焊接技术大全.docx
《焊接技术大全.docx》由会员分享,可在线阅读,更多相关《焊接技术大全.docx(20页珍藏版)》请在冰豆网上搜索。
焊接技术大全
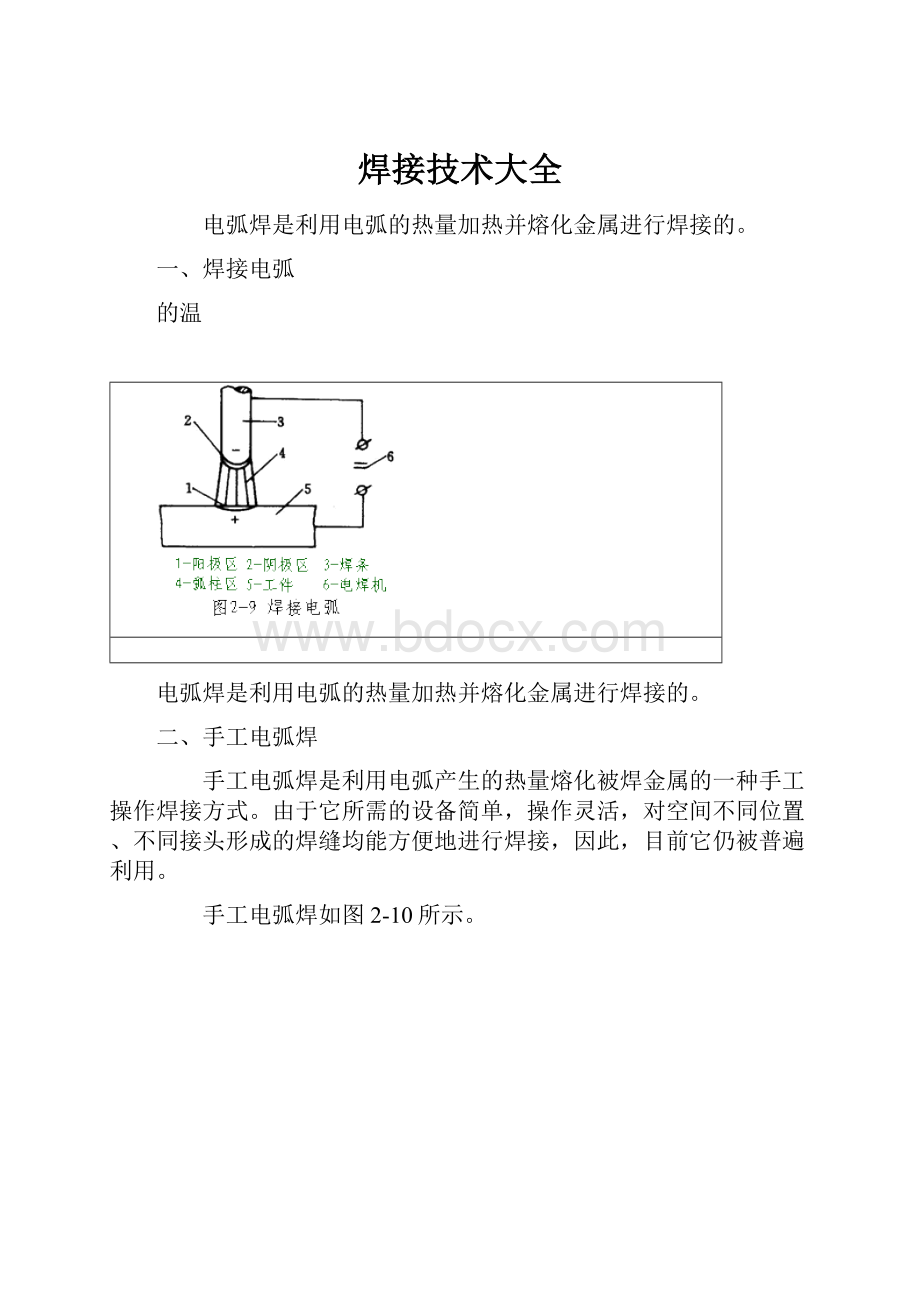
电弧焊是利用电弧的热量加热并熔化金属进行焊接的。
一、焊接电弧
的温
电弧焊是利用电弧的热量加热并熔化金属进行焊接的。
二、手工电弧焊
手工电弧焊是利用电弧产生的热量熔化被焊金属的一种手工操作焊接方式。
由于它所需的设备简单,操作灵活,对空间不同位置、不同接头形成的焊缝均能方便地进行焊接,因此,目前它仍被普遍利用。
手工电弧焊如图2-10所示。
三、埋弧自动焊
埋弧自动焊接时,引燃电弧、送丝、电弧沿焊接方向移动及焊接扫尾等进程完全由机械来完成。
埋弧自动焊进程如图2-11所示。
工件边缘预备和装配质量要求较高、费工时;由于是埋弧操作,看不到熔池和焊缝形成进程,因此,必需严格操纵焊接标准。
四、氩弧焊
程如图2-13(a)所示。
熔化极氩弧焊是利用金属焊丝作为电极,电弧产生在焊丝和工件之间,焊丝不断送进并熔化过渡到焊缝中去。
因此熔化极氩弧焊所用焊接电流可大大提高,适用于中、厚板的焊接,如化工容器筒体的焊接。
焊接进程可采纳自动或半自动方式,如图2-13(b)所示。
形式
焊接接头形式可分为:
对接接头、T形接头、角接接头和搭接接头。
一、
对接接头形式如图2-14所示。
关于钢板厚度在6mm以下的双面焊,因其手工焊的熔深可达4mm,故能够不开坡口,如图2-14(a)所示。
关于厚度在6-40mm的钢板,可采纳如图2-14(b)所示的V形坡口,进行双面焊。
在无法进行双面焊时,也可采纳带垫板(厚度≥3mm)的单面焊。
由于垫板的存在,不易被烧穿。
图2-17示出不许诺的角接焊缝结构。
这些角焊缝应力散布不均,在焊缝的根部有较大的应力集中,在压力容器的受压件上是禁止采纳的。
图2-18示出搭接接头,接头不开坡口。
焊缝均属角焊缝。
依照焊缝所在位置,有端焊缝与侧焊缝之分。
表2-10为手工电弧焊和埋弧自动焊的焊缝坡口形式举例,供选历时参考。
表2-10焊缝坡口形式和尺寸例如
名称
接头形式
基本尺寸
适用范围
标注代号
备注
对接接头↓手工电弧焊
δ
2~3
4
b
0+1
1+1
薄板拼接,筒体纵、环焊缝
δ
3~40
α
60°±5°
b
用于根部间隙较大且无法用机械方法加工坡口的容器环焊缝
δ
6~10
12~26
α
45°±5°
35°±5°
b
7+1
8+1
P
1±1
2-1
筒体内无法焊接,但是允许衬垫板的焊缝
注:
一般不推荐使用
垫板尺寸由施焊者自定
δ
16~60
α
55°±5°
b
2+1
P
2±1
钢板拼接,筒体的纵焊缝
δ
30~90
92~150
β
6°±2°
4°±2°
b
1+1
P
2+1
R
6+1
钢板拼接,筒体的纵焊缝
δ
30~60
α
65°±5°
β
10°±2°
b
2+1
P
2±1
H
10+2
厚壁筒体的环焊缝,多用于筒体内径DN<600mm的单面焊接
对接接头↓埋弧焊
δ
16~30
α
45°~70°
b
2+1
P
钢板拼接,筒体纵、环焊缝
接管与壳体间焊接接头
β=45°±5°
b=1±
H≥δ1
K≥6
1.壁厚较小的常压容器
2.非特殊操作工况(如无疲劳、无大的温度梯度、非低温及介质腐蚀性不大)
3.一般用于δ1<1/2δs
角接接头
β=55°±5°
