塑料机械知识单螺杆挤出机的结构.docx
《塑料机械知识单螺杆挤出机的结构.docx》由会员分享,可在线阅读,更多相关《塑料机械知识单螺杆挤出机的结构.docx(28页珍藏版)》请在冰豆网上搜索。
塑料机械知识单螺杆挤出机的结构
挤出机的结构
2.1单螺扦挤出机的结构
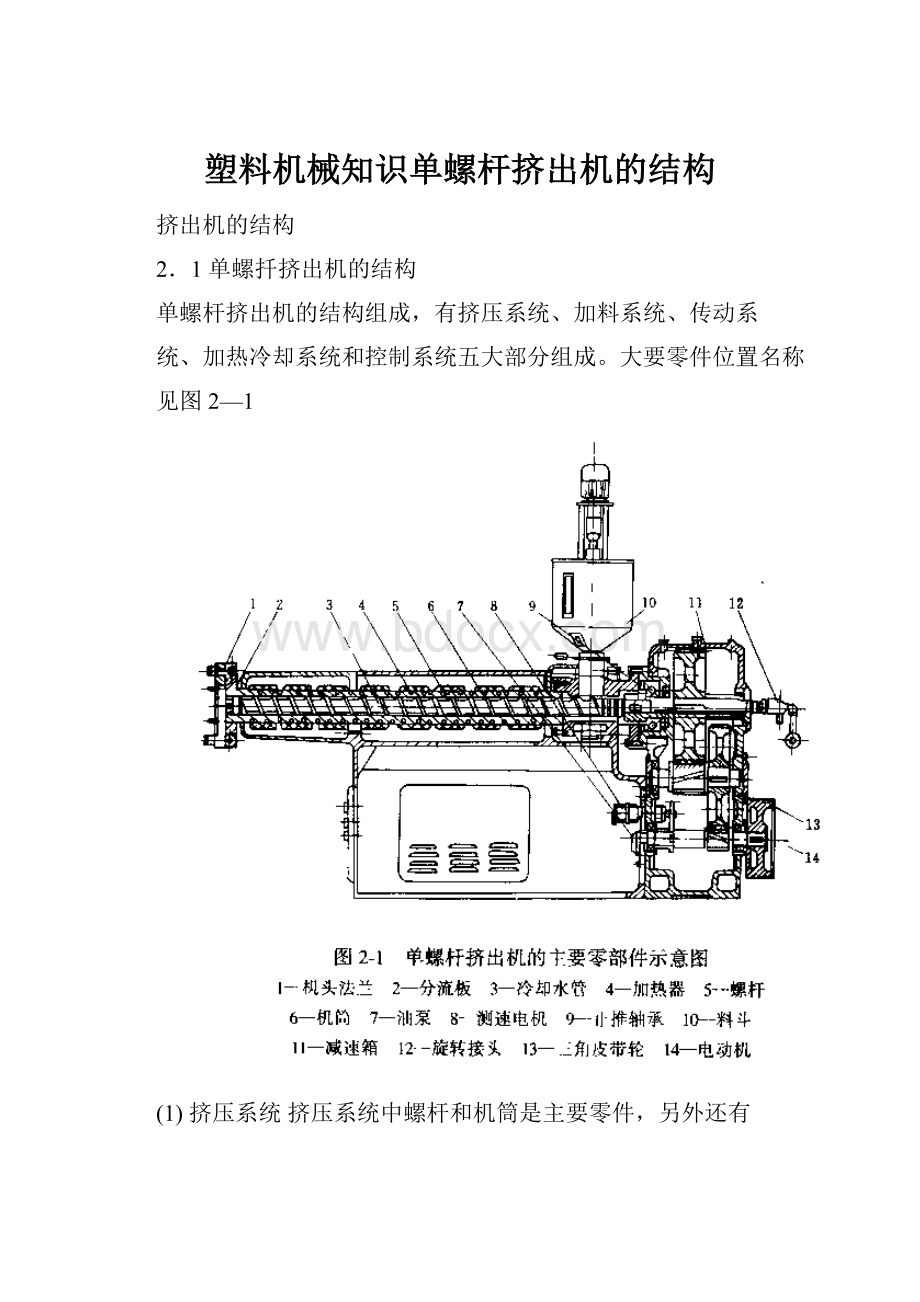
单螺杆挤出机的结构组成,有挤压系统、加料系统、传动系
统、加热冷却系统和控制系统五大部分组成。
大要零件位置名称
见图2—1
(1)挤压系统挤压系统中螺杆和机筒是主要零件,另外还有
分流板和过滤网配合工作,其功能就是把投人到机简中的粉体或粒
状料,在螺杆转动和机简温度的作下,塑化成熔融状态,挤山成
型制品。
(2)传动系统传动系由电屯动机、皮带轮、减速箱和螺杆的
轴承座等部件组成它们之间的联动,驱动螺杆在机筒内旋转,保证螺杆有一定的转动扭矩和相稳定的转速:
(3)加料系统加料系统中有料斗、加料器和上料设备。
二者
协调配合工作作,保证加料器在料斗中定时、定量的向机筒内供料。
(4)加热冷却系统加热系统是按工艺要求,给机筒一定的热
量装置。
冷却系统是降低机筒温度的装置这两个部分间断性的工
作,控制稳定机简的各部位在工艺给定的温度范围内。
(5)控制系统控制系统按工艺条件要求、控制挤出机的电动
机转速和加热冷却系统工作,执行工艺条件规定的各参数。
保证挤
比机生产正常、稳定地进行工作。
[塑料挤出机及制品生产故障与排除]
2.1.1挤压系统
挤压系统主要由螺杆和机筒组成:
拉挤出机的不同用途,挤压
系统可配置排气装置、调压装置、换网装置、多机头用挤出分流装
置、还有静态混合器和计量泵等。
2.1.1.1螺杆
螺朴是挤压系统中的主要冬件它的各部分几何形状的变化.
直接影响螺仔的引:
作忻能效果。
对期料制品的产量和质量,都省非
常重大影响。
1、螺杆的T作性能指标评定
(1)型化质贵按专业标渺规定制造的挤出帆,挤塑今扩:
的塑
料制品巴应是符合质量标准。
螺杆处挤烟土严影响产品质量的关键
冬件,物料的混介质虽、印化的是否均习、柳树的径向温差是否较
小、压力红均衡、能量消托些比较低、/4:
严令的提高,这边都受螺
杆上作质数的影响、
(2)比流量这个比值大,说明这d1螺杆的塑化能力强t
量的单仆为(Ldll)/(r/min)
(3)比功率这个价小,说明小广;问佯质量的朗料制品
消耗少.比功率的单价为kW/(岭h)。
、
(4)1ijd州:
指螺杆能食道应挤竣4;问的竣料,能在不问塑料
制品机头队力下[.作。
(5)经济性制造机械加工比较容易,工作寿命比较长c
2.螺杆的选用原则
(I)校塑料的制品种类选择塑料的种类很多,有结晶型和非
