塑料模具设计与制造案例.docx
《塑料模具设计与制造案例.docx》由会员分享,可在线阅读,更多相关《塑料模具设计与制造案例.docx(29页珍藏版)》请在冰豆网上搜索。
塑料模具设计与制造案例
玄注射模课程设计指导书
例:
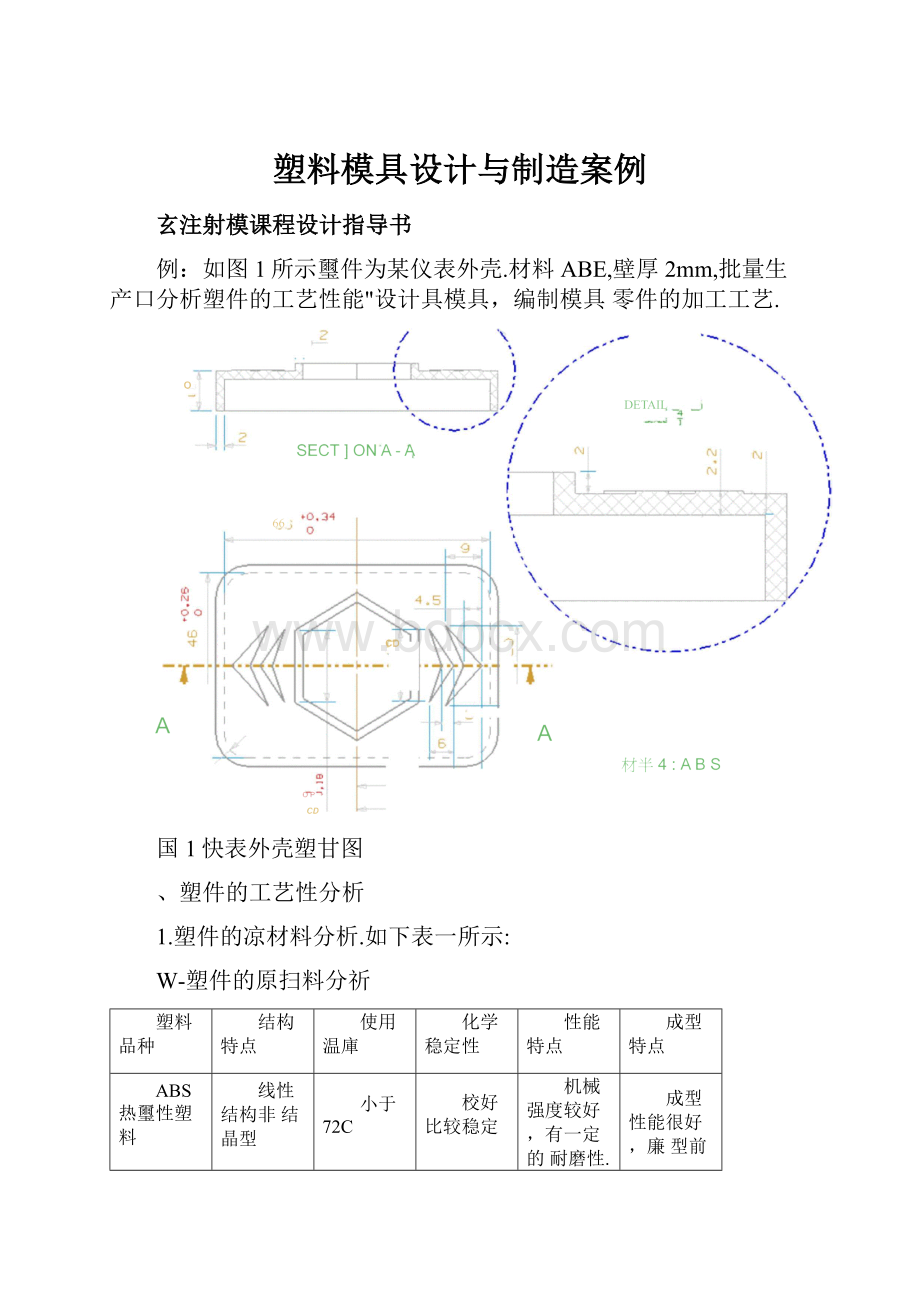
如图1所示璽件为某仪表外壳.材料ABE,壁厚2mm,批量生产口分析塑件的工艺性能"设计具模具,编制模具零件的加工工艺.