b=
P=2±1
K=δs
δs≥3
δh=3~16
主要用于DN<600mm且内部无法施焊的管子或筒体与平盖的连接
本接头不推荐用于疲劳载荷的场合
搭接接头
b=0+2
K=δd+b
L≥4δs
δs=3~16
温度t=2~250℃
主要用于大型立式储罐的壳体(包括底板、顶盖)等的连接
本接头不得用于有较大温度梯度的工况
T形接头
β=55°±5°
b=
P=2±1
δs=5~25
δh≥4
K1≥6
用于薄管板与筒体的连接
δh由计算确定
换热器管板与壳体的焊接接头
见图示
用于S<10mm,使用压力p≤。
不宜用于易燃、易爆、易挥发及有毒介质的场合
绘节点图
(二)药皮
7.粘接剂使药皮粉料在压涂进程中具有必然的粘性,能与焊芯牢固地粘接,并使焊条药皮在烘干后具有必然的强度。
(三)电焊条的分类
1.按焊条的用途分类通常焊条按用途可分为十大类,如表2-12所示。
表2-12焊条大类的划分
序号
焊条大类
代号
拼音
汉字
1
结构钢焊条
J
结
2
钼及铬钼耐热钢焊条
R
热
3
铬不锈钢焊条
G
铬
铬镍不锈钢焊条
A
奥
4
堆焊焊条
D
堆
5
低温钢焊条
W
温
6
铸铁焊条
Z
铸
7
镍及镍合金焊条
Ni
镍
8
铜及铜合金焊条
T
铜
9
铝及铝合金焊条
L
铝
10
特殊用途焊条
TS
特
表2-13焊条牌号中末位数字的意义
数字
药皮类型
特点
电源
1
氧化钛型
(酸性)
焊接工艺性好,适用于各种位置焊接,特别适用于薄板焊接;焊缝金属塑性和抗裂性能较差。
交流或直流
2
钛钙型
(酸性)
焊接工艺性好,适用于各种位置焊接。
3
钛铁矿型
(酸性)
焊接工艺性好,适用于各种位置焊接。
4
氧化铁型
(酸性)
焊接工艺性较差,焊缝金属抗裂性能较好,适宜中厚板平焊,立焊及仰焊操作性能较差。
5
纤维素型
(酸性)
焊接工艺性较差,焊缝金属抗裂性能良好,适用于含碳量较高的中厚板焊接,立焊及仰焊操作性能较差。
6
低氢型
(碱性)
焊接工艺性一般,焊缝金属具有特别良好的抗热裂性能和机械性能,适宜于焊接重要结构。
7
直流
(四)电焊条牌号与型号
⒈ 焊条牌号 焊条牌号是对焊条产品的具体命名。
它是依照焊条的要紧用途及性能特点来命名的。
每种焊条产品只有一个牌号,但多种牌号的焊条能够同时对应于一种型号。
焊条牌号通常以一个汉语拼音字母(或汉字)与三位数字表示。
(1)结构钢焊条 焊条牌号如J422,其中“J”表示结构钢焊条,第一、二位数字"42"那么表示焊缝金属的抗拉强度品级(用MPa值的1/10表示),末位数字“2”表示药皮类型及焊接电源的种类(见表2-13)。
(2)奥氏体铬镍不锈钢焊条焊条牌号如A132,其中“A”表示奥氏体不锈钢焊条;第一名数字表示焊缝金属要紧化学成份组成品级,“1”品级表示含Cr量约为19%,含Ni量约为10%;第二位数字表示同一焊缝金属要紧化学成份组成品级中的不同牌号、品种,以此来区别镍铬之外的其他成份的不同;末位数字表示药皮类型和焊接电源种类,见表2-13。
⒉ 焊条型号焊条型号是以焊条国家标准为依据、反映焊条要紧特性的一种表示方式。
焊条型号依照焊缝金属的力学性能、药皮类型、焊接位置和焊接电流种类划分。