结晶型.它们在被挤那牛产制品时,对温度条件要求及本身的粘
度、稳定性和流动性能都有差别。
所以,生产不同种类塑料制品
时,应该选样不问类型螺杆。
(2)机头模具的阻力对螺杆结构尺寸的影响螺杆螺纹的均化
段的螺槽深浅与机头阻力大小要匹配选取,机头阻力大,这段螺纹
槽要浅些;反之,当阻力小时,螺槽就府深一些。
对于排气式挤出
机,要求朔二阶螺杆的均化段螺槽深度要比第一阶螺杆的均化段螺
纹槽要深此,否则排气口处易溢料。
(3)技挤出机的川途选择4\同用途的挤出机,根据工作性质
和挤塑塑料品种来选pl螺杆。
如果只崩1:
种塑料制死的挤出.可
按该螺料产品的要求,门伯专用螺杆挤出视。
如果挤出机要挤绍不
向材料的多种制品时.就应考虑选用的螺仟有较大的通用件;
3.螺杆的分类
按照螺杆的结构和螺杆螺纹部分的几何形状,RJ分为普通螺
仟、新型螺杆和排气螺仟‘:
(1)普通螺扑普通螺杆挤出机足EI刷‘泛应用的挤出机,能
挤塑粉料和粘料c这种螺秆螺纹部分可分为加料段、翅化段和均化
段。
普通螺扦与新则螺仟比较,有许多)T;足之处,有逐渐被新型螺
仟取代的趋势
普通煤扦按炽趴和螺槽探泼,义可分为等螺纹处不等深螺杆、
等螺槽深木等螺纹距螺杆训不等螺纹gF不等螺纹深嫁杆。
(2)新型螺扦与普通螺扑比较,就是在螺杆的不向部位上设
冒71F螺纹几件(恢阅销订),以改进塑料的混合、熔融塑化质量
和缩短挤塑生产时[1d。
(3)排气螺仟在挤塑物料的过程47.为能够排除物料中的空
气、挥发物气体印水蒸气,W专门设计的蝶杆‘,
4.普通螺杆的结构利各部位几何尺寸的确定
(1)普通螺杆的螺纹类型普通螺杆的螺纹形式有多种,见图
2—2‘、有螺纹队不相等型螺杆、螺纹距相等但螺槽深不相等型螺杆,
还有螺纹槽深逐渐变化相突然变化型螺杆等。
0螺纹距不相等螺杆。
这种螺杆的螺纹趴不相等,在一根螺朴
上:
不同的功能段有不同的螺距。
一根螺树:
的螺纹距不相等,在机械
0螺纹距不相等螺杆。
这种螺杆的螺纹趴不相等,在一根螺朴
上:
不同的功能段有不同的螺距。
一根螺树:
的螺纹距不相等,在机械加工小比较困难。
所以,这种螺杆应用较少。
③螺纹距相等但螺纹槽诛不相等螺杆。
螺纹距相等但螺纹槽深
不相等的螺杆应用比较多。
因为这种螺杆的机械加工较容易。
这种
螺杆的螺纹深度变化又分两种,一种是螺纹深度逐渐变化,一种是
螺纹深度交然变化。
③螺纹深度逐渐变化螺杆。
螺纹深度逐渐变化的螺杆又分为两
种,一种是由进料段的深螺纹逐渐变浅;另—种是加料段螺纹深度
和均化段的螺纹深度不变,而塑化段的螺纹榴深度变化,由深逐渐
变浅。
这种螺杆适合加工则、赐等非结晶型塑料的挤塑成型。
④螺纹槽深度突然变化螺杆。
