粗铅车间烧结成本分析.docx
《粗铅车间烧结成本分析.docx》由会员分享,可在线阅读,更多相关《粗铅车间烧结成本分析.docx(12页珍藏版)》请在冰豆网上搜索。
粗铅车间烧结成本分析
粗铅车间2011年上半年生产分析
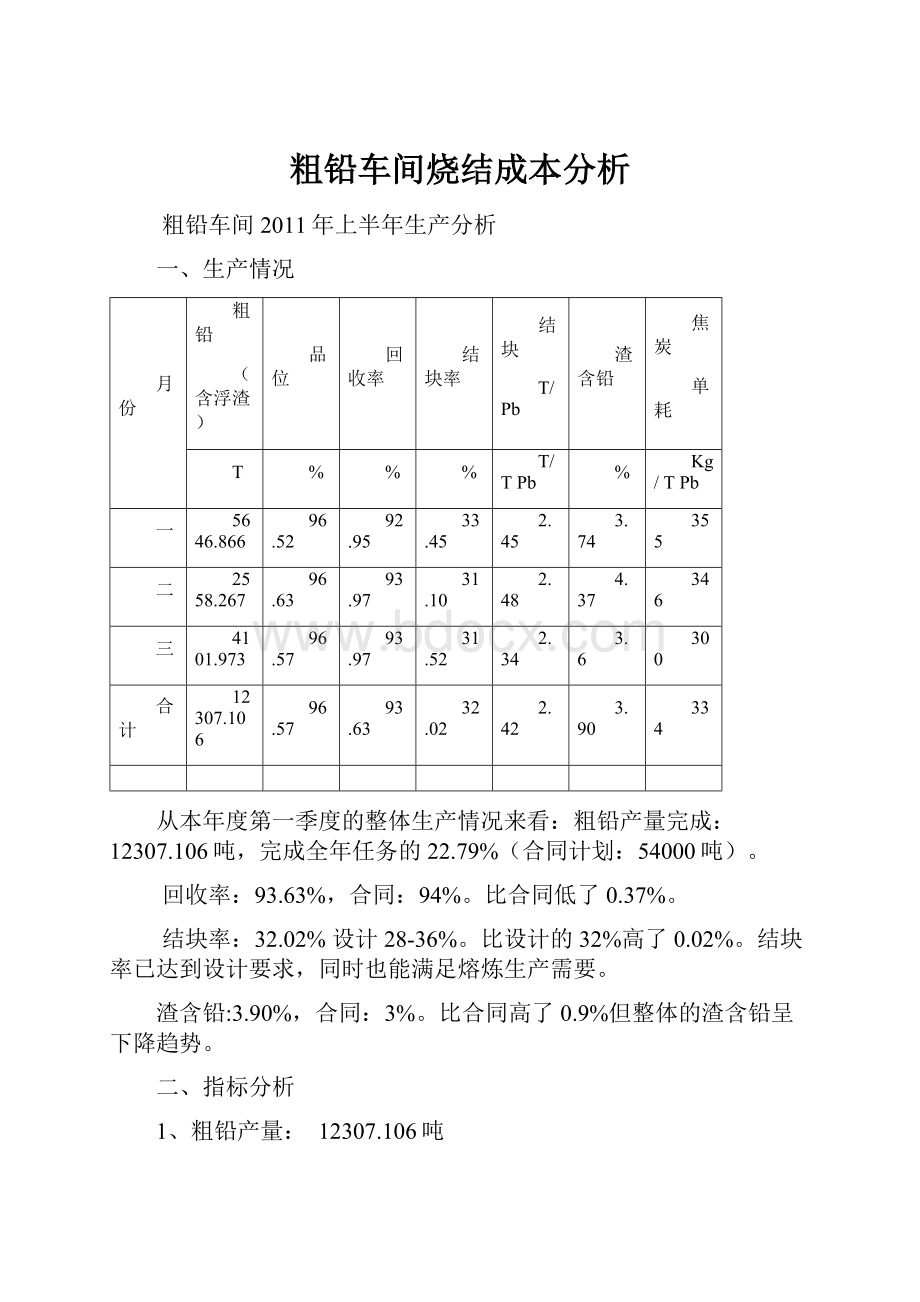
一、生产情况
月份
粗铅
(含浮渣)
品位
回收率
结块率
结块
T/Pb
渣含铅
焦炭
单耗
T
%
%
%
T/TPb
%
Kg/TPb
一
5646.866
96.52
92.95
33.45
2.45
3.74
355
二
2558.267
96.63
93.97
31.10
2.48
4.37
346
三
4101.973
96.57
93.97
31.52
2.34
3.6
300
合计
12307.106
96.57
93.63
32.02
2.42
3.90
334
从本年度第一季度的整体生产情况来看:
粗铅产量完成:
12307.106吨,完成全年任务的22.79%(合同计划:
54000吨)。
回收率:
93.63%,合同:
94%。
比合同低了0.37%。
结块率:
32.02%设计28-36%。
比设计的32%高了0.02%。
结块率已达到设计要求,同时也能满足熔炼生产需要。
渣含铅:
3.90%,合同:
3%。
比合同高了0.9%但整体的渣含铅呈下降趋势。
二、指标分析
1、粗铅产量:
12307.106吨
月份
粗铅
块数
Pb(%)
Ag(%)
金属量
(含浮渣)
浮渣
浮渣率
一
5646.866
2789
96.52
0.071
5450.355
0
0
二
2558.267
1245
96.63
0.081
2472.053
0
0
三
4045.643
1981
96.57
0.075
3951.941
56.33
1.37
合计
12250.776
6015
96.57
0.076
11874.349
56.33
1.37
2011年第一季度的生产时间为:
2010.12.21---2011.03.25。
生产周期:
95天。
生产粗铅:
12250.776吨,6015块,金属量:
11829.285吨,Pb:
96.57%;平均块重:
2.04吨/块。
生产浮渣:
56.33吨,金属量:
45.064吨,Pb:
80%。
生产总量:
12307.106吨,金属量:
11874.349吨,综合Pb:
96.57%;浮渣率:
1.37%。
从整个生产过程分析,安排的生产时间没能得到充分利用,要么因本车间设备事故的影响,要么受到外部因素或环保压力等被迫停机,致使有效生产时间过短。
烧结停机:
19天,熔炼停机:
23天。
烧结有效利用率:
80%,合同为92%;熔炼有效利用率:
75.8%,合同为89%。
如果在烧结、熔炼设备运转率正常的情况下综合考虑,粗铅的产量大约还能提高2150吨。
这为后期的生产给出了提示:
只有把加强设备日常巡检,设备维护、保养做到位,充分保证设备的运转率,才是提高产量的前提保障。
停机时间(含检修及外界影响)
月份
1
2
3
合计(H)
烧结
72.6
315.68
62.47
450.75
熔炼
74.5
355.99
115.68
546.17
2、粗铅品位:
Pb:
96.57%
合同为:
97%(捞完渣后),由于人工费、合同未谈妥等原因,第一季度基本上未捞浮渣,故粗铅品位略低于合同品位。
3、回收率:
93.63%
第一季度的综合回收率为93.63%,没能达到生产要求,比合同低了0.37%。
主要原因有:
A、铅粉袋子的外卖带走部分金属量,将使回收率降低。
B、车间有部分的灰尘没有进入库存。
