三立方米储气罐焊接工艺卡压力容器.docx
《三立方米储气罐焊接工艺卡压力容器.docx》由会员分享,可在线阅读,更多相关《三立方米储气罐焊接工艺卡压力容器.docx(27页珍藏版)》请在冰豆网上搜索。
三立方米储气罐焊接工艺卡压力容器
编号:
JLB-H4
焊接工艺卡
产品图号:
CSW702-Z070527-00工作令号:
090207
产品名称:
3M3储气罐容器类别:
一类
产品编号:
09/R007-1文件编号:
HK07007
编制:
审核:
XXX厂
XXX厂
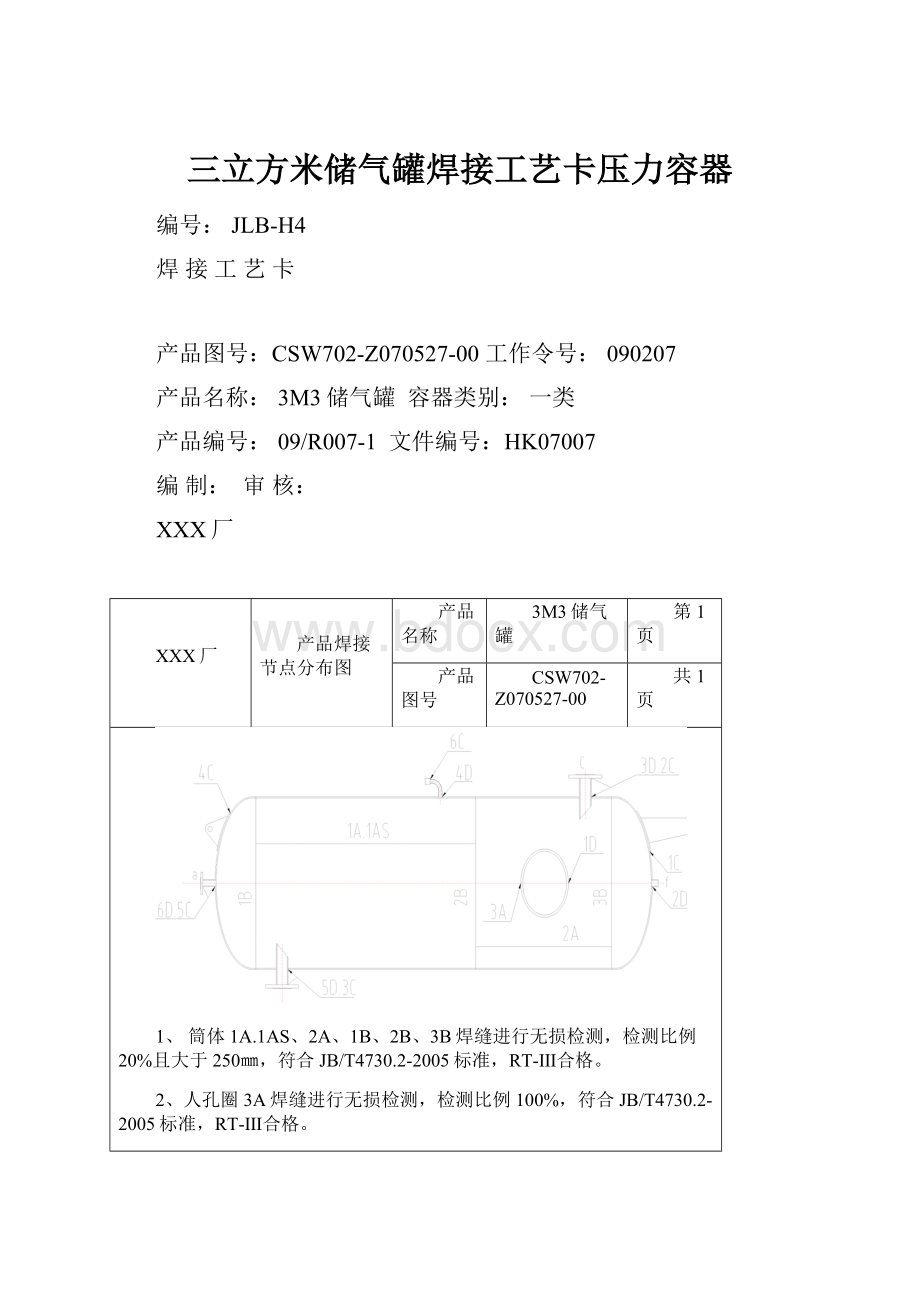
产品焊接节点分布图
产品名称
3M3储气罐
第1页
产品图号
CSW702-Z070527-00
共1页
1、筒体1A.1AS、2A、1B、2B、3B焊缝进行无损检测,检测比例20%且大于250㎜,符合JB/T4730.2-2005标准,RT-Ⅲ合格。
2、人孔圈3A焊缝进行无损检测,检测比例100%,符合JB/T4730.2-2005标准,RT-Ⅲ合格。
更改标记
签名
更改标记
签名
更改标记
签名
更改标记
签名
XXX厂
接头编号表
产品名称
3M3储气罐
第1页
产品图号
CSW702-Z070527-00
共2页
接头编号
焊接工艺卡编号
焊接工艺评定编号
焊工持证项目
无损检测要求
1A.1AS、2A、1B-3B
HK09120-1
PD-15C、PD-12C
SMAW-Ⅱ-1G-12-F3J
≥20%且不少于250,RT-Ⅲ
3A
HK09120-2
PD-2C
SMAW-Ⅱ-1G-12-F3J
100%,RT-Ⅲ
1D
HK09120-3
PD-9C、PD-12C
SMAW-Ⅱ-2FG-12/42-F3J
2D
HK09120-4
PD-9C、PD-12C
SMAW-Ⅱ-2FG-12/42-F3J
3D、5D
HK09120-5
PD-9C、PD-12C
SMAW-Ⅱ-2FG-12/42-F3J
4D
HK09120-6
PD-9C、PD-12C
SMAW-Ⅱ-2FG-12/42-F3J
6D
HK09120-7
PD-9C、PD-12C
SMAW-Ⅱ-2FG-12/42-F3J
1C、4C
HK09120-8
PD-12C
SMAW-Ⅱ-2FG-12/42-F3J
2C、3C
HK09120-9
PD-1C、PD-2C
SMAW-Ⅱ-2FG-12/42-F3J
5C
HK09120-10
PD-1C、PD-2C
SMAW-Ⅱ-2FG-12/42-F3J
6C
HK09120-11
PD-6C
GTAW-Ⅰ/Ⅱ-6FG-12/10-02
更改标记
签名
更改标记
签名
更改标记
签名
更改标记
签名
XXX厂
焊接材料汇总表
第1页
共1页
焊缝编号
焊条电弧焊SMAW
埋弧焊SAW
气体保护焊MIG/TIG
牌号/规格
烘干温度/时间
数量(根)
牌号/规格
焊剂
烘干温度/时间
数量(㎏)
牌号/规格
保护气体
纯度
数量(㎏)
1A.1AS、2A、1B-3B