这种螺杆是指螺杆的加料段和均
化段的螺纹槽深度相等,在很短的塑化段上螺槽的深度突然由深变
浅。
这种突变型螺杆适合于挤塑聚烯烃等结晶型塑料。
(2)螺仟各部位几何尺寸螺杆各部位几何尺寸见图L30
囚十J田竹阐首即1YJL仙K1双11亏
①螺杆占径‘螺杆直径尺寸表不挤出机的规格大小。
在选择挤
出机的规格型创十,要根据塑料制品的尺寸选择。
螺杆直径与塑料
制品的尺寸关系见表2—1。
③长径比。
螺什的螺纹部分长与螺什的出径比值,即L/Do
在招/T801—19N专业标准中规定、螺杆的长径比为贝—30。
对
于4;易挤朗的物料取大值、挤颐聚烯烃类型料制品时.长径比一般
取25—30、较大的氏径比他,能够保证构料在挤塑过程中充分塑
化、螺杆也dJ尚速旋转.达到提高产经酌E1的:
但是长径比加大.
螺秆的长度增加.造成制造的困难,机械加上的费用增加。
这种大
长径比螺杆g:
作的,消耗功率要大.还钉可能内于螺杆的变形弯
曲,造成在转动时与机简内壁的摩擦、
对于热敏感的塑料,采用长行比恢较小的螺杆。
聚氯乙烯类塑
料制品,在挤塑时通常采用长径比为20—25。
合理的选择挤出机
燥杆的长径比,对塑料制品的制造成本有—‘定的影响。
③螺杆螺纹部分的分段n根据螺杆1“作运转时各部分功能作
用,把螺纹部分分为加料段、塑化段、均化段=部分。
·加料段——接受料4“供给的物料.然后输送给塑化段。
·塑化段——接受加料段送过来的物料,么此段逐渐压实,熔
融塑化后冉经螺纹推给均化段。
这个绍化段也叫压塑段。
·均化段——物料到这里进一步得到塑化,然后等压、等量在
稳定的温度条件下.把均匀塑化奸的焙融料推向机头。
这三段长度的分配,是在长径比值确定的前题下,来解决三段
长度的关系。
塑化段长度的确定.要符合理料的熔融速率,与螺杆
的压缩比有关*对非结晶型塑料,通常取螺纹全长的45%—犯%。
对结晶型塑料,如聚烯烃,取(3—5)D、对于尼龙可取(1—2)
0。
均化段长时,可减少温度、压力和产量的波动。
但过长又会使
螺杆加长,减少塑化段和加料段长度的比例分配。
逐化段被减小
了,不利于塑料的塑化。
它们三者之间—‘定要综合考虑。
三段长度
分配参照表2—20
①螺纹部分几何尺寸:
螺纹部分几何尺寸*是指螺杆卜的螺纹
别而几何图形的各部价尺沙,见图2—4(心、(N所示n
“压缩比一这个数值的选择对塑料的挤期工艺控制很重要。
不问翅料由它的物理性能来决定,选取它的最佳挤塑压缩比。
不同
塑料挤塑用螺杆的压缩比见表230
压缩比,就是加料段对难料斗口的那个螺槽深(或是螺纹槽容
A,与均化段末端螺槽深A2(或是个螺纹槽容积)之比值。
对于等距不等深螺纹来讲,如果螺纹棱宽相等,则压缩比:
E=&?