C、铅粉入库时,有部分铅粉的水分及品位与实际差别较大。
D、场地的铅粉损失及烟气损失。
4、结块率:
32.02%
结块率:
一月:
33.45%,二月:
31.1%,三月:
31.52%。
平均结块率32.02%。
已经达到了烧结的设计要求,结块率的达标,终于解决了一直制约熔炼生产的瓶颈问题。
5、渣含铅:
3.9%
第一季度渣型
月份
Pb
Zn
Fe
SiO2
CaO
一
3.74
8.35
24.97
22.88
14.16
二
4.37
7.81
23.88
24.48
14.08
三
3.6
6.75
25.78
25.19
14.95
平均
3.9
7.64
24.88
24.18
14.4
第一季度平均渣含铅3.9%,比合同规定的指标高了0.9%一月:
3.74%,二月:
4.37%,三月:
3.6%。
造成渣含铅偏高的主要原因有三点:
(1)为了能充分结块,减少了石灰石的配用,前三个月的CaO为14.4%。
CaO的偏低,渣的比重增大,使铅和渣不能很好地分离;
(2)在熔炼生产操作过程中,渣坝垫的过低,虹吸较高,也是导致渣含铅的重要因素;(3)由于熔炼操作环境、待遇等原因,造成炉前工流动性极大,老手的大量流失导致操作不熟练,给产量及指标的达标造成了一定的困难。
第一季度的渣含铅整体情况不很理想,最高的在2月4.37%,最低在3月3.6%,平均3.9%。
但是与去年同期相比,渣含铅指标有了明显改观,平均指标比去年低了0.41%(去年第一季度为4.31%)。
6、吨铅结块:
(2.42吨/TPb)结块残硫(S:
2.57)
月份
结块
返粉
Pb
Fe
SiO2
CaO
S
Pb
S
一
42.75
13.54
11.85
7.63
2.28
42.78
3.82
二
43.09
13.18
12.45
7.85
2.79
43.1
4.23
三
43.47
13.09
11.12
7.49
2.65
43.23
4.23
平均
43.1
13.27
11.81
7.66
2.57
43.04
4.09
第一季度平均吨铅结块2.42吨/TPb。
一月:
2.45吨/TPb,二月:
2.48吨/TPb,三月:
2.34吨/TPb,。
从结块成份分析:
一月结块含Pb42.75%,二月结块含Pb43.09%,三月结块含Pb43.47%。
在铅粉情况较好的情况下,理论上结块
品位越高,吨铅消耗结块就越少。
吨铅结块指标是粗铅成本的重要体现。
结块残硫为2.57%(合同规定:
<3%),达到规定的要求。
7、烟尘率:
(烧结1.81%熔炼5.49%)
月份
1
2
3
合计
烟尘量(吨)
烧结
763.247
330.068
594.235
1687.55
熔炼
833.213
426.893
574.956
1835.062
烟尘率(%)
烧结
1.85
1.63
1.95
1.81
熔炼
5.27
5.9
5.3
5.49
从收到烟尘量与去年同期相比来看:
:
烟尘量在减少。
主要原因:
结块率在逐渐上升,使烧结烟尘减少;结块质量提高,使熔炼烟尘减少。
三、生产成本分析
1、人工成本
从第一季度的工资发放情况来看,一月份工资总额为374714元,正式工月平均工资1836元/月,协议工月平均工资1590元/月;二月份工资总额为449058元,正式工月平均工资2099元/月,协议工月平均工资1849元/月;三月份工资总额为410592元,正式工月平均工资1852元/月,协议工月平均工资1600元/月。
整个第一季度工资总额为1234364元,正式工平均工资1929元/月,协议工平均工资1680元/月。
从工资总体收入来看,相比冶炼同行业来说,普遍有些偏低。
由于收入偏低,致使人员流动性增大,给车间正常生产带来一定的难度。
