焊接检验规范.docx
《焊接检验规范.docx》由会员分享,可在线阅读,更多相关《焊接检验规范.docx(8页珍藏版)》请在冰豆网上搜索。
焊接检验规范
焊接检验规范
焊接检验规范
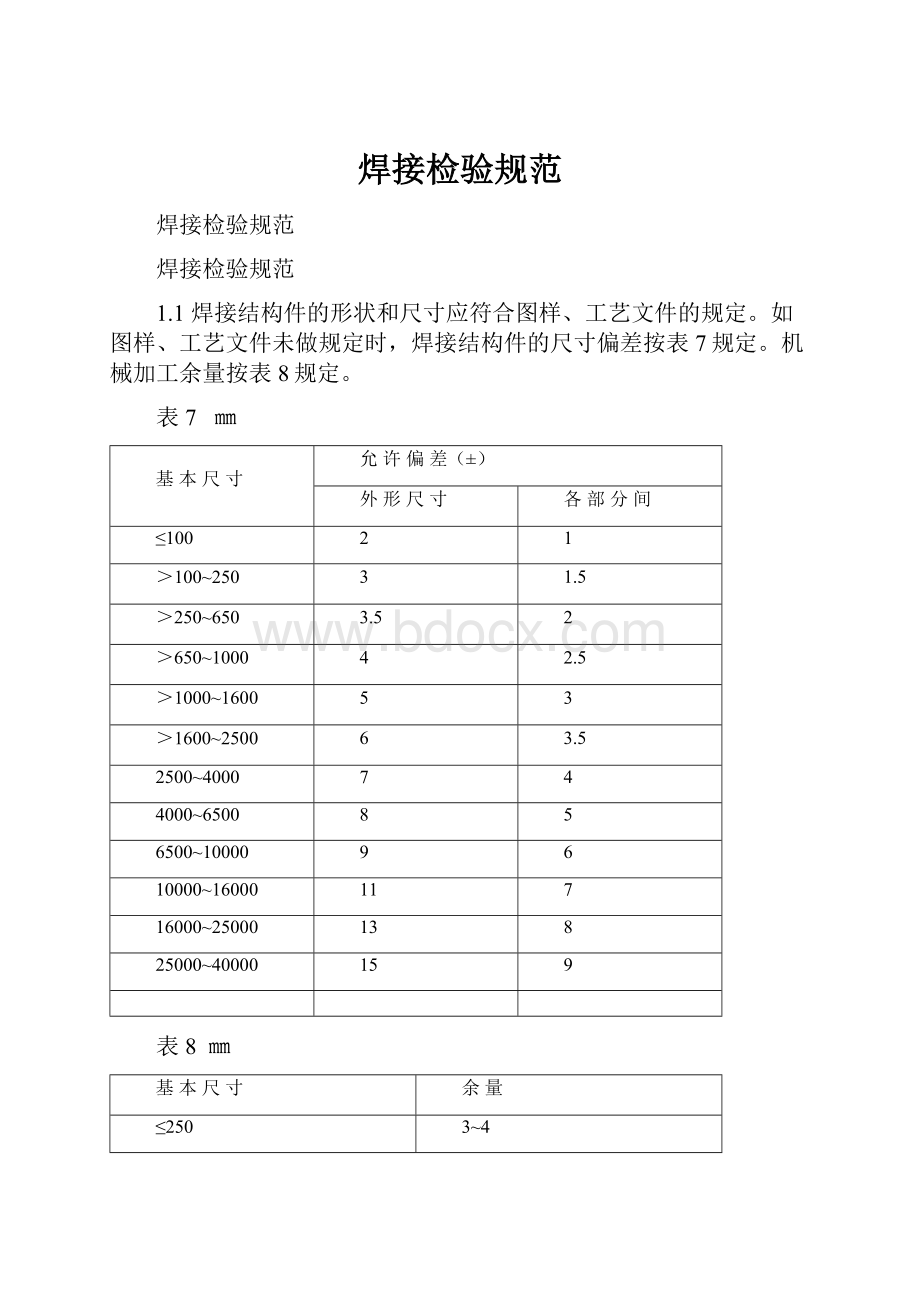
1.1焊接结构件的形状和尺寸应符合图样、工艺文件的规定。
如图样、工艺文件未做规定时,焊接结构件的尺寸偏差按表7规定。
机械加工余量按表8规定。
表7㎜
基本尺寸
允许偏差(±)
外形尺寸
各部分间
≤100
2
1
>100~250
3
1.5
>250~650
3.5
2
>650~1000
4
2.5
>1000~1600
5
3
>1600~2500
6
3.5
2500~4000
7
4
4000~6500
8
5
6500~10000
9
6
10000~16000
11
7
16000~25000
13
8
25000~40000
15
9
表8㎜
基本尺寸
余量
≤250
3~4
>250~800
4~6
>800~2000
6~8
>2000~4000
8~12
4000~7000
12~16
7000~10000
16~20
10000~12000
20~22
12000~25000
22~26
1.2焊接结构零件在装配前必须经检查合格。
装配焊接结构零件时,必须保持图样上所注明的尺寸。
对于不合格的零件,禁止强力组装。
1.3装配焊接结构时,两个焊件(或焊边)相互位置的偏差应符合下列规定:
1.3.1装配对接接头时,允许偏差按表9规定。
表9㎜
简图
钢板厚度δ
1~4
5~12
13~18
>18
δe
a
e
δ
a
两边上下偏差的允许值
e
<0.5
<1.0
<1.5
<2.0
1.3.2装配搭接接头时,搭接宽度的偏差范围应为-2~+1.0㎜。
(图2)
b△b
δ
a
图2
1.3.3装配截面复杂的结构时(图3),允许偏差按表10规定。
表11㎜
焊件厚度
定位焊缝高度
焊缝长度
间距
≤4
<4
5~10
50~100
>4—12
3~6
10~20
100~200
>12
~6
15~30
100~300
1.4.3对于主要的焊接结构件,在可能的条件下,应在背面定位焊,当正面焊好后,将背面的定位焊缝铲除后再焊背面。