(1)碳钢焊条焊条型号如E4315,其中"E"表示焊条;前两位数字表示熔敷金属抗拉强度的最小值,单位为MPa值的1/10;第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平、立、仰、横),“2”表示焊条适用于平焊及平角焊,“4”适用于向下立焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型。
举例如下:
c.E431六、E5016型焊条
这两类焊条为低氢钾型,药皮在E4315和E5015型的基础上添加了稳弧剂,如铝镁合金或钾水玻璃等附加化学成份直接用元素符号表示,并用短划“-”与前面后缀字母分开,举例如下:
(3),见表2-14。
举例如下:
表2-14不锈钢焊条类型分类
焊条类型
焊接电流
焊接位置
EXXX(X)-17
EXXX(X)-26
直流反接
全位置
平焊、横焊
EXXX(X)-16
EXXX(X)-15
EXXX(X)-25
交流或直流反接
全位置
平焊、横焊
i含量的百分数值。
新旧型号对应关系见表2-15。
表2-15不锈钢新旧型号对照表
GB/T983-1995
GB983-85
GB/T983-1995
GB983-85
E308
E0-19-10
E316L
E00-18-12M02
E308L
E00-19-10
E317
E0-19-13M03
E308M0
E0-19-10M02
E317M0Cu
E0-19-13M02Cu2
E308M0L
E00-19-10M02
E317M0CuL
E00-19-13M02Cu2
E309
E1-23-13
E318
E0-18-12M02Nb
E309L
E00-23-13
E347
E0-19-10Nb
E309M0
E1-23-13M02
E410
E1-13
E316
E0-18-12M02
E410NiM0
E0-13-5M0
二、埋弧焊用焊丝和焊剂
表2-16经常使用钢号推荐选用的焊接材料
钢号
手弧焊
埋弧焊
焊条
焊丝牌号
焊剂
型号
牌号
型号
牌号
Q235-A10,20
E4303
J422
H08H08Mn
HJ401-H08A
HJ431
20R20HP、20g
E4316
J426
H08A
H08MnA
HJ401-H08A
HJ431
E4315
J427
09Mn2V
E5515-C1
W707Ni
H08Mn2MoVA
-
HJ250
16Mn
16MnR
16MnRC
E5003
J502
H10MnSiH10Mn2
HJ401-H08A
HJ431
E5016
J506
HJ402-H10Mn2
HJ350
E5015
J507
15MnV
E5003
J502
H08MnMoA
H10MnSi
H10Mn2
HJ401-H08A
HJ431
15MnVR
15MnVRC
E5016
J506
E5015
J507
HJ402-H10Mn2
HJ350
E5515-G
J557
ICr18Ni9Ti
E308-16
A102
H0Cr20Ni10Ti
-
HJ260
E308-15
A107
E347-16
A132
E347-15
A137
0Cr19Ni9
E308-16
A102
-
-
-
E308-15
A107
0Cr18Ni9Ti
E347-16
A132
H0Cr20Ni10Ti
-
HJ260
E347-15
A137
OCr18Ni11Ti
E347-16
A132
-
-
-
E347-15
A137
00Cr18Ni10
E308L-16
A002
H00Cr21Ni10
-
HJ260
00Cr19Ni11
