压铸机维修作业指导维修流程图.docx
《压铸机维修作业指导维修流程图.docx》由会员分享,可在线阅读,更多相关《压铸机维修作业指导维修流程图.docx(13页珍藏版)》请在冰豆网上搜索。
压铸机维修作业指导维修流程图
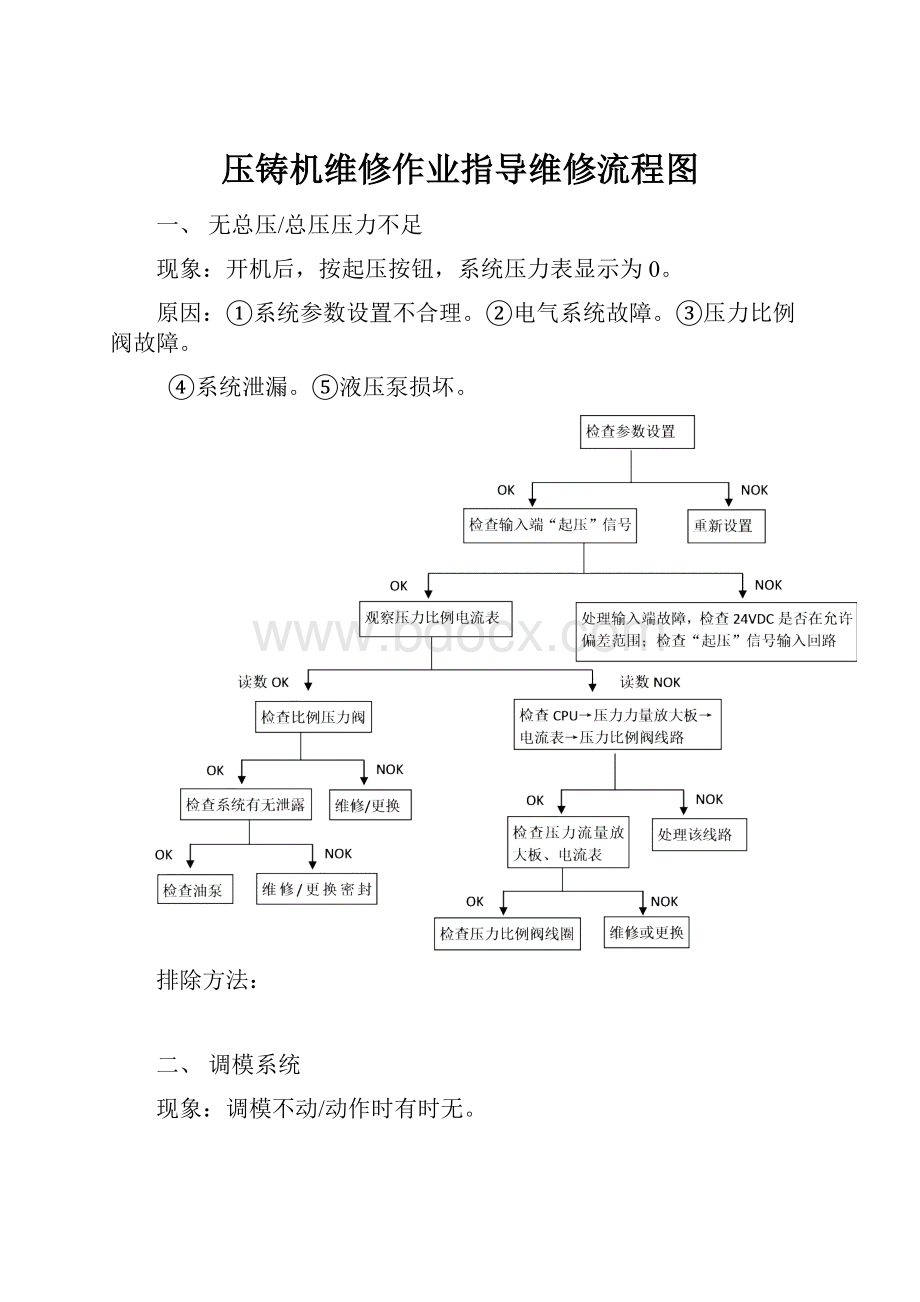
一、无总压/总压压力不足
现象:
开机后,按起压按钮,系统压力表显示为0。
原因:
①系统参数设置不合理。
②电气系统故障。
③压力比例阀故障。
④系统泄漏。
⑤液压泵损坏。
排除方法:
二、调模系统
现象:
调模不动/动作时有时无。
原因:
①缺少润滑油/脂。
②调模压力/流量参数设置不合理。
③电气输入、输出信号。
④调模液压阀故障。
⑤机身水平度偏差过大。
⑥动、定模平行度偏差太大。
⑦机械传动部分故障。
处理方法:
三、无自动
现象:
关门后无动作。
附自动动作条件:
1、手动、自动旋钮处于“自动”位。
2、安全门关门到位。
3、抽芯限位到位。
4、顶针回位。
5、锤头回位。
6、开模到位。
7、调模无选择。
原因:
①输入、输出信号故障。
②系统压力/流量不足。
四、开、锁模系统
现象:
1、无锁模。
附锁模动作条件:
①门锁开关ON时,关门到位。
②选择锁模前抽芯时,插芯到位。
③顶针回位。
④锤头回位。
⑤开模到位。
⑥喷雾机回位。
⑦液压安全阀得电。
⑧调模选择OFF。
`
2、无开模
五、顶针系统:
1、无顶出:
现象:
顶针缸顶前无动作。
2、无顶回:
同上
七、压射系统:
1、无压射:
现象:
注料后,无锤前动作。
原因:
①压射条件不满足。
②I/O模块故障。
③安全门模块故障。
④压射方向阀卡住。
⑤电气、线路故障。
2、无二快/快速不足
现象:
无二快动作;快速无力。
原因:
①快速蓄能器压力调整不当。
②二快参数设置不当。
③二快行程设置不当。
④N2压不足。
处理措施:
3、无增压:
现象:
压射曲线/打料压力表不显示增压压力。
原因:
①参数设置不合理。
②蓄能器N2压力与调整压力不合比例。
③电气故障(CPU方面,线路方面)。
④增压控制阀故障。
⑤注料量太少。
八、系统油温过高:
现象:
报警,显示液压油温度过高,1分钟后自动停机。
原因:
①冷却水流量、压力、温度不符合要求。
②低压泵压力过高。
③低压压力过高。
④系统升压速度过快。
⑤系统降压速度过慢。
⑥压射时间太长。
⑦液压系统内泄。
⑧蓄能时间太长。
⑨液压油变质,损坏。
⑩安全压力调整太低。
处理方法:
九、机铰润滑压力报警
现象:
压力不足10㎏/cm2,或压力为0。
原因:
①润滑系统泄漏。
②润滑油不符合要求。
③油泵吸油过滤器堵住。
④油泵压力阀卡住或损坏。
⑤油泵损坏。
⑥润滑间隔时间太长。
⑦润滑时间设置太短。
`
 升级会员
升级会员 