国1快表外壳塑甘图
、塑件的工艺性分析
1.塑件的凉材料分析.如下表一所示:
W-塑件的原扫料分祈
塑料品种
结构特点
使用温庫
化学稳定性
性能特点
成型特点
ABS热璽性塑料
线性结构非结晶型
小于72C
校好比较稳定
机械强度较好,有一定的耐磨性.但耐热性较差,吸水性较大.
成型性能很好,廉型前原料要干燥.
结论
该璽料有良好的工艺性能,适宜汪射成型,咸型前原料妾干燥处理.
2.塑件的尺寸稽度分析;
此■塑件上有三个尺寸有精度要求.分别是;66旳汛46^26xi8oi1S均为MT2圾塑料件精度,属于中等偏高级的精度等级,在模具设计和制造过程中要严格保证这三个尺寸精度餌要求.
其余尺寸均无持殊要求,为自由尺寸,可援MT5级塑料件精度查取公差值(参见剛络谍程“附录E—一模塑件尺寸公差表冷.
3.塑件表面质量分析二
该塑件是某仪表外壳,要求外表美观、无斑点、无熔接痕,表面粗糙度可取站1血而塑件内韶没有■较高的粗糙度要求■>
4.塑件结构工艺性分析:
此璽件外形沖方形壳类零件,腔体为血深,壁厚均匀2inm,总体■尺寸不大不小,塑件应型性能良好*
塑件上有一六边形凸台,雯求成型后轮廓渚晰,成型它的模具工作零件婪用统切割成型,保证六边的尖角;
塑件的两边各有一个对称的类三角形凸起标记,高02nmi,同样妾求轮廓蓿晰,成型它的模具工作零件可用电火花成型加工,相应的要设计出它的电极・
.成型设备的选择与模塑工艺参数的编制
L计算墾件的体和
根据零件的三维模型,利用三维软件直接可查询到塑件的体积沟:
Vl-95fi3.5emm3
浇注系统的体积:
V2=155152nun3
一次注射所需的塑料总体■积次;V^V1+V2=11115.18
2・计算塑件的质墨查手册(刚绪湮程附录C)取P-1.05X10ekg/tnm5
塑件的质量:
Ml=Vl*p=0.D10(kg)=10(g)
塑件与浇注系統的总J贡重:
M=V*p=0.0117(kg)=11.7(g)
3.选用注射机:
根据璽件的形■状,取一模一件的模具结构,结合学校现有的成型设备,初歩选取螺杆式注射成型机,HS120^.
4.璽件注射成型工莒参数如表二所示,试模时,可根据实际情况作适当调整,模塑成型工艺卡如表三所示.
表二ABS臺料的注射成型工艺莖舉(卷见阳录H)
工艺参数
规格
工艺参数
规格
预热和干燥
温虧E0^85°C时间:
2~弘
成型时间£
注射时间;2MO保压时间r0—5冷却时「可:
2D〜120
总周期:
50-220
料筒潟度忆
后段;15卜170中段:
165^180前段:
1甜~加0
螺杆转速r/min
30
喷嘴温度叱
170-180
后处理
方法;红外线、烘箱濕®°Ci70时间h:
2V
模具濕度可
50^80
注射压力MP
60-100
表三仪表壳複塑工艺卡
成都航空职业技术学院
车间零件名称装配图号零件图号
模具教研室
仪表壳
仪表壳注射工艺卡片
材料牌号ABS
材料定额一
单件质量10g
资料编号
共页
设备型号
每模件数
工装号
第页
HS120AV
1件
6O
•
6
6
材料干燥料筒温度
温度°C
岷山DB・2
80^85
2~3
150^170
165^180
170-180
模貝温度吃
注射S
50^80
20-90
后处理
"W
hm度°C时间h
烘箱:
70
2V
时间压力
保压S
冷却S
0~5
20-120
注射压力MP60〜100
时间定颔
辅助mm单件min
校对审核组长车间主任检验组长主管工程师
.模具结构方案的确定
L分型面的选搔
分型面应选择在塑件截面最犬处,尽童取在料流末端,WT排气,保证塑件表面质重,该零件的分型面如图?
