ug后处理教程.docx
《ug后处理教程.docx》由会员分享,可在线阅读,更多相关《ug后处理教程.docx(29页珍藏版)》请在冰豆网上搜索。
ug后处理教程
制作自己的后处理
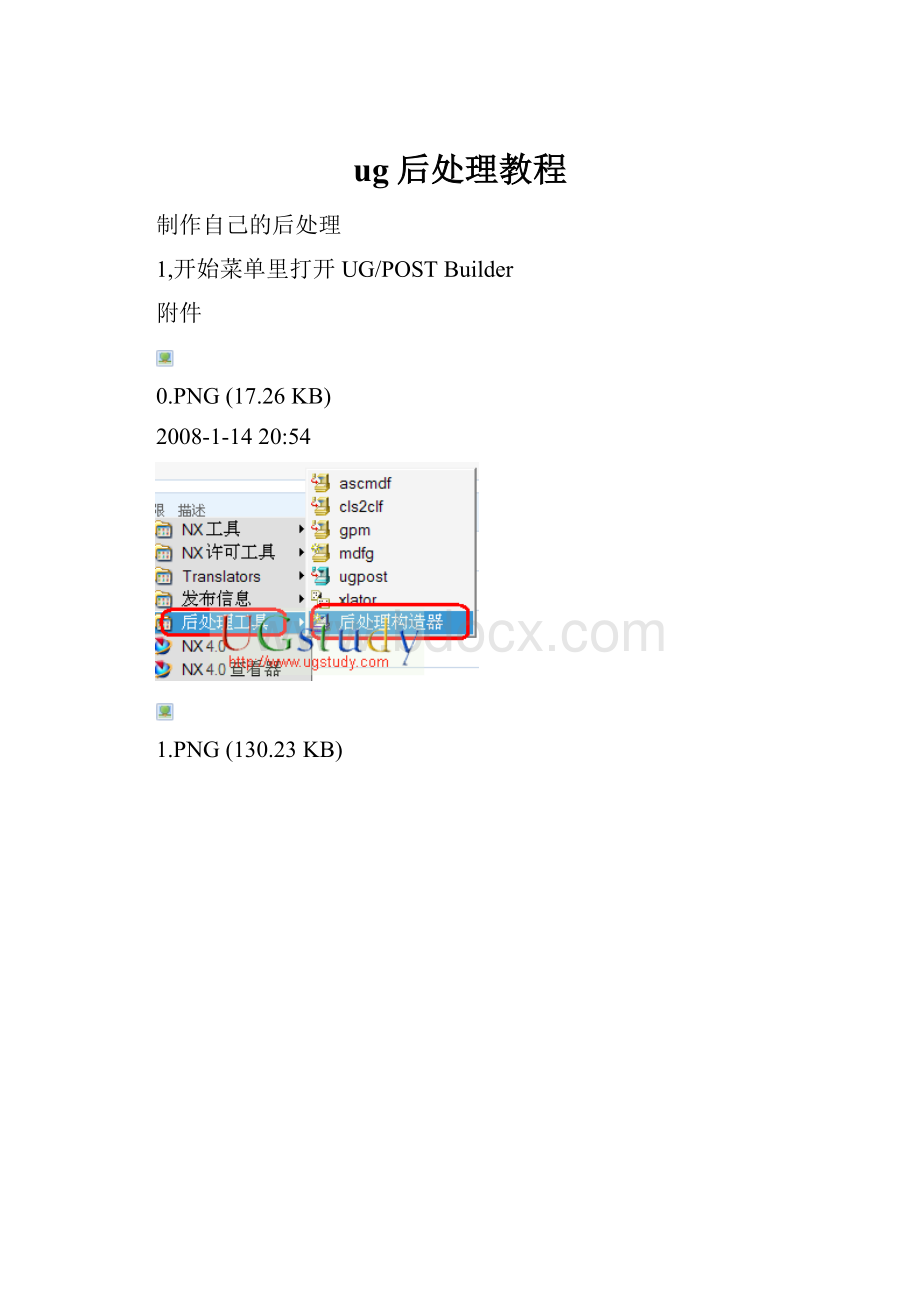
1,开始菜单里打开UG/POSTBuilder
附件
0.PNG(17.26KB)
2008-1-1420:
54
1.PNG(130.23KB)
下面说说UG/POSTBuilder的界面和一些基本的东西
3.PNG(58.59KB)
2008-1-1420:
55
33.gif(151.06KB)
2008-1-1420:
55
4.PNG(28.3KB)
2008-1-1420:
55
5.PNG(34.86KB)2008-1-1420:
55
6.PNG(19.69KB)
2008-1-1420:
55
设定螺旋下刀的方式
增加一个自定义命令,拖到%下一行,如图,
加入以下命令
uplevel#0{
setmom_kin_helical_arc_output_modeLINEAR
MOM_reload_kinematics
}
完成
1.PNG(19.56KB)
2008-1-1421:
03
2.PNG(17.77KB)
2008-1-1421:
03
加turbo,使后处理速度快5~6倍
再在如图位置增加一个自定义命令
输入以下内容
uplevel#0{
setmom_kin_is_turbo_output "TRUE"
MOM_reload_kinematics
}
完成
1.PNG(12.15KB)
2008-1-1421:
05
加turbo,使后处理速度快5~6倍
这个命令可以使后处理速度快5~6倍,一个字“快”
加入这个命令后,如果不想自动开油的话要修改下面三个地方,只有加了turbo的才改这三个地方
以下内容需要回复才能看到
3.PNG(37.32KB)
2008-1-1421:
06
4.PNG(33.89KB)
2008-1-1421:
06
自己的自定义设置
如果自己喜欢在每次程式开始时做一次Z轴回零的动作,按以下三个图设置
以下内容需要回复才能看到
2.PNG(16.78KB)
2008-1-1421:
10,阅读权限:
11
3.PNG(19.15KB)
2008-1-1421:
10,阅读权限:
11
自己的自定义设置
有些高速机要在程式开始前加入G05.1Q1,有的又要加其它指令,但不管加什么指令,按以下方法都可以搞定
以下内容需要回复才能看到
4.PNG(17.96KB)
2008-1-1421:
11
5.PNG(14.47KB)
2008-1-1421:
11
6.PNG(20.62KB)
2008-1-1421:
11
7.PNG(12.77KB)
2008-1-1421:
11
在程式尾加入G05.1Q0G49,和程式头的方法一样。
把M02改为M30,点击M02进行修改,方法如图
以下内容需要回复才能看到
8.PNG(15.09KB)
2008-1-1421:
