计测器常识.docx
《计测器常识.docx》由会员分享,可在线阅读,更多相关《计测器常识.docx(18页珍藏版)》请在冰豆网上搜索。
计测器常识
二、计测器常识
2.1常用计测器及操作手顺
目前我公司所用的卡尺有三种:
1游标卡尺2、表盘卡尺3、数显卡尺;三种卡尺使用
方法一样,但读数不同。
游标卡尺、表盘卡尺代号为“N”,数显卡尺代号为“DN”。
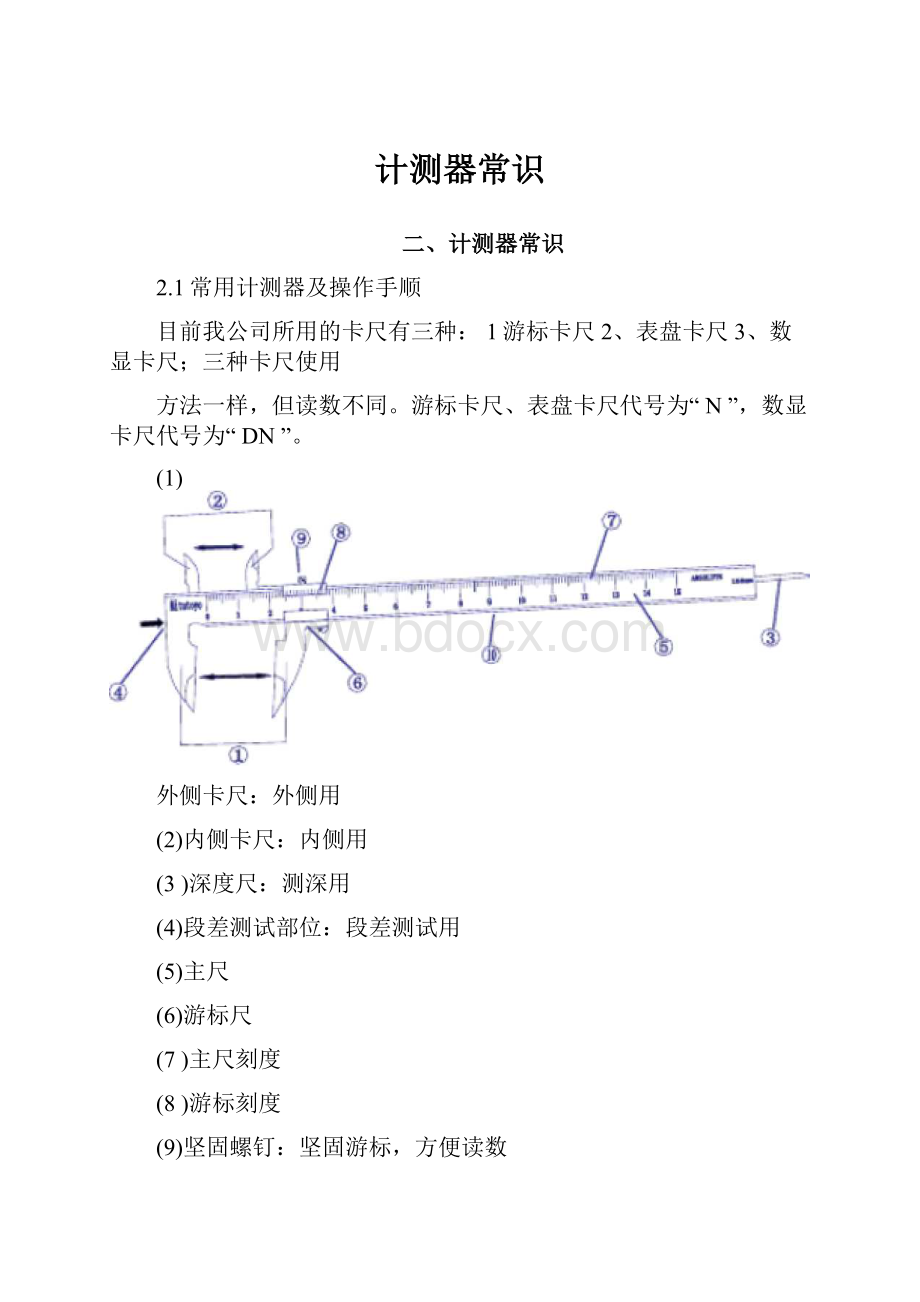
(1)
外侧卡尺:
外侧用
(2)内侧卡尺:
内侧用
(3)深度尺:
测深用
(4)段差测试部位:
段差测试用
(5)主尺
(6)游标尺
(7)主尺刻度
(8)游标刻度
(9)坚固螺钉:
坚固游标,方便读数
(10)基准面:
使得卡尺与测量件平行
1、螺丝有无松动2、两外量爪面有无漏光3、游标进退是否良好
外侧量爪:
测量物体的外径(长度,宽度)
内侧量爪:
测量物体的内径(如方形孔的测量)
深度尺、段差测试部:
测量深度或高度(如铆钉长或段差长的测量)
先读出游标尺“O”刻线所对的主尺刻线数A;再找出游标尺刻线与主尺刻线相重合的
线,读出此时游标上的数值B,贝UQ=A+B
图中:
A读数为9mm;
B读数为2X).02=0.04(mm)
则:
Q=9+0.04=9.04(mm)
使用前要除尘,归零后方可使用;读数时视线要与卡尺刻度垂直;放置时要使两外侧
量爪工作面间有一定的间隔(1-2mm),然后锁紧锁扣,上防锈油。
。
(1)基准面:
与测定面组成,直接接触被测物
(2)动杆:
可移动,用来调节工作面的间隙,
其端面为测定面。
(3)主刻度:
整数值区,每小格1mm
⑷辅刻度:
小数值区,每小格0.01mm
(5)套筒:
移动动杆时,手握处
(6)棘轮:
微送动杆,控制工作面与被测物的
接触力矩
(7)锁扣:
固定动杆
(8)框架罩:
起绝缘作用(隔热)
1、转动是否自由(指套筒);2、刻度是否清晰(能读数);3、坚固是否良好(锁扣性能)
除尘,用干净的布清理;工作面用白纸清理(即将白纸夹在两测量面之间,转动棘轮听
到三声“咔”响时,抽出白纸。
如此重复几次即可);调“0”时要基准面、测试面与被测物
充分接触(无间隙)时方可。
[外径千分尺]
读出辅刻度的“0”刻线所对的主刻度上的刻线数值A,小数值在辅刻度和主刻度的下线(即0.5的刻线)上读出B,当主刻线的下线出现时:
Q=A+0.5+辅刻线读数;当主刻线的下线未出现时:
Q=A+辅刻线读数
(1)
1-2mm),然后锁紧锁扣
读数时视线要垂直,放置时要使两工作端面有一定间隔(
上,上防锈油。
(2)内径千分尺读数与外径千分尺相反。
(1)底座:
高度规的基准面,直接与平台接触
(2)支柱:
可使滑块能上下移动
⑶滑块
(4)轮盘:
控制滑块上升或下降
(5)刻度:
测量值小数读取部(每小格0.001mm)
(6)刻度盘
(7)计数器:
测量值整数读取部(单位:
mm)
(8)归零按钮
(9)划线锥
(10)连杆
(11)划线锥夹具:
与划线锥或百分表相连的紧固装置
(12)紧因装:
紧固滑块
(13)固定梁
(14)支柱接触防止标签:
提示拿放时不可有图示所指示的方法
1、探针与表体连接(紧因情况)
2、两连接套是否紧固;
3、刻度盘是否转动,上下移动(刻度盘,滑块)
