焊工合格项目说明新.docx
《焊工合格项目说明新.docx》由会员分享,可在线阅读,更多相关《焊工合格项目说明新.docx(10页珍藏版)》请在冰豆网上搜索。
焊工合格项目说明新
焊工合格项目说明-新
焊工合格项目说明
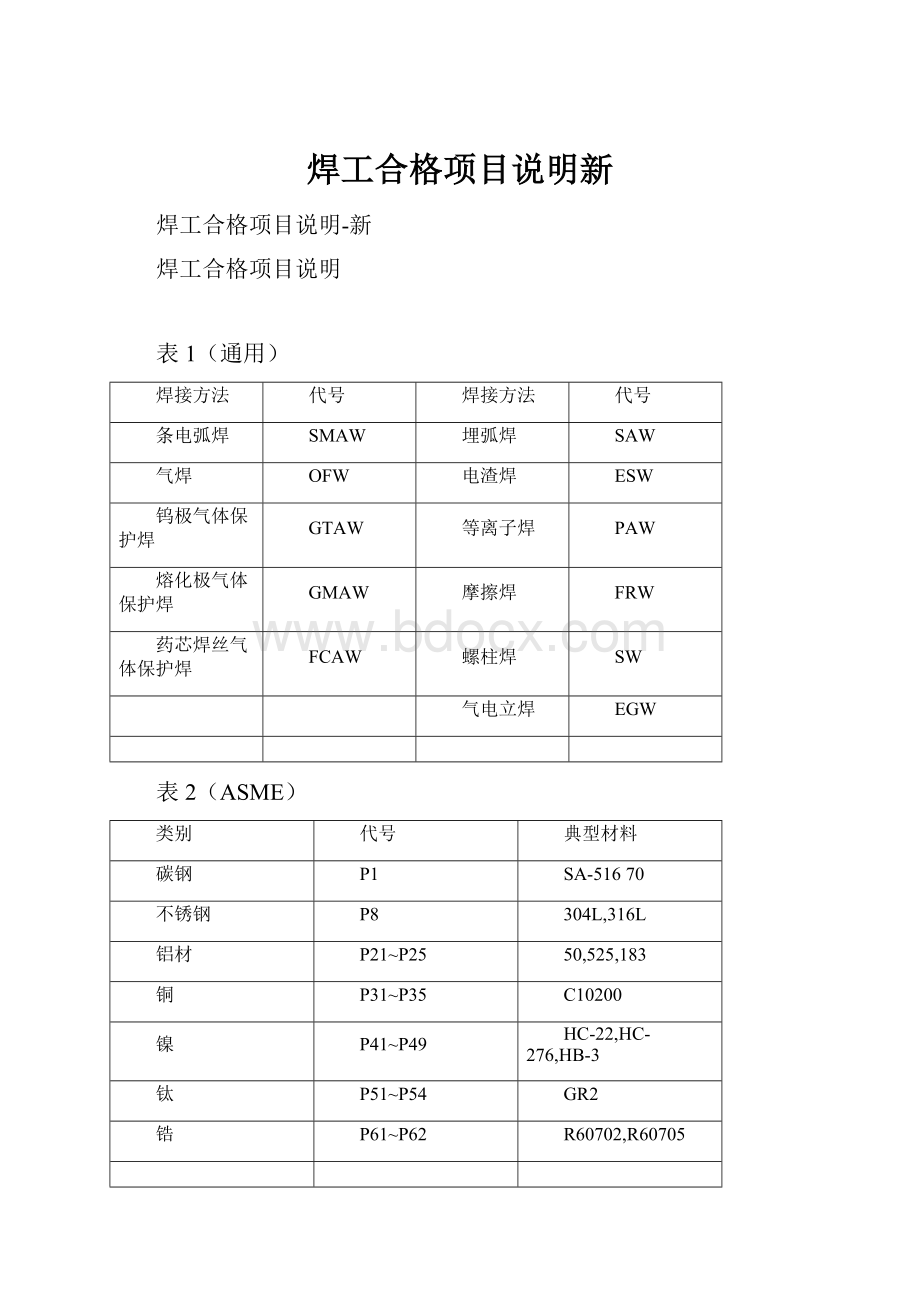
表1(通用)
焊接方法
代号
焊接方法
代号
条电弧焊
SMAW
埋弧焊
SAW
气焊
OFW
电渣焊
ESW
钨极气体保护焊
GTAW
等离子焊
PAW
熔化极气体保护焊
GMAW
摩擦焊
FRW
药芯焊丝气体保护焊
FCAW
螺柱焊
SW
气电立焊
EGW
表2(ASME)
类别
代号
典型材料
碳钢
P1
SA-51670
不锈钢
P8
304L,316L
铝材
P21~P25
50,525,183
铜
P31~P35
C10200
镍
P41~P49
HC-22,HC-276,HB-3
钛
P51~P54
GR2
锆
P61~P62
R60702,R60705
表3(ASME)
试板形式
位置
代号
板对接
平焊
1G
横焊
2G
立焊
3G
仰焊
4G
管对接
水平转动
1G
垂直固定
2G
水平固定
5G
45度固定
6G
角接头
平焊
1F
横焊
2F
立焊
3F
仰焊
4F
管板水平转动
2FR
管板水平固定
5F
螺柱焊
平焊
1S
横焊
2S
仰焊
4S
表4
㈢
有下列情况之一的,焊工要重新评定
①
焊接方法改变
②
对于SMAW、GTAW、GMAW(含FCAW)、PAW减去垫板(原评定有垫板的),对于OFW增加垫板的
③
母材P-NO.改变,除表4允许替代的以外
④
管直径超出表5允许的范围
⑤
焊接材料F-NO.改变,除表6
允许替代的以外
⑥
焊缝金属厚度超过表7允许的范围
⑦
焊接位置超出表8允许的范围
⑧
对于GTAW、PAW加减焊丝(即使用焊丝和不填丝之间的改变)需要重新评定
⑨
焊接位置超出表8允许的范围
⑩
对于SMAW、GTAW、GMAW(含FCAW)、PAW改变立向上为立向下或反之;增加或者减少嵌条,以及减少背部气体保护等都需要重新评定
㈣
坡口焊缝评定合格的,可以焊接任意厚度规格的角焊缝
表5材料适用范围(ASME)
评定试件母材
适用范围
P-或S-NO.1至P-或S-NO.11或P-或S-NO.34或P-或S-NO.41至P-或S-NO.49
P-或S-NO.1至P-或S-NO.11
和P-或S-NO.34和P-和
S-NO.41至P-或S-NO.49
P-或S-NO.21至P-或S-NO.25
P-或S-NO.21至P-或S-NO.25