/A3
式中:
AL——加抖段螺纹深
A、——均化段末端螺纹深
·螺距——一般等螺距不等深螺力的螺纹距和螺杆的直径相
等,则螺杆的螺纹升角是17042‘。
实践经验让HJj,挤塑粉料时取螺
纹升角3r,挤型粒料时取升角17。
.方形料取升角15。
为最好。
螺杆螺纹截面的几何形状有矩形和锯齿形。
矩形螺纹截面根部
圆弧很小,容积大,适合于加料段。
锯齿形螺纹截面的推力面与螺
杆轴线垂自,另—面为斜面与轴线钉一灾角,这个夹角一般取wo
推力面根部圆弧半径RI:
(1/2—2/3)·A3,斜面根部圆弧半径
R:
=(2—3)·月?
。
锯齿形螺纹提高了螺纹的工作强度,能够承受更大的机头模具
阻力造成的物料前移的反移动力,有利于物料的混合、熔融和不易
行料。
锯齿形螺纹适合于塑化段和均化段‘,
螺杆在实际制造n、r,一般都采用矩形截面螺纹:
·螺纹棱宽———螺纹棱宽‘值过大.挤出机的挤出量会减小c
e值取太小,挤塑时易产生涡流,也会降低螺纹的推力强度,一般
经验取c=o.10
0螺纹头数挤出机螺村:
螺纹头数.一股多数足一个头:
为了
提高螺什型化物料的质量,在粟一段螺纹区域pJ用多头螺纹。
为了
提高产虽,在挤出机挤酮造粉时,可JfJ多头螺纹。
挤塑生产板材
N,用的饥头分旧螺杆也可用多头螺纹多头螺纹有它的缺点,就
足挤出的料量4\稳定.容易严生脉冲。
⑥螺杆头部结构形状‘、塑化纤的焙础料被转动的螺杆螺纹推出
均化段店,料的流动方式从螺旋带状变成直线流动,此时应注意防
止塑化料局邻过热。
螺杆的头部结构型式的选择,就是从这—点考
虑。
螺杆的头部形状有多种,选择时要根据机头流道的形状和分流
板的位置综合考虑。
螺杆头部结构见凶2—5[(a)—(k)1。
阁2—5,1—r螺杆头部较钝的圆弧形状,用在流动性较好的烯烃类
利尼龙,这种结构形式的螺扦的阿,一般都仑分流板和过滤网,螺杆
头部锥角较小的锥型螺杆头,适合十挤期聚氯乙烯,一般不用分流板
和挝滤网.目的是减少物料的滞留R引可,能尽快挤出机头模具成型e
5.新型螺杆
由于塑料品种的增加,用普通螺杆挤出帆已经不能满足多种塑
料的挤出成型要求:
科技人员在普通螺杆的基础上,研究设汁了多
种新型螺杆,以适应不向塑料工艺要求,完成挤塑成型加工工作。
(1)普通螺杆与新型螺杆比较普通螺杆产量与新型螺杆的产
量相比较,低于新型螺杆。
普遍螺仟的热传导方式,主要是来源于
机简和料在机简Il’受挤压、剪切、摩擦产牛的热,来熔融物料。
由
于高聚物的热传导系数较低,所以,料的熔融速度缓慢。
再—点是
螺杆的秆向混合能力差,个能很好地实现料流方向混合。