13
在程式头或程式尾加一些强制性输出的指令也可以用以下方法搞定,以加入G05.1Q1为例
增加一个自定义命令,在里面添加如下命令
MOM_output_literal"G05.1Q1"
如果要多加几行指令,只需换行重复以上的动作,只是G05.1Q1要换成其它的指令罢了
以下内容需要回复才能看到
加入刀具信息
在弹出的对话框中输入如下指令
globalmom_tool_diameter
globalmom_tool_corner1_radius
globalmom_tool_name
MOM_output_literal"($mom_tool_name D=[format"%.2f"$mom_tool_diameter]R=[format"%.2f"$mom_tool_corner1_radius])"
注意,D和R都可以改成你方便识别的文字,也可以改成汉字,不过要你的机床能识别汉字,%.2f是输出刀具信息的精度,这个意思是小数点后面2位数,2可以改成其它数字,其它地方就不要改了。
以下内容需要回复才能看到
1.PNG(62.21KB)
2008-1-1421:
17
2.PNG(31.04KB)
2008-1-1421:
17
程式尾的做法_加入加工时间
和程式头的做法一样,这里就不详细说明了
这里就说一下加入加工时间
在自定义命令里输入如下指令
globalmom_machine_time
MOM_output_literal"(TIME:
[format "%.2f"$mom_machine_time]MIN)"
以下内容需要回复才能看到
1.PNG(27.68KB)
2008-1-1421:
20
G02G03走R的方法
如图:
victory:
以下内容需要回复才能看到
1.PNG(26.42KB)
2008-1-1421:
26
2.PNG(14.55KB)
2008-1-1421:
26
3.PNG(13.04KB)
2008-1-1421:
26
也可以找到下图位置进行修改,方法一样的
注意,圆弧改成走R后不能加trubo指令,因为经本人测试过不能用,为什么?
我也不知道,(还在摸索中)!
希望高手看到后指点小弟一下,小弟不胜感激!
以下内容需要回复才能看到
5.PNG(29.56KB)
2008-1-1421:
26
最后设定
保存后在\MACH\resource\postprocessor生成如图三个文件
以下内容需要回复才能看到
1.PNG(21.35KB)
2008-1-1421:
30
2.PNG(23.74KB)
2008-1-1421:
30
3.PNG(19.23KB)
2008-1-1421:
30
批处理
这样做的批处理,单条程式处理出来没问题,批处理就有问题,看到的朋友希望你们谨慎用之
有路过的高手看到后,还望在此指点小弟一下,小弟不胜感激(呵呵,感激你的不止小弟一人哦)!
附件
1.PNG(27.6KB)
2008-1-1421:
32
9.PNG(11.61KB)
2008-1-1421:
13
 升级会员
升级会员 