4、主刻度数显是否转动(计数器);
高度规的正确拿放:
左手托着底座,右手握着轮盘或支柱接触防止标签处;除尘
调“0”
用划线锥测量时(线到面;线到线间距离的测量)
计数器,刻度盘显示"0”
用百分表测量计数器、刻度盘、百分表显示均为“0”。
(1)用划线锥测量时,若计数器显示A,刻度盘指针指到B则Q=A+B
注:
上升时,A读上显示数;B读顺时针方向的大字
下降时,A读下显示数;B读逆时针方向的小字
(2)用杠杆百分表测量(测定子水平或下压60度以下为例)
a实际尺寸测量,即实测
0,此时计数器
即在基准部归零后,测定子上升或下降到被测部,直到分表指针指到显示A,高度规刻度盘指针指到B,贝UQ=A+B。
注:
与
(1)同
b、用规格尺寸测量(又称虚测)
即在基准部归零后直接上升或下降规格尺寸或折算后的尺寸,再进行测量。
(这样便于
A;高度规刻度盘指针指到B;百分表指针的最大偏离
读取寸法的偏差)若此时计数器显示
位F,贝UQ=A+B+F
注:
上升时,A读上显示数,B读顺时针方向的大字
百分表指针顺时针转则F为正值,逆时针转则F为负值
下降时,A读下显示数,B读逆时针方向的小字
(1)读数时视线要垂直读数;
(2)拿放时,左手托着底座,右手握着滑块轮盘
(3)高度规放置时,将滑块静止在5mm-20mm高处锁紧锁扣,上防锈油。
(1)
杠杆;
(2)刻度盘;
(3)指针:
(4)表体
(5)测定子
连在高度规上与其同时点检
(1)与高度规连接紧固性
(2)在V型上归“0”后,来回抽动测定子看指针是否有偏移。
(3)上抬、下压测定子时,指针转动后能回到原位。
(1)测量时一般将指针转到0.25mm以内处。
(2)测定子最佳状态是将其与被测物基准面相平行。
(3)虚测时,当测定子与测定物之间成角度测量时,需要补下。
即将所测得的误差值乘
以相应角度的补正系数K(如下表)
例:
角度a以45°测量时,当读取误差在0.25mm时,则正确值=0.76(45°时的补正系
数K)x0.25mm(读取数)=0.19mm
(4)角度补正系数表
角度a
10°
20°
30°
40°
50°
60°
补正系数(K)
0.98
0.94
0.86
0.76
0.64
0.50
杠杆百分表因机种型号不同,测定子的长度各异。
一般量程为0—1.0mm的配规格长为42mm的测定子,量程为0—0.8mm的配规格长为
20mm的测定子;量程为0—0.5mm的配规格长为18.5mm的测定子。
(1)
主尺:
基准定位;
(2)放大器:
放便读数;
⑶辅刻度:
确定测量角度的分值每格5';
⑷主刻度:
确定测量角度的度值,每格1°
(5)微调旋钮:
微调角度;
(6)副尺紧固件:
紧固副尺;
⑺副尺:
配合主尺使用,确定其角度值;
(8)主尺紧固件:
紧固主尺;
转动是否自由,刻度是否清晰;紧固是否良好。
(1)将其表面清理干净;
(2)副尺套入角度规中,紧固副尺紧固件;
(3)测量时,当副尺与主尺同补测物表面间充分接触无间隙时,则可读数(如下图)
读出主刻度上的度值和辅刻度上的分值,得出角度值
即:
度值就是辅刻度“0”刻线所对应的主刻度上的刻线值;分值就是辅刻线与主刻线相重合的刻线,在辅刻度盘上读数。
(1)放置时要将副尺取出另方,并上防锈油;
(2)读数时视线要垂直。
(表盘式)