如果为了
提高产星16提高螺槽深利加大长径比.都是不可取的。
这样做会加
大挤出机的制造成伞,增加挤出机工作时的功率消耗。
从而也提高
了题料制抓的制造成本。
新型螺仟的特点,是在螺纹的止常走向处,设置一些销钉和开
设一部分非常规螺纹段,用来变化螺仟:
t1物料的输送状态,从顺提
高了物料的混炼能力,加快丁塑料的熔融速度,使塑料能更好的均
(2)新型螺仟的种类新型螺杆有多种站构形式,日前我们应
用比较多的有屏障型螺杆、分离型螺扦和分流型螺杆。
01/阵地螺朴‘J4降型蝶村是指在织补的均化段末端设置屏障
段,见团2—6‘它是在均化段末端外任等于螺补商径的圆柱J:
,开
小数量士宽度相等的进心料槽,料槽沿着螺杆的轴线开。
进料槽的
比门在软向端足判闭的.出料槽在进[啪轴向也是封闭的。
进L.I料
伯,州t11料稻间问棱朗鱼:
径与机筒内冲队顺大—小等数量分开,
小间隙灶指螺杆外衫幻机简内径间隙,大间隙约在o.38。
064删
间。
物料进入进料槽后,出于前端出口封闭,只好越过较大间隙的
棱面而进入出料恢,经出料槽前端出口巾流出屏障段进入机头。
而
没有塑化奸的颗粒.它不能通过问隙,例洋障段的进料槽内受前端
封闭影响,而成旋转涡流.得到进一步型化,待成为熔融状态时才
能通过大间隙,进入出料槽后被挤出。
屏障型螺杆毛与轴线平行的直槽型.见图2—6。
或开成三角型
民暗4—M间17
⑦分离型螺仟。
分离型螺秆的结构
特点,足公螺杆螺纹的熔化段螺槽小,
再附加一条螺纹。
这条附加螺纹的外径
小于原螺纹外径.螺距包小于原螺纹螺
距,见图2—81
出十两螺纹的螺gb个相等,所以附
图2—8附加螺纹与原
螺纹位置示意图
加螺纹的Jf始与终止必与原螺纹相交,生附加螺纹内的物料即被破
坏了原前移的路线,移到交接处父不能通过,它只能越过附加螺纹
外径进入原螺纹槽前移。
没有塑化好的不能越过问隙者,待塑化好
再通过问隙,进入均化段。
这个附加螺纹外径与机简内径间隙在
o.2—o.4Mb附加螺纹的螺纹棱‘;(()仍—o.佃)“D。
这两个数
由螺杆直径的大小决定。
大直径螺杆取大值,小螺杆直径取小值。
出于它具备达一特点,它的均化段螺槽uJ加深,这样,挤出机的产
⑦分流形螺相、分流型螺扦是在螺杆的塑化段木端或者是均化
段J:
,设置外多突起的间柱形销订或菱形块被挤期的物料在此处
通过时,被分流成多股后内重新排列混合,从而这些销订起到促进
熔触螟化qI增加双炼效果‘,锅钉的外因直径与螺纹的白径相等,销
训可的距离可公4—6mM之间,悄订的,17‘乙线勺螺纹槽面垂A:
。
销
钓可以置数排,排列uJ无规则,也可,?