J507/φ3.2
400/1
90
H10Mn2/φ4
HJ431
250/2h
10
J507/φ4
150
3A
J427/φ3.2
400/1
2
J427/φ4
15
1D
J507/φ3.2
400/1
15
J507/φ4
20
2D
J507/φ3.2
400/1
1
J507/φ4
4
3D、5D
J507/φ3.2
400/1
4
J507/φ4
10
4D
J507/φ3.2
400/1
1
J507/φ4
2
6D
J507/φ3.2
400/1
1
J507/φ4
3
1C、4C
J507/φ4
400/1
20
2C、3C
J427/φ4
400/1
7
5C
J427/φ4
400/1
2
6C
H10MnSi/φ2
Ar
99%
0.5
更改标记
签名
更改标记
签名
更改标记
签名
更改标记
签名
XXX厂
焊接工艺卡
工艺卡编号
第页
HK09120-1
共页
产品名称
3M3储气罐
产品图号
CSW702-070527-00
零部件名称
筒体纵缝、筒体/封头
零部件图号
材料牌号
16MnR/Q345
焊接材料
焊接节点图:
本工艺适用于1A.1AS、2A、1B-3B焊缝
序号
焊接工艺过程
牌号
规格
烘干温度(℃)
保温时间(h)
1
彻底清除焊接部位的油污、水锈以及杂物。
J507
φ3.2
400
1
2
装配定位焊,无裂纹。
J507
φ4
400
1
3
按焊接层次(1-3)进行施焊。
采用碳弧气刨反面清根,
H10MnSi
φ4
打磨见金属光泽。
HJ431
250
2
4
去焊渣及焊接飞溅物。
技术要求:
5
焊接质量检验:
a.外观检验:
焊工自检合格,标上焊工代号。
b.焊接检验员进行外观检验,并确认。
c.检测比例:
RT20%,符合JB/T4730-2005标准,Ⅲ级合
焊后热处理:
格。
产品试板100%,RTⅢ合格。
焊工资格:
SMAW-Ⅱ-1G-12-F3J、SAW-1G(K)-07/09
焊接规范参数
预热
方法
预热
温度
层间
温度
(℃)
焊接方法
层次
焊机
种类
极性
焊材
牌号
焊材规格
(φ)mm
钨极直径
(φ)mm
焊接电流
(A)
电弧电压
(V)
焊接速度
mm/min
焊剂牌号
气体种类
流量
L/min
线能量
KJ/min
工艺评定编号
SMAW
点固
直流
反接
J507
φ3.2
100-130
20-23
PD-15C、PD-12C
SMAW
1
直流
反接
J507
φ3.2
100-130
20-23
120-150
SMAW
2
直流
反接
J507
φ4
140-160
24-27
140-170
SAW
3
直流
反接
H10Mn2
φ4
540-580
33-35
480-520
更改标记
签名
更改标记
签名
更改标记
签名
更改标记
签名
XXX厂
焊接工艺卡
工艺卡编号
第页
HK09120-2
共页
产品名称
3M3储气罐
产品图号
CSW702-070527-00
零部件名称
椭圆人孔纵缝
零部件图号