E308L-16
A002
-
-
-
E316L-16
A002
H0Cr20Ni14Mo3
-
HJ260
E318-16
A212
0Cr19Ni13Mo3
E317-16
A242
-
-
-
0Cr13
E410-16
G202
-
-
-
E410-15
G207
表2-17不同钢号相焊推荐选用的焊接材料
类别
接头钢号
手弧焊
埋弧焊
焊条
焊丝钢号
焊剂
型号
牌号
型号
牌号
碳素钢、低合金钢和低合金钢相焊
Q235-A+16Mn
E4303
J422
H08H08Mn
HJ401-H08A
HJ431
20、20R+16MnR、16MnRc
E4315
J427
H08MnA
HJ401-H08A
HJ431
E5015
J507
20R+20MnMo
E4315
J427
H08MnA
HJ401-H08A
HJ431
E5015
J507
20R、Q235-A+15MnMoV
E4315
J427
-
-
-
E5015
J507
Q235-A+18MnMoNbR
E4315
J427
H08AH08MnA
HJ401-H08A
HJ431
E5015
J507
HJ402-H10Mn2
HJ350
碳素钢、碳锰低合金钢和铬钼低合金钢相焊
Q235-A+15CrMo
E4315
J427
H08H08MnA
HJ401-H08A
HJ431
Q235-A+1Cr5Mo
16MnR+15CrMo
E5015
J507
-
-
-
其他钢号和奥氏体高合金钢相焊
Q235-A+0Cr18Ni9Ti
E309-16
A302
-
-
-
E309MO-16
A312
20R+0Cr18Ni9Ti
E309-16
A302
-
-
-
E309MO-16
A312
16MnR+0Cr18Ni9Ti
E309-16
A302
-
-
-
E309MO-16
A312
第四节焊接缺点与焊接质量查验
一、焊接缺点
(一)焊接变形
以上五种缺点存在于焊缝的外表,肉眼就能够发觉,并可及时补焊。
若是操作熟练,一样是能够幸免的。
淬火组织,在高应力作用下,引发晶粒内部的破裂,焊接含碳量较高或合金元素较多的易淬火钢材时,最易产生冷裂纹。
焊缝中熔入过量的氢,也会引发冷裂纹。
裂纹是最危险的一种缺点,它除减少承载截面之外,还会产生严峻的应力集中,在利用中裂纹会慢慢扩大,最后可能致使构件的破坏。
因此焊接结构中一样不许诺存在这种缺点,一经发觉须铲去重焊。
量。
(二)无损探伤
隐
(起焊成,以保证施工条件一致。
然后将试板进行机械性能实验。
实际生产中,一样只对新钢种的焊接接头进行这方面的实验。
试探题
1.焊接电弧是怎样形成的?
电弧中温度最高处有多少度?
2.与手工电弧焊相比,埋弧自动焊有什么特点?
3.氩弧焊有什么特点?
4.焊接接头处开坡口有什么意义?
请你举出对接接头及T型接头坡口型式及尺寸的例子。
5.当对接的两块钢板厚度不相等时如何开坡口?
6.电焊条中钢芯与药皮各有什么作用?
7.酸性焊条与碱性焊条有何差别?
焊接时怎样选用?
8.焊条选用的原则是什么?
9.焊条的牌号与型号有什么区别?
举出结构钢焊条、铬镍不锈钢焊条的一种常用牌号及其对应型号。
10.写出Q235-A埋弧自动焊的焊丝钢号及焊剂牌号(及型号)。
11.写出Q235-A与不锈钢相焊选用的焊条牌号。
12.焊缝缺陷指的是什么?
13.检验焊缝的方法有哪些?
 升级会员
升级会员 