⑴拉杆;⑵开关按钮;(3)刻度盘;⑷推杆
(棒针式)
(1)推杆;
(2)指针;⑶刻度;⑷拉钩
目前我们公司只需要推杆,使用时先将套头装在推杆上;表盘式的要先调“0”。
即将刻
度转盘转到“0”,打开开关;测量棒针式的直接测量。
一般是按规格值进行检测,当指针指到规格值时若被测件无异常,则所检的为0K品,当指针还没指到规格值时部品就有异常(松
动脱落)则此部品为NG品。
(1)推杆、拉杆要分清(对表盘式而言:
“长拉短推”对直针式而言“钩拉直推”)不可颠倒使用,以免损坏。
(2)用完后将套头取下另放,并上防锈油。
用途:
用来检测铆接件的铆接强度,其使用单位为kgf.cm。
(1)根据铆接强度选择适当量程的扭力计。
(2)根据所测物的形状选择适当的辅助检具及测量头。
(3)测量时,手握住测量手柄,向辅助检具锁紧的方向施加力。
(4)加力到指针指到检要求值时为止。
放置时取出辅助检具、测量头,将其清理干净,并上防锈油。
(1)选择合格的批头(十字形、刀形)
(2)将批头及力矩螺丝批清理干净
(3)将置针指向要求的扭矩值
(4)把批头对准被测螺钉铆口,垂直用力压紧,然后转动力矩螺丝批,在指针与置针重
合之前螺钉有松动,则表示螺钉的上紧力矩小于所要求的力矩;若螺钉静止未动,则表示螺
钉的上紧力矩大于所要求的力矩。
(1)不可人为去掰动指针位置,以免使其变形而影响测量精度。
⑵放置时取出批头,清理并上防锈油。
包括:
销规、螺纹塞规、螺纹环规、光面栓、间隙规、直角尺、半径规、块规、平板尺、螺纹样板等。
1)间隙数为0.025的代号为“P”;间隙数是其它的称特殊销规,代号为“S”。
(2)销规是用来检测孔径大小的一种检测工具。
例:
有一圆孔孔径为C3
说明:
此孔C3销规一定要通,C3.05销规一定要止,否则为不良孔。
(3)销规对孔径的检查
项目
工具
方法
通
侧
销规
在检查通侧时,不必在销规上加力,凭销规的自重能顺利通过即可:
a、加上力便通过
b、将销规转动放入便通过
C、顺利进入在出口受阻
d、中途受阻
e、完成不合
以上在销规插入时感觉到抵阻则不可。
注:
在插入与孔径一样大小的销规时要垂直。
止侧
销规
原则上止侧应不能插入,如果插入到孔深的1/3,另外2/3插不过,则仍然算OK,在此场合下,板的厚薄程度判别困难,要予以充分注意,只要不是盲孔(翻边孔)可以两侧插入。
作用:
检测螺纹孔的有效径
螺纹塞规的规格种类有三种:
M3X0.5简称M3通止规
M4X0.7简称M4通止规
M5X0.8简称M5通止规
M3:
有效径为3.0mm规格的螺纹孔
0.5:
螺距(两个相邻牙峰之间的距离)螺纹通止规分通端(GP)与止端(NP)通端:
垂直用力能顺利通过
止端:
不能通过或只通过螺孔深度的1/3以内
检测螺纹孔的垂直度
螺纹环规的规格种类有三种:
M3X0.5X010简称M3环规
M4X0.7X010简称M4环规
M5X0.8X010简称M5环规
C10:
表示螺环的直径为10mm。
螺纹孔的垂直度要求在1°以内。
当a=1°时Td=10
/•h=dsin1°
=10X0.017
=0.17
所以检测螺纹孔的垂直度时,若有缝隙则用塞规检查,若0.17通则NG,0.17以内通则
OK。
1圈牙则OK。
检测螺纹孔的内径,检测时对应光面栓不能通过或只通过光面栓目前所用的主要有三种:
M3X0.5PP简称M3光面栓
M4X0.7PP简称M4光面栓
M5X0.8PP简称M5光面栓
全称“比较用圆简外面光洁度标准片”,还有“比较用平面光洁度标准片”目前我公司主要用“比较用圆简外面光洁度标准片”来检测铆钉的表面光洁度,在铆钉图纸中可看到
“r^—”类的符号,这就是光洁度的等级符号,由粗糙到光滑分为:
1级L2级…3
级别m4级\
检测外螺纹的螺距
检测平面度用
(2)不合格处理
当点检过程中发现不合格时,用油石磨平再点检,直至0K,方可使用;若仍不合格则
报计测校验员处理。
(3)
0.01mm以下。
用油石座时注意:
要将一对磁铁在一起同时磨,直至两块磁铁高度相差
KAL计测器代号一览表
NO.
名称
编码代号
检查使用代号
1
高度规
H
H
2
杠杆百分表杠杆千分表
ST
ST
3
平台
W
W
4
游标卡尺表盘卡尺
N
N
5
数显卡尺
DN
DN
6
孔距卡尺
PN
PN
7
平板尺
SE
SE
8
外径千分尺托盘千分尺
M
M
9
内径千分尺
IM
IM
10
数显千分尺
DM
DM
11
扁口千分尺
BM
BM
12
角度规
J
U3
13
间隙规
SG
SG
14
直角尺
L
L
15
张力计
TG
TG
16
螺丝批
TD
TD
17
扭力计
TR
TR
18
套筒
T
T
19
螺纹规
G
GP、NP
20
螺纹环规
Q
Q
21
光面栓
PP
PP
22
销规
P
P
23
块规
B
B
24
特殊销规
S
S
25
治具
GZ
GZ
26
半径规
BJ
BJ
27
光洁度片
D
D
28
千分尺底座
AD
AD
29
三维测量仪
XYZ
XYZ
30
带磁V型块
V
MGV
31
卷尺
MG
MG
32
温度计
PTE
PTE
33
钢尺
I
GC
34
螺纹样板、(牙形规)
YG
YG
2.3常用计测器的精度
计测器都有各自的精度,对不同检查项目假如使用精度相对高得多的计测品检查无防,但选择精度低的则会使检查结果不准确,失去检查的意义,下表列出测量长度的计测器精度。
公差mm
0.0010.0050.01
0.020.030.040.05“*0.10.20.30.40.5・—1.02.0
|—三健仪
计
|腹界观
计
H千分尺
测
1—摘示千会尺
测
1
—百龙取
器
|—诫米千封尺
|—晤标卡尺
公差mm
0.001
0.0050.010.020.030.040.05…0.1
0.20.30.4
0.5…1.02.0
计
*
—三A侃
I—眼界规
测
1—肉測千为尺
H—间陳規
器
-游标卡尺
1*^属直尺
2.4计测器的保养
,根据所测寸法的规格选择精度相应的计测器。
计测器之所以可使用是因它已判定为合格的计测器,且在有效期内的。
,必须按点检项目逐个进行点检,点检结果记入点检表中。
,需将百分表成竖直状态连在高度规连接杆上(注此时测定子不必动)。
,每次用完后必须清理表面,上防锈油,以确保它的精度,且用完后应立即放回原装盒
内,特别象销规、块规等易遗失的小件计测器更应注意。
a立即将异常计测器撤离现场。
b、汇报给上司(组长)
c、填“计测器异常报告书”主任级确认后交到仪校处。
d、对在库品与异常计测器有关的寸法再次确认。
,必须将其表面清理干净,且上防锈油后方可。
,小心使用。
 升级会员
升级会员 