所示,宛璽件的底,图3为型芯和型腔朗分割简图.
2.型腔数壘的确走及型腔的排列
该璽件采用一模一件成型,型腔布置在模具的中间,这样有利于浇注系統的排列和模具的平衡口
3.浇注系统的设计
模具浇口套主流道球而半径R与注射机喷嘴球面半径陶的关系洵;R=內十门~2)=介4负1口
模具浇口碁主流道小端直径(1与喷嘴出口直径此的关系粘d^dc+O5=3+15=35mm;
新道呈圆锥形,其锥度取3%
分流道取半圆形,其半径R=3;
浇□采用侧浇口,从璽件的上端六辺形孔处进料,如图4所示.
国4浇注系更的设计
4.型芯和型腔结构的确定
考虑到加工的工艺性,型芯采用整体、直通式外形结构,如图5所示;型腔采用组合式,如图6所示。
S5整体式型芯图6组合式型腔
5.推出方式的选择
此模具的型芯在动模,开模后,塑件包紧型腔留在动模一侧,根据塑件是壳类零件的特点,采用推件板推出形式,这样推出平稳,有效保证了推出后塑件的质量,模具结构也比较简单。
6.标准模架的选择
标准模架一经选定,就可以到市场上购买到,拟用现在比较流行的FUTABA标准,根据上述分析,此模具是含推件板、大水口类型的,所以选用“FUTABA-SB15X15302050”,其中参数的含义是:
15X15——模架的长和宽分别为150mm和150mm
30一一定模板(A板)厚30mm
20——动模枉(B桓)厚20mm
50一一垫块(C板)厚50mm
模架的具体选择过程可参考“模具三维设计视频”,图7为仪表壳模具的裝配图。
B7仪表壳複具装配国
4.
成型零件工作尺寸的计算
璽件尺寸如图3所示;
图8噩件尺寸艮公差
将其中的尺寸分为两类;
一类是标注有公差的尺寸,也就是塑件上精度相对比犊高、有配合要求的尺寸,在进行这一类尺寸计算时,即要肴虑它的收缩量,艾要肴虑到模具的磨损,搜照平旳值计算亩法计算出这一类戚型零件的工作尺寸(参着网络课程中“第.324节一一成型零件工作尺寸的计算◎,这样可以有敷地保证在整个模具寿命周期内产品的尺寸精度.这一类尺寸的计算如表四所示:
类型
塑件上的尺寸
计算公式
制造公差6z收缩率Sep%
计算结果
型芯径向
66竹34
/M=(/s+/s*Scp%+0.75*A).5z
=(66+66*0.006+0.75*0.34)
6z:
IT6级楕度
66.65.odi9
尺寸
46®26
/M=(/s+/s*Scp%+0.75*A).5z
=(46+46*0.006+0.75*0.26)
Scp%=0.6%
46.47.ojoi6
型腔径向尺寸
18.0.18
Lm=(Ls+Ls*Scp%-0.75*△)+・
=(18+18*0.006—0.75*0.18)
6z:
IT7级精度
Sep%"6%
]797H018
注:
1.△为塑件的公差,塑件上未变注公差可按MT5级精度取得。
2.模具制造公差§z—股取(1/3〜1/4)厶,考虑到模具的经济加工精度,在此,取IT6或IT7级精度公差值.
3.当6z取经济加工精度、其公差值反而大于(1/3~1/4)△时,6z^(l/3~l/4)Ao
另一类尺寸杲没有标注公差的,它是塑件上次要的、要求比较低的尺寸,在实际生产过程中,为了简化计算,这一类尺寸在计算时往往只加上它的收缩量,公差则按模具的经济制造精度取得.这一类尺寸的计算如表五所示:
表五塑件上无公差要求的成型零件工作尺寸计算
式公算计
Z%6P差S公率造缩制收
型芯尺寸
R6
8Z-2
Z2CP
6S
型腔尺寸
18
Z
20
6
3
9
.5
10
24
6Z-2
31
5.注射机有关工艺参数的校核
HS1初型注射机的主要彗数如下表所示:
表六HS1MAV逹射机的主要参数
标称注射堡
200cm3
定位孔直径
巾100mm
最大开模行程S
320mm
喷嘴球头半径
R6mm
呢大装模咼JKH咖
380mm
喷嘴孔直径
巾3mm
最小装模高度H迪
152mm
中心顶杆直径
尬25mm
模板最犬安装尺寸
390X410
顶出行程
0-130mjn
1.注射量的校核
如前所谨,塑件与浇注系统的总体积为?