经过车间的岗位优化,目前岗位人员已精减到位。
要降低粗铅的人工成本并提高工人工资,除优化岗位精简人员外,提高产量是降低人工成本和能耗成本的主要途径。
2、焦炭平均单耗:
334kg成本增加:
28.77万元
从熔炼的生产报表来看,焦炭消耗:
一月:
2003.211T,单耗:
355Kg;二月:
885.146T,单耗:
346Kg;三月:
1228.74T,单耗:
300Kg;平均单耗:
334Kg/TPb,比合同320Kg/TPb高了14Kg/TPb,成本增加了28.77万元。
造成焦炭单耗过多的主要原因:
(1)焦炭质量不过关(固定碳、粒度、强度等),经过铲车上料和跌落,进入炉体后,大部分没有到风口区就燃烧完毕。
(2)焦炭单耗高与生产管理有着极大的关系,根据炉况没有及时调整焦炭使用,致使焦炭居高不下,炉况不是很稳定。
(3)由于第一季度因各种因素停炉时间及次数较多,为了维持炉况,补焦次数增多,也是焦炭单耗高的一个原因。
但从第一季度整体上看,焦炭单耗呈明显的下降趋势。
3、铁矿粉平均单耗:
170kg成本节约:
53.17万元
从原料的生产报表来看,铁矿粉消耗:
一月:
998.655T,单耗:
177Kg;二月:
553.432T,单耗:
216Kg;三月:
537.092T,单耗:
131Kg;平均单耗:
170Kg/TPb,比合同278Kg/TPb低了108Kg/TPb,成本节约了53.17万元。
从辅料入库质量分析,铁矿石品位及水分:
一月:
Fe44.01%、H2O13%;二月:
Fe48.72%;H2O10.14%;三月:
Fe45.33%、H2O10.79%。
平均:
Fe46.02%;H2O11.31%,铁矿粉整体还未达标(Fe>50%),若质量达标,单耗还有下降的余地。
4、石沫平均单耗:
250kg成本节约:
3.43万元
从原料的生产报表来看,石沫消耗:
一月:
1248.665T,单耗:
221Kg;二月:
780T,单耗:
305Kg;三月:
1044.6T,单耗:
255Kg;平均单耗:
250Kg/TPb,比合同298Kg/TPb低了48Kg/TPb,成本节约了3.43万元。
从辅料入库质量分析,石沫品位:
一月:
CaO42.47%二月:
CaO44.55%;三月:
CaO44.12%。
平均:
CaO43.71%,石沫整体还未达标(CaO>50%),若质量达标,单耗还有很大的下降空间。
月份
焦炭
铁矿粉
石沫
消耗量
单耗
消耗量
单耗
消耗量
单耗
一
2003.211
355
998.655
177
1248.665
221
二
885.146
346
553.432
216
780
305
三
1228.74
300
537.092
131
1044.6
255
平均
4117.097
334
2089.179
170
3073.265
250
5、石英砂平均单耗:
0kg成本节约:
1.21万元
6、能耗
2011年
电能(Kwh)
煤耗(吨)
焦炭(吨)
柴油(kg)
产量(吨)
标煤(kg)
电耗(Kwh)
一
364.476
2003.211
5249
5646.866
3219.27
271.61
二
108.02
885.146
4075
2558.267
1355.612
432.89
三
128.61
1228.74
2568
4101.973
2046.87
300.04
总计
601.106
4117.097
11892
12307.106
6621.752
334.85
第一季度耗电3871925Kwh,与2010年同期相比,节约电38723Kwh,节约比例1%;每度电按0.5元计算,第一季度年用电节约成本近两万元。