螺纹旋向相反,见图24。
这种螺杆村物料的理化效果比较计,仟保i6质虽的前提下,为
广提高严牡。
可以提高螺杆的转速:
6.排气型螺杆
排气型螺杆是徘气式挤出机闻米挤塑生产塑料的专用螺杆。
图
2—10是排’i式挤出帆专用徘气型螺仟的不意图i
排气式挤出机的功能与用途在第一事小已经介绍。
这里只说明
一下排气型螺秆的备部他结构参数的确定。
(1)螺杆酌长样比长径比L/D恢.一般取24—30。
(2)一阶螺杆的长度‘阶螺杆的长度占令螺杆长的55%—
58%、最长不超过蝗杆总长的2/3c
(3)均化段长一阶螺杆上均化段的长度是“阶螺杆长度的
25%—30%。
第二阶螺杆均化段的长度是第一阶螺杆均化段长度的
0.8—1.8倍。
(4)排气段螺杆长度排气段螺杆长度是螺行直径的(2。
6)·D
倍。
(5)排气螺杆的螺纹槽深第一均化段螺纹槽深A,=(o.仍—
o.仍)·Di第二均化段螺纹槽深AZ=(1.5—2)·AI。
排气段螺纹
槽深是第一阶螺纹均化段蛹纹槽深的(2.5—6)’AI。
7.普通螺杆的技术质量要求螺仟是挤出机设备中挤压系统
的主要零件。
螺仔在机筒内旋转L作,是在高温、高压、大扭矩的
条件下。
由于它要在转动中强力报动物料前移,同时,它本身还要
承受强大的摩擦力利物料分解腐蚀性气体的侵蚀,所以,要求制造
螺杆的材料为有很高的力学强度.能承受户大的权力矩和在高温条
件下[作不变形闭合众钢材,,这种合仓钢经热处四后要荷很高的表
面硬度,能抵抗强人nt摩擦力的磨损和耐腐蚀、
日前,同内挤出机制造厂制造的螺朴,多用渗氮合金钢
38crKAl钢材制造。
其它合太钢还有40(:
r、40c此钢材。
用合金钢材制造螺杆时、机械加工留分粗加厂和精加工工序,
在粗加]:
后要进行调质处理,硬度HB加—观:
调质的目的主要
是为了保证螺杆制造精度不变形c这边丁序厉再桔加工螺杆.在磨
削加工时还要留—2的桔磨量或是研磨员,在渗氮处理后再精磨或
研磨。
氮化处理螺杆的深度在o3。
o.6则l,氮化后螺杆的表面硬度
Hv值740以上。
螺纹扦的脆性不大于2级:
螺纹杆的外因公差按专业标淮cDI以〕l一79个规定,见表2—5。
外因和螺纹槽底的粗糙度Aa不大于o8小,螺纹两侧面粗糙
度及a不大于1.6四。
螺杆的螺纹棱处堆焊耐磨合金.厚度在1.5。
2M.硬度可达
删8—64n这种螺杆的耐磨件很好,使用寿命比渗氮钢高3。
4
倍。
但由于造价高,很少应用,只用在加工物料对螺杆磨损严重的
挤出机上。
在螺杆螺纹表面镀一层硬铬,也是使螺杆增强耐磨性和抗腐蚀
的方法。
但是铬层硬而脆,容易脱落,所以应用比较少;
2.1.1.2机简
机阁与螺杆配合J:
作,组成挤出机的挤压系统。
在挤塑物料的
工作中,它的作用和螺杆工作同样革要c机筒和螺扦是挤塑系统的
土要组成牢件,也是挤出机的关键牢件对于机简结构形式的选择
2.2双螺扦挤出机的结构
双螺杆挤出机的结构和单螺杆挤出机的结构相同,有捞压系统、
传动系统、加热冷却系统、加料装置、控制系统和安全保护系统。
由于双螺杆挤出机的传动系统、加热冷却系统和控制、安全保
护系统和单螺杆挤出机的组成结构基本相似,所以,这里不重复介
绍。
只把双螺杆挤出机的螺杆、机筒的结构、止推轴承的布置和加
料装置介绍一下,供维修时参考:
2.2.1.1啮台异向旋转缀扦的分类与结构
啮合只向旋转以螺杆挤出机的螺相:
,技共结构形式分
整体式和组合式两种螺杆。
1.整体式蝶杆的分类
①螺杆的螺ZP,从加料段开始至均化段逐渐变小型螺打;
②螺杆的螺距不变,螺纹棱宽逐渐变化,由加料段开始棱宽逐
渐加大;
⑤螺杆的外圆直径逐渐变小的锥型螺仔o
2.组合式螺杆
一根螺仔,由几个不同形式的螺纹单元组合在带有导键的铀上