材料牌号
20g
焊接材料
焊接节点图:
本工艺适用于3A焊缝
序号
焊接工艺过程
牌号
规格
烘干温度(℃)
保温时间(h)
1
彻底清除焊接部位的油污、水锈以及杂物。
J427
φ3.2
400
1
2
装配定位焊,无裂纹。
J427
φ4
400
1
3
按焊接层次(1-5)进行施焊。
4
去焊渣及焊接飞溅物。
5
焊接质量检验:
技术要求:
a.外观检验:
焊工自检合格,标上焊工代号。
b.焊接检验员进行外观检验,并确认。
c.检测比例:
RT100%,符合JB/T4730-2005标准,Ⅲ级合
格。
焊后热处理:
焊工资格:
SMAW-Ⅱ-1G-12-F3J
焊接规范参数
预热
方法
预热
温度
层间
温度
(℃)
焊接方法
层次
焊机
种类
极性
焊材
牌号
焊材规格
(φ)mm
钨极直径
(φ)mm
焊接电流
(A)
电弧电压
(V)
焊接速度
mm/min
焊剂牌号
气体种类
流量
L/min
线能量
KJ/min
工艺评定编号
SMAW
点固
直流
反接
J427
φ3.2
100-130
20-23
PD-2C
SMAW
1
直流
反接
J427
φ3.2
100-130
20-23
120-150
SMAW
2-5
直流
反接
J427
φ4
140-170
23-27
150-180
更改标记
签名
更改标记
签名
更改标记
签名
更改标记
签名
XXX厂
焊接工艺卡
工艺卡编号
第页
HK09120-3
共页
产品名称
3M3储气罐
产品图号
CSW702-070527-00
零部件名称
人孔/筒体
零部件图号
材料牌号
Q345/16MnR/20g
焊接材料
焊接节点图:
本工艺适用于1D焊缝
序号
焊接工艺过程
牌号
规格
烘干温度(℃)
保温时间(h)
1
彻底清除焊接部位的油污、水锈以及杂物。
J507
φ3.2
400
1
2
装配定位焊,无裂纹。
J507
φ4
400
1
3
按焊接层次(1-5)进行施焊。
4
去焊渣及焊接飞溅物。
5
焊接质量检验:
技术要求:
a.外观检验:
焊工自检合格。
b.焊接检验员进行外观检验,并确认。
焊后热处理:
焊工资格:
SMAW-Ⅱ-2FG-12/42-F3J
焊接规范参数
预热
方法
预热
温度
层间
温度
(℃)
焊接方法
层次
焊机
种类
极性
焊材
牌号
焊材规格
(φ)mm
钨极直径
(φ)mm
焊接电流
(A)
电弧电压
(V)
焊接速度
mm/min
焊剂牌号
气体种类
流量
L/min
线能量
KJ/min
工艺评定编号
SMAW
点固
直流
反接
J507
φ3.2
100-130
20-24
PD-12C.PD-9C
SMAW
1.2.4
直流
反接
J507
φ3.2
100-130
20-24
120-150
SMAW
3.5
直流
反接
J507
φ4
140-170
23-27
150-180
更改标记
签名
更改标记
签名
更改标记
签名
更改标记
签名
XXX厂
焊接工艺卡
工艺卡编号
第页
HK09120-4
共页
产品名称