P-或S-NO.51至P-或S-NO.53或P-或S-NO.61至P-或S-NO.62
P-或S-NO.51至P-或S-NO.53
和P-或S-NO.61至P-或S-NO.62
表6管外径适用范围(ASME)
对接
试管母材外径
适用范围
最小值
最大值
<25
D
不限
25≤D<73
25
不限
≥73
73
不限
角接
试管母材外径
适用范围
最小值
最大值
<25
D
不限
25≤D<73
25
不限
≥73
73
不限
表7焊接材料适用范围(ASME)
评定试件用焊材
适用范围
任一F-NO.6
所有的F-NO.6
任一F-NO.21至F-NO.25
所有的F-NO.21至F-NO.25
任一F-NO.31至F-NO.33,
F-NO.35至F-NO.37
只能用评定合格的F-NO.焊材
F-NO.34或任一F-NO.41至F-NO.46
F-NO.34和所有的F-NO.41至F-NO.46
任一F-NO.51至F-NO.55
全部F-NO.51至F-NO.55
任一F-NO.61
全部F-NO.61
任一F-NO.71至F-NO.72
只能用评定合格的F-NO.焊材
表8厚度适用范围(ASME)
焊缝形式
母材厚度T
适用于焊缝金属厚度
最小值
最大值
坡口焊缝
<13mm
不限制
2t
≥13mm
不限制
不限制(注)
注:
焊缝不少于3层
焊工合格项目说明
特种设备安全管理规范TSGZ6002-2010《特种设备焊接操作人员考核细则》
表1(通用)
焊接方法
代号
焊接方法
代号
条电弧焊
SMAW
埋弧焊
SAW
气焊
OFW
电渣焊
ESW
钨极气体保护焊
GTAW
等离子焊
PAW
熔化极气体保护焊
GMAW
摩擦焊
FRW
药芯焊丝气体保护焊
FCAW
螺柱焊
SW
气电立焊
EGW
表2试件类别、位置、代号及适应焊件焊缝及焊件位置
试件
适用焊件范围
对接焊缝
角焊缝位置
管板角焊缝焊件位置
类别
代号
试件位置
板和外径>600mm管
板和外径≤600mm管
板
材
对
接
焊
缝
1G
平焊
平
平(注2)
平
-
2G
横焊
平、横
平、横(注2)
平、横
-
3G
立焊
平、立(注1)
平(注2)
平、横、立
-
4G
仰焊
平、仰
平(注2)
平、横、仰
-
板
材
角
焊
缝
1F
平焊
-
-
平(注3)
-
2F
横焊
-
-
平、横(注3)
-
3F
立焊
-
-
平、横、立(注3)
-
4F
仰焊
平、横、仰(注3)
-
管
材
对
接
焊
缝
1G
水平转动
平
平
平
-
2G
垂直固定
平、横
平、横
平、横
-
5G
水平固定向上焊
平、立、仰
平、立、仰