1.4.4在焊缝交叉处和急剧变化的部位,不得进行定位焊。
1.4.5定位焊缝有裂纹时,必须铲除重焊,弧坑要填满。
1.5超过规定偏差限度的焊接结构边缘上的裂纹和其它缺陷,应由技术检验部门检验同意后,用优良的焊条补焊。
1.6装配完毕的焊接结构件经检验合格后方可焊接。
1.7焊接前,应先清除焊接坡口区及距焊缝边缘20㎜以内的污物,如铁锈、氧化皮、油污、毛刺、熔渣、油漆等。
1.8在露天焊接时,凡遇下雨、下雪、大风、或大雾的情况,应采取保护措施,否则不得进行焊接。
1.9在0℃以下焊接时,应遵照下列条件:
a.保证在焊接过程中,焊缝能自由收缩;
b.不准用重锤打击所焊结构;
c.焊前进行预热。
对于普通低合金钢要求的预热温度按表12规定。
表12
板厚㎜
预热措施
δ≤
-10℃以下预热100~150℃
δ>
-5℃以下预热100~150℃
δ>
0℃以下预热100~150℃
δ>
均预热100~150℃
1.10双面对焊应清除焊根。
1.11焊缝应满足下列规定:
a.焊缝的形状、尺寸应符合图样、工艺文件和相关标准的要求;
b.焊缝应具有均匀的鳞状波纹表面,并在全长上保持一致。
c.焊缝缺陷的规定(表13)
表13
序
号
缺陷名称
缺陷尺寸及允许偏差
1
咬肉
咬肉的长度不超过焊缝长度的15﹪,其深度不超过:
δ≤10㎜,△δ=0.5㎜
δ>10㎜,△δ=1㎜
δ>40㎜,△δ=1.5㎜
2
烧穿
不允许
3
裂纹
不允许
4
焊缝间断
不允许
5
露出弧坑状的缺陷
不允许
6
鳞状波纹高低不一或太高,波纹形成不均匀
不允许
7
焊缝高度不正确(凸出太高或高度不够)
对接焊缝:
△h=±1㎜
角焊缝:
当K<6㎜时,△h=0.5㎜
当K=6~12㎜时,△h=1.0㎜
当K>12㎜时,△h=1.5㎜
超过焊缝高度偏差的局部偏差,不应大于焊缝总长的10﹪。
偏差长度在15㎜以下,应计算为局部偏差。
8
焊缝尺寸不正确
K<6㎜,△K=+1.0㎜
-0.5㎜
K≤14㎜,△K=+1.5㎜
-1.0㎜
K>14㎜,△K=+2㎜
-1.0㎜
9
气孔
不允许
10
焊缝宽度不均匀
B<20㎜,△B=1㎜
B≥20~30㎜,△B=1.5㎜
B>30㎜,△B=2㎜
11
未焊透
不允许
d.焊接后,必须将焊缝上的飞溅、熔渣等清除干净。