=1111518^=11.1远远小于注射机的标称注射量2吸n?
N模具闭合高度的校核
由装配图可知模具的囲合高度:
Hw=lS5mmf
最小装模高度111^=152mm.最大装模高度日吟二了戏mm,能够满足日啊丢H闭WHj刚的安装条件
3.模具安装部分的校核
该模具的外册尺寸为;200X150,注射机模板最犬安装尺寸为350X410,故能満足安装墓求;
模具定位圈的直径为力1叩鈕寸机定位孔直径4100,符合安装要求「
浇口套的球面半径为R8>喷嘴球头半径R乱符合要求;
浇□套小端孔径中3.5>0®嘴孔直径/3,符合要求.
4.模具开模行程的校核
如圏所示,模具的开模行程S鶴谨件的高度+澆注系统的高度十顶件的高度+(头10)=12+45+8=e5mm
注射机的最大开摸行程S=320>S^=d5
5.顶出部分的校核
模具上顶杆孔的直径为巾50A注射机中心顶杆直径◎25
注射机最大顶出距离为1孔A模具上所需要的最小顶出距离10mm
JI
耳0冷
®&F7/hG
^■rAF7/h^
E
SECTJONB-B
90
$g龟EOH9Ztfi
S6.4N7/tlG
I5Q
zoo
S9樫具娄配图
结论匕根据校核HS120掬注射机完全能够術足该模具的使用要求.
6.模具三维设计视频录像
1、模具分型
2、模架的选用与模仁的修改
3、标准件的选用
4、浇注系统的设计
七.模具工程图及模具零件的制造工艺
coz
>1
9U/£Wk*99
5
\
9M/^d90
93£X6'C£
7\•、\\、
9m/£H9[0
in
6J/6Hos中
////
0010
06
日■日N0tl?
3S
77
//
OS
0・
//<
2
2
OQI
j
27
CAVITY.INSERT
型胚入干
45
1
26
R(NGSCREW
罡位闽紧固璨订
M6x12
2
25
EJSCREW
M・CSM6xZ0
4
N4
BCPSCREW
M-CSM10x100
4
23
CORESCREW
型芯紧固躍刁
M6xZ5
4
22
TCP-SCREtf
定伐坠固晞]
M-CSM10x20
4
21
GUIDEPILLAR
导柱
8
4
20
GU1DEBUSHA
辱套A
M-GBA16x29
4
19
GUIDEBUSH.B
强B
M-GBB16x14
4
18
KE.PART[NG
塑件
ABS
1
17
CORE
45
1
IB
□ClWELpin
WT]
DMEDP
斗
15
EJP)N
則杆
E-EJ6oOxI50
1
14
CONNECTOR
H81-09-M10
8
13
LPLATE
功模便板
200x150x20
1
IN
FPLATE
150x90x15
1
11
E.PLATE
軽忏固定板
150x90x13
1
10
RETURNPIN
复位杆
M・RPN12x85
4
9
SPRUE
浇口宜
16x50x10x3.5
1
8
A.PLATE
足模板
150x150x30
1
7
TPLATE
定模座板
200x150x20
1
6
S.PLATE
惟件板
150x150x15
1
5
日一PLATE
动模板
150xl5OxZO
1
4
U-PLATE
支砥饭
150x150x30
1
3
CRPLATE
右世快
150x28x50
1
2
CLPLATE
左型伏
150x28x50
1
I
LOCAT]NGR]NG
定位医1
M-LRB100x50
1
PCNO
PARTNAME
DESCRIPTION
CATALOG
OTY
成都肮空职业技朮字院
秃体注射模zc
版衣处訣
更改文件号签名
曰期材
料件名
顶目整名日朗顶目签名
日期阶般标记
教量比例
反JT平牛环也】匚
件号
校刃
Iz
审•孩痂台邛IH«
共页
弟页斫佟装配件号
15
16
17
J
-•0枷寸E
M
66.65.0iD|9
材料:
42CrMo
热处理:
调质,HRC28-32
2b«
更改丈件号
奁名
日郎
护目
8
日朋
项目
签名
日郎
攻计
生写
尿趾
检対
工Z
审復
Hi总
怜名阶阳戏记ittn
~怜号
共页君更陌醐冷号
型芯
戍都航空眾ih歧朮学院
CAVTC
与塑腔入子配后泾平
o
SECTIONA-A
■
o
120
0
86Q
92・0一
A
与型腔入子圮作
2
detail£
SCALEf
1、标净定復板:
150X]50x30
N、未注尺寸为轉旌参数,无需再加工
定模板
CAVTC
处5?