平、立、仰
-
5GX
水平固定向下焊
平、立向下、仰
平、立向下、仰
平、立向下、仰
-
6G
45°固定向上焊
平、横、立、仰
平、横、立、仰
平、横、立、仰
-
6GX
45°固定向下焊
平、横、立向下、仰
平、横、立向下、仰
平、横、立向下、仰
-
管
材
角
焊
缝
1F
45°转动
-
-
平(注3)
-
2F
垂直固定横焊
-
-
平、横(注3)
-
2FR
水平转动
-
-
平、横、立(注3)
-
4F
垂直固定仰焊
-
-
平、横、仰(注3)
-
5F
水平固定
-
-
平、横、立、仰
-
管
板
角
接
焊
缝
2FG
垂直固定平焊
-
-
平、横
2FG
2FRG
水平转动
-
-
平、横
2FG、2FRG
4FG
垂直固定仰焊
-
-
平、横、仰
2FG、4FG
5FG
水平固定
-
-
平、横、立、仰
2FG、2FRG、5FG
6FG
45°固定
-
-
平、横、立、仰
所有位置
注1:
表中“立”表示向上立焊;向下立表示为“立向下”焊。
注2:
板材对接焊缝试件考试合格后,适用于管材对接焊缝试件事,管外径应大于等于管外径76mm。
注3:
板材角焊缝试件考试合格后,适用于管材角焊缝焊件时,管外径时应大于等于管外径76mm。
表3手工焊对接焊缝试件适用于随街焊缝焊件焊缝金属厚度范围mm
试件母材厚度T
最小值
最大值
<12mm
不限制
2t
≥12mm
不限制
不限制(注)
注:
当试件t≥12mm,且焊缝不得少于3层。
表4手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围mm
管材试件外径D
适用管材焊件外径范围
最小值
最大值
<25
D
不限
25≥D<76
25
不限
≥76
76
不限
≥300(管材向下焊试件)
76
不限
表5手工焊管板角接头试件适用于管板角接头焊缝尺寸范围mm
管材试件
适用管板角接头焊件尺寸范围
焊外
径D
管外径
管壁厚度
焊件焊缝金属厚度
最小值
最大值
最小值
最大值
<25
D
不限
不限
不限
板厚<12mm时,2t
板厚≥12mm时,不限
25≥D<76
25
不限
不限
≥76
76
不限
不限
表6手工焊焊工管材角焊缝试件适用于管材角焊缝焊件尺寸范围mm
管材试件外径D
适用角焊缝焊件范围
最小值
最大值
<25
D
不限
25≥D<76
25
不限
≥76
76
不限
表7手工焊焊工板材角焊缝试件适用于角焊缝焊件范围mm
试件母材厚度T
适用管材焊件外径范围
最小值
焊件类别
5-10
不限
板材角焊缝外径D≥76管材角焊缝
<5
T~2T
 升级会员
升级会员 