1.12焊接变形的矫正,可以用人工、火焰或在机械上进行。
在热状态下的矫正,不准在温度300~500℃时进行。
1.13用火焰加热矫正时,加热温度可在700~850℃之间。
一般不宜超过900℃。
1.14重要部位焊接的要求:
1.14.1不允许采用十字焊缝。
筒节的纵缝和筒节与封头的拼接焊缝、相邻两筒节的纵缝应错开,其焊缝中心线之间的外圆弧长应大于筒体厚度的3倍,且不小于100㎜。
1.14.1临时吊耳和拉筋的垫板割除后留下的焊疤必须打磨平滑,并且确保表面无裂纹等缺陷。
打磨后的厚度不应小于该部位的设计厚度。
1.14.2对焊焊缝高度3㎜。
同一条焊缝,焊缝高度偏差不大于1㎜,焊缝宽度偏差不大于1.5㎜。
对接焊缝直线度不大于1.5㎜。
1.14.3角焊缝的焊脚高度,应符合技术标准和图样的规定,外形应圆滑过渡。
1.14.4咬边不超过板厚的10﹪,最大不超过0.5㎜,连续长度不超过100㎜,且总长度不超过焊缝长度的10﹪。
1.14.5焊缝均匀,与母材应圆滑过渡,不得有表面裂纹、未焊透、未熔合、表面气孔、弧坑、未填满和肉眼可见的夹渣等缺陷。
1.14.6焊缝返修应经责任工程师批准后实施。
同一部位(指焊补的填充金属重叠的部位)的返修次数不宜超过2次。
超过2次以上的返修,应经责任工程师批准,并应将返修的次数、部位、返修后的检验结果和技术负责人的批准签字记入检验记录中。
返修的现场记录应详尽,其内容至少包括坡口型式、尺寸、返修长度、焊材牌号及规格、焊接位置和施焊者。
1.14.7焊缝上的熔渣和两側的飞溅物必须清除。
1.14.8所有焊缝都必须进行外部检查,以判断有无本规范4.11所不允许的缺陷。
外部检查应在渗漏试验之前进行。
1.14.11图样规定有焊缝机械性能要求的,必须进行机械性能试验。
焊缝的机械性能试验按GB/2649《焊接接头机械性能试验取样法》,GB/2650《焊接接头冲击试验法》,GB/2651《焊接接头拉伸试验法》,GB/2652《焊缝(及堆焊)金属拉伸试验法》,GB/2653《焊接接头弯曲及压角试验法》的规定,检查。
1.15焊缝检查方法。
a.用肉眼或放大镜检查外部;
b.用尺和样板检查尺寸;
c.用手锤(重0.5~1kg,柄长300㎜)敲击焊缝,从声音上判别焊缝是否与母体金属相同;
 升级会员
升级会员 