3M3储气罐
产品图号
CSW702-070527-00
零部件名称
束节/筒体
零部件图号
材料牌号
Q345/16MnR/20#
焊接材料
焊接节点图:
本工艺适用于2D焊缝
序号
焊接工艺过程
牌号
规格
烘干温度(℃)
保温时间(h)
1
彻底清除焊接部位的油污、水锈以及杂物。
J507
φ3.2
400
1
2
装配定位焊,无裂纹。
J507
φ4
400
1
3
按焊接层次(1-4)进行施焊。
4
去焊渣及焊接飞溅物。
5
焊接质量检验:
技术要求:
a.外观检验:
焊工自检合格。
b.焊接检验员进行外观检验,并确认。
焊后热处理:
焊工资格:
SMAW-Ⅱ-2FG-12/42-F3J
焊接规范参数
预热
方法
预热
温度
层间
温度
(℃)
焊接方法
层次
焊机
种类
极性
焊材
牌号
焊材规格
(φ)mm
钨极直径
(φ)mm
焊接电流
(A)
电弧电压
(V)
焊接速度
mm/min
焊剂牌号
气体种类
流量
L/min
线能量
KJ/min
工艺评定编号
SMAW
点固
直流
反接
J507
φ3.2
100-130
20-24
PD-12C..PD-9C
SMAW
1.2
直流
反接
J507
φ3.2
100-130
20-24
120-150
SMAW
3.4
直流
反接
J507
φ4
140-170
23-27
150-180
更改标记
签名
更改标记
签名
更改标记
签名
更改标记
签名
XXX厂
焊接工艺卡
工艺卡编号
第页
HK09120-5
共页
产品名称
3M3储气罐
产品图号
CSW702-070527-00
零部件名称
接管/筒体
零部件图号
材料牌号
Q345/16MnR/20#
焊接材料
焊接节点图:
本工艺适用于3D、5D焊缝
序号
焊接工艺过程
牌号
规格
烘干温度(℃)
保温时间(h)
1
彻底清除焊接部位的油污、水锈以及杂物。
J507
φ3.2
400
1
2
装配定位焊,无裂纹。
J507
φ4
400
1
3
按焊接层次(1-4)进行施焊。
4
去焊渣及焊接飞溅物。
5
焊接质量检验:
技术要求:
a.外观检验:
焊工自检合格。
b.焊接检验员进行外观检验,并确认。
焊后热处理:
焊工资格:
SMAW-Ⅱ-2FG-12/42-F3J
焊接规范参数
预热
方法
预热
温度
层间
温度
(℃)
焊接方法
层次
焊机
种类
极性
焊材
牌号
焊材规格
(φ)mm
钨极直径
(φ)mm
焊接电流
(A)
电弧电压
(V)
焊接速度
mm/min
焊剂牌号
气体种类
流量
L/min
线能量
KJ/min
工艺评定编号
SMAW
点固
直流
反接
J507
φ3.2
100-130
20-24
PD-12C..PD-9C
SMAW
1.2
直流
反接
J507
φ3.2
100-130
20-24
120-150
SMAW
3.4
直流
反接
J507
φ4
140-170
23-27
150-180
更改标记
签名
更改标记
签名
更改标记
签名
更改标记
签名
XXX厂