或组合在六角形芯轴上,成为挤塑某一种物料的专用螺杆。
按不同
原料挤塑工艺条件要求,可更换不同螺纹单元重新组合。
要求这些
螺纹单元,要有互换件。
图2—38是不同功能螺纹单元图.图中(a)型螺纹等深等距,
槽与梭宽相等.用于输送固体和熔体料、有效强的输送能力‘固中
(b)型螺纹也是输送型螺纹,这种棱宽比槽宽小许多的结构形式,
对物料的混合能力强,多用于固体输送和熔体混合。
图中(c)型
为反向输送螺纹.即能够把物料的挤出力向反方向输送,增加螺杆
挤出压力,使物料更好的塑化,提高期化质量。
图中(d)型是压
缩螺纹,螺纹等棵等距,但棱宽逐渐加大,使螺榴容积逐渐变小,
阿把松散的物料压实。
因中(e)型、(f)型为混合元件,在螺棱
上:
开出许多与螺棱垂直的沟槽或呈齿形槽,便于物料混合。
完整的啮合异向旋转双螺杆,见图2—39
2.2.1.3啮合同向旋转双螺杆
啮合同向旋转双螺杆采用组合式.按螺杆各段功能不同及工艺
需要;配备不同的螺纹元件:
图2-41(a)、(b)是输送螺纹单元,
用于较大输送力挤出的单头螺杆上图241(c)是个阻力元件。
2.2.2机筒结构
啮合问向旋转双螺杆挤出机用机桶和螺杆一样,采用组合式。
把机筒分成相等的几段,(有的开加料口、有的开排气口或添加剂
口),组合在一起。
机筒结构示意图见图24-2。
2.2.3双螺杆挤出机用止推轴承布置
双螺杆挤出机的螺杆用止推轴承,同单螺杆挤出机的螺杆止推
轴承一样。
在两个啮合螺杆转动挤塑物料工作中,产生相等的轴向
力,分别各自由止推轴承支撑,保证其正常运转。
双螺杆工作时产生的轴向力.同单螺杆工作时产生的轴向力一
样,从十几吨到几十吨,甚至更高,这么大的轴向力就需要用较大
规格的止推轴承,但是,由于两根螺杆中心距尺寸限制,止推轴承
的选择和布置结构有几种方案。
图24-3是用几个比较小的同一规
格的止推轴承串联一起使用,让它们共同承担同—‘螺杆的轴向力.
为使轴向力分配比较均匀,在每个止推轴承或轴承座之间、放置不
同厚度形式弹簧垫,按厚度形式的不向,各商不同限定变形力,把
螺杆的轴向力均匀地分配给每个止推轴承。
图2—43是串联轴承力
的分配示意。
把两根螺杆用止推轴承前后错列开布置,如图24。
这种布置
方法,两根螺杆的轴向力分配均匀,承受轴向力的止椎轴承强度相
同,两组串联止推轴承所用的弹性元件的弹性强度也一样,则受力
后两根轴的轴向变形和两根螺仟的轴向位移量基本相同。
这种结构布置,两螺杆的转功工作不会受影响
两根螺杆产生的轴向力,用两组不同规格止推轴承:
一很轴上
用较大规格止推轴承,为一根轴用一组较小规格正推轴承串联。
如
图2—45。
这样的结构,两根传动轴的轴向变形位移量很难达到一
致,工作中产生轴向化移,使两根啮合螺杆的正确配合位置改变,
会加快螺杯的磨损。
2.2.4双螺杆挤出机用加料装置
双螺杆挤出机的机筒加料,用计量加料装置。
这是根据双螺杆
的工作方式所决定。
计量加料装置,如图2—47。
它像一台独立的小
型挤出机,由电机、减速器和挤出输送原料系统组成。
输送原料系
统中有螺杆和机简。
这套计量加料装盖的工作,与双螺杆挤山机的
螺杆转速、机简的温度和机头模具压力配合,随时调整输送原料螺杆的转速、按双螺杆挤出生产呈用料需要,比较稳定、准确的供
料。
输送原料系统中的螺杆,由直流电机通过蜗杆减速器驱动。
螺
杆的转速按双螺仔挤出机生产用料量的多少,可任意调整。
这种送
料用螺杆,也有单头螺纹和双头螺纹两种,一般常用单头螺纹螺
杆。
在料斗内,为防止粉料产生“架桥”现象,有的要加能够起混
料作用的搅拌器
在啮合异向旋转的双骡杆挤出机的机简上,对于比较松散的原
料,采用强制加料方式。
这样能够增加原料的加入量,以保证挤出
机能连续正常工作。
 升级会员
升级会员 