更改文伸号
卷名
~nn~
样名
丽目
S:
an
顶目
签2
曰聊
KiBtfie
»s
Ittfl
股计
J
Trllt
)
件兮
—
匚Z
it4
共熨飙更
1、标推定復座板:
ZOOx150x20
N、未注尺寸为标淮蔘拔,无需再加工
处Q
更肚文忏号
壬名
BMJ
以目
签名
日期|
狈目
乞名
曰期
曲T
加I化
校对
I2
[
HI.«
险©乐记flflItffl
共页序5!
定模座板
成郡航空职1H支本半饋
CAVTC
<4号一
OoB/
全沖V
I以巾I
II
SECTIONA-A
】、标150x150x15
2v未注尺寸为标店参數■无需再加工
处Q
JK1文忤号
壬名
曰期
皿目
爹名
日期|
莎目
仝名
曰期
愎计
李军
技对
E2
J
共页第5!
成郡航左职业彼未半除
旌件板CAVTC
<*
«A
SECTJONA・A
1、祢准动槓板:
150x150x20
2S未注尺寸尢标准参救•无需再加工
功模板
戍都航空煦it歧朮丰院CAVTC
处9
更改文件号
荃名
日刖
材H
说目
空:
8
日朋
顶目
签名
BPfl
IW就
ittn
以计
It芒化
1
件号
工Z
亩核
IU电
师来配件号
A1
1、标准顶杆固定板;150x90x13
2、未注尺寸为标雄参数•‘无需再加工
顶杆固足板
成都航空职业枝朮学院CAVTC
版本
处数
更改文件号
日期
材料:
45
件名
顶目
二Q
日期
项目
、、/
日朗
阶股标'记
数星
比例
李军
掠范化
1
H号
校対
工艺
审核
ftt阳
共页弟页
所雇装Eft号
7:
「參車荡
SECT1Of
mA・A
Z^Px\
军1厂
JL
A
◎J
丿>
A
Ix标狂动模座板$200x150x20
N、未注尺寸为标准参魏,无需再加工
功模H板
成都航空职田孙半隨CAVTC
处敬
M文件号
签名
曰期
ft名
取目
签名
日期
呦目
仝名
曰酊
悅©标记
»9
lt«
曲t
李军
k顧化
共页
1
第
5!
<4E~
校对审復
I2
HL«
阿条抄号
0。
全部:
DETAIL/SCALEt
1S标准顶杆:
06x150
2x未注尺寸为标准参教少无需再加工
版本
处鼓
更改文件号
签名
日期
顶目
签名
日朗
项且
签名
日期
设H
李军
标憑化
工艺
审核
ftt泪
阶段标记
拉料杆
数虽
成都航空职业枝朮字院
CAVTC
n号
共页弟页
Oo
全部^
SECTIONA"A
放电间隙2单边0o1mm
电柜1
成都航空职业技朮孚院
CAVTC
紫洞
版本
更改文件号
签名
日期
"RFT
件名
项目
签名
日朝
顶目
釜名
日期
阶段标记
比刮
i殳计
李军
标怎化
1
件号
校对
工Z
审垓
共更弟页
所区為e{牛号
5ECT[QNA-A
放宅间隙S里边。
.1mm
成都航空眼业技朮学院
CAVTC
累铜
版本
更改文件号
日耶
JF
件名
顶目
竪名
曰朋
顶目
签名
日期
阶段标记
敦量
LtWJ
设计
李军
标怎化
1
件号
X艺
宙核
共页弟X
朗属装SBf牛号
八.模具制造过程视频录像
 升级会员
升级会员 