焊接工艺卡
工艺卡编号
第页
HK09120-6
共页
产品名称
3M3储气罐
产品图号
CSW702-070527-00
零部件名称
接管/筒体
零部件图号
材料牌号
Q345/16MnR/20#
焊接材料
焊接节点图:
本工艺适用于4D焊缝
序号
焊接工艺过程
牌号
规格
烘干温度(℃)
保温时间(h)
1
彻底清除焊接部位的油污、水锈以及杂物。
J507
φ3.2
400
1
2
装配定位焊,无裂纹。
J507
φ4
400
1
3
按焊接层次(1-4)进行施焊。
4
去焊渣及焊接飞溅物。
5
焊接质量检验:
技术要求:
a.外观检验:
焊工自检合格。
b.焊接检验员进行外观检验,并确认。
焊后热处理:
焊工资格:
SMAW-Ⅱ-2FG-12/42-F3J
焊接规范参数
预热
方法
预热
温度
层间
温度
(℃)
焊接方法
层次
焊机
种类
极性
焊材
牌号
焊材规格
(φ)mm
钨极直径
(φ)mm
焊接电流
(A)
电弧电压
(V)
焊接速度
mm/min
焊剂牌号
气体种类
流量
L/min
线能量
KJ/min
工艺评定编号
SMAW
点固
直流
反接
J507
φ3.2
100-130
20-24
PD-12C..PD-9C
SMAW
1.2
直流
反接
J507
φ3.2
100-130
20-24
120-150
SMAW
3.4
直流
反接
J507
φ4
140-170
23-27
150-180
更改标记
签名
更改标记
签名
更改标记
签名
更改标记
签名
XXX厂
焊接工艺卡
工艺卡编号
第页
HK09120-7
共页
产品名称
3M3储气罐
产品图号
CSW702-070527-00
零部件名称
接管/筒体
零部件图号
材料牌号
Q345/16MnR/20#
焊接材料
焊接节点图:
本工艺适用于6D焊缝
序号
焊接工艺过程
牌号
规格
烘干温度(℃)
保温时间(h)
1
彻底清除焊接部位的油污、水锈以及杂物。
J507
φ3.2
400
1
2
装配定位焊,无裂纹。
J507
φ4
400
1
3
按焊接层次(1-4)进行施焊。
4
去焊渣及焊接飞溅物。
5
焊接质量检验:
技术要求:
a.外观检验:
焊工自检合格。
b.焊接检验员进行外观检验,并确认。
焊后热处理:
焊工资格:
SMAW-Ⅱ-2FG-12/42-F3J
焊接规范参数
预热
方法
预热
温度
层间
温度
(℃)
焊接方法
层次
焊机
种类
极性
焊材
牌号
焊材规格
(φ)mm
钨极直径
(φ)mm
焊接电流
(A)
电弧电压
(V)
焊接速度
mm/min
焊剂牌号
气体种类
流量
L/min
线能量
KJ/min
工艺评定编号
SMAW
点固
直流
反接
J507
φ3.2
100-130
20-24
PD-12C..PD-9C
SMAW
1.2
直流
反接
J507
φ3.2
100-130
20-24
120-150
SMAW
3.4
直流
反接
J507
φ4
140-170
23-27
150-180
 升级会员
升级会员 