分析认为开停机次数减少、技术改造后用电设备的减少以及车间的细化管理是主要原因。
7、其他
车间经过严格管理,提前采取预防措施,员工的血铅超标明显降低,第一季度住院排铅4人,吃药30人。
与去年同期相比,排铅人数有了明显的减少,节省了排铅开支。
排铅人数的减少主要得益于厂部对链板的改进、车间工作环境的改善、车间的细化管理以及车间采取了有效的防范措施。
从第一季度的成本来看,物料成本共节约29.04万元,其中铁矿石节约53.17万元;石灰石节约3.43万元;石英石节约1.21万元;焦炭增加28.77万元。
粗铅的单位成本降低23.60元/吨。
从整个物料和生产过程来看,物料质量是影响生产成本的至关因素,也是影响生产指标的的主要因素,从第一季度整个入库物料分析,焦炭、铁矿石及石灰石的质量几乎都没有达到要求,特别是物料中的SiO2总是居高不下,给生产造成了极大影响,SiO2的偏高致使渣粘,渣铅分离不好,铅在前床中的沉淀效果不佳,SiO2的偏高使CaO相对的偏低,致使Zn在热渣中的溶解度和活性降低,Zn的含量也低,热渣的烟化效果不佳。
另外,焦炭的质量不过关是导致焦炭单耗居高不下的最主要原因。
为了保证后续生产及指标的稳定,在物料入库质量上一定要严格把关,按照规定要求严格验收,以免给生产带来负面影响。
四、金属平衡分析
1.铅金属平衡:
金属投入:
1.配用铅粉(含烟尘):
43970.03T
金属量:
43970.03×(1-0.0868)*55.32%=22212.88T
2.配用水渣:
4471.147T
金属量:
4471.147×(1-0.03)*3.9%=169.143T
3、配用返粉:
49217.53T
金属量:
49217.53×(1-0.04)*43.04%=20335.90T
总投入铅金属量:
42717.92T
金属产出:
1、粗铅:
12250.776T,6015块
金属量:
12250.776×96.57%=11830.57T
2、浮渣:
56.33T
金属量:
56.33×96.57%=46.064T,
3、产出水渣:
13945.12T
金属量:
13945.12×(1-0.03)*3.9%=527.54T
4、产出返粉:
61997.19T
金属量:
61997.19×(1-0.04)*43.04%=25616.25T
5、产出烧结烟尘:
1687.55
金属量:
1687.55×(1-0.03)*57.84%=946.80T
6、产出熔炼烟尘:
1835.062
金属量:
1835.062×(1-0.03)*57.84%=1029.56T
总产出铅金属量:
39996.784T
回收率:
39996.784÷42717.92×100%=93.63%
金属损失:
2721.136T损失率:
6.37%
损失分析:
1.水渣:
约341.74T损失率:
0.8%
2.烟气:
约670.67T损失率:
1.57%
3.铅粉袋子:
约213.59T损失率:
0.5%
4.车间部分灰尘没有进入库存约:
约128.15T损失率:
0.3%
5.铅粉入库时的水分及品位误差:
约427.18T损失率:
1%
6.水渣的采样误差:
约85.44T损失率:
0.2
7.场地的铅粉损失:
约427.18T损失率:
1%
8.仪表误差损失:
约213.59T损失率:
0.5%
9.其他损失(炉后渣等):
约213.59T损失率:
0.5%
2.Ag金属平衡
Ag投入:
43970.03×55.32%×0.041/100=9.97t
Ag产出:
12307.106×0.076/100=9.35t
Ag回收率:
9.35÷9.97×100%=93.78%
Ag损失:
0.62t损失率:
1-93.78%=6.22%
损失分析:
炉后渣:
约0.48T损失率:
4.82%
水渣:
13945.12×0.01/1000=0.14t损失率:
1.4%
五、物料平衡分析
物料投入:
铅粉+烟尘+水渣+石灰石+铁矿石+返粉+焦炭:
29820.98+3563.74+4471.15+3073.27+2089.18+49217.53+4117.10=96352.95t
物料产出:
粗铅+浮渣+水渣+返粉+烧结烟尘+熔炼烟尘:
12250.776+56.33+13945.12+61997.19+1687.55+1835.062=91772.028
物料损失:
96352.95-91772.028=4580.922T
损失率:
4580.922÷96352.95×100%=4.75%
损失分析:
1.烟气:
0.75%96352.95×0.75%=722.65T损失率:
0.75%
2.水渣少计量:
2.5%96352.95×2.5%=2408.82T损失率:
2.5%
3.仪表误差:
1.5%96352.95×1.5%=1445.29T损失率:
1.5%
总损失量:
722.65+2408.82+1445.29=4576.76T
总损失率:
0.75%+2.5%+1.5%=4.75%
分析结论:
从上半年整个生产数据和生产指标来看:
要充分保证生产的持续稳定和理想的生产指标,必须从设备、物料管理、技术管理等各个环节入手,抓好现场生产管理,加强技术配料,合理调整冶炼渣型,才能真正控制和降低生产成本,才能创造更多的经济效益。
在后期生产中必须做好以下几方面的工作:
车间方面:
1.要搞好设备的日常维护保养,充分保证设备的运转率和完好率,减少不必要的停机次数,使生产连续稳定运行,给生产一个可靠的保障。
2.抓好每月底计划检修,充分保证检修质量,减少中途停机维修设备,保证有效的生产时间。
3.抓好日常的生产管理,量化考核,增强责任心,充分发挥全车间职工的积极性。
注重精细化管理。
4.抓好日常的收尘管理,注重细节,控制扬尘,减少烟尘损失。
5.抓好料场、洗车及清洗袋子管理,减少金属流失及损失。
6.加强技术管理和技术配料,根据物料情况,及时调整物料的投入,及时调整渣型,减少不必要的物料使用和浪费,节约生产成本。
7.加强职工的岗位操作培训和节约意识的培养,在生产中注重节约,减少浪费。
8.加强职工的安全操作培训,给生产创造一个可靠的安全环境。
9.加强车间内部技术改造工作和创新工作,减少人为因素的影响。
厂部方面:
1.要充分保证原料的供应稳定,特别是成分的稳定,以利于配料调整;为满足烟化提锌要求,入库的铅粉含必须满足Zn>7.5%。
从整体成本考虑,铅粉含铅不宜低于50%。
其中垃圾矿最好是不购入,以免给正常生产完成产量及指标任务增加难度。
2.把好原料入库关,准确采样,特别是水分大或问题铅粉的采样,一定要多布点,避免采样偏差。
3.把好所有物料的质量关,准确采样,合理结算。
一定要使铁矿石含Fe≥48%,石灰石含CaO≥50%,焦炭固定碳≥80%,以便减少物料使用,使生产成本还能进一步降低物料一定要按要求验收。
4.焦炭质量要控制好含碳量、粒度和强度关口,焦炭在整个生产成本中占有较大比例。
如果控制好,焦炭单耗可得到有效控制。
5.改进熔炼和烟化炉的收尘系统,减少烟气外冒。
6.最好能在熔炼增加前床,使得渣含铅进一步的降低。
7.减少非车间因素造成开停机的次数和时间,避免因外界不必要的因素影响生产。
8.提高职工的收入,减少人员(尤其是熟练工)的流失。
9.厂部应加强各车间之间的协作与沟通,更好的搞好生产。
分析:
巴亮
粗铅车间
2011-5-1
 升级会员
升级会员 