
110
2
100
1.60
03
100%
75
120
04
33%
25
40
3
100
1.40
05
99%
85
119
06
18%
15
21
4
100
1.10
07
92%
100
110
5
100
6.50
08
98%
18
117
09
98%
18
117
10
98%
18
117
11
98%
18
117
12
98%
18
117
13
54%
10
65
6
100
2.80
14
98%
 升级会员
升级会员 