FANUC常见故障及分析.docx
《FANUC常见故障及分析.docx》由会员分享,可在线阅读,更多相关《FANUC常见故障及分析.docx(116页珍藏版)》请在冰豆网上搜索。
FANUC常见故障及分析
FANUC0系统的疑难故障分析及排除
2006年10月9日9:
41
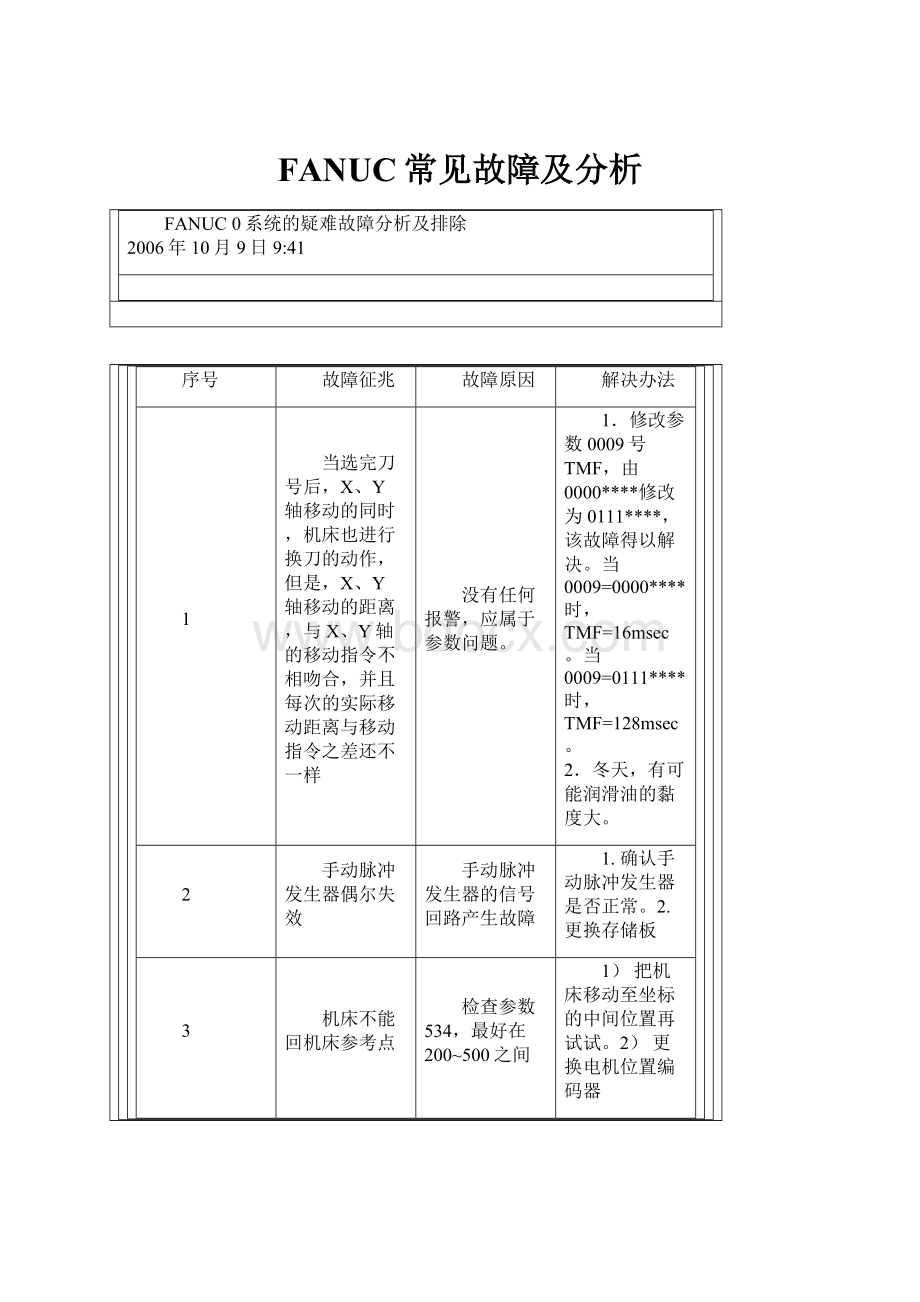
序号
故障征兆
故障原因
解决办法
1
当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样
没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
2
手动脉冲发生器偶尔失效
手动脉冲发生器的信号回路产生故障
1.确认手动脉冲发生器是否正常。
2.更换存储板
3
机床不能回机床参考点
检查参数534,最好在200~500之间
1)把机床移动至坐标的中间位置再试试。
2)更换电机位置编码器
4
机床工作三小时,X轴发现振动声音
在显示器屏幕上没有报警,是由参数设置不正确而引起的
1)、修改8103#2=0→1
2)、修改8121=120→100
5
进给轴低速运行时,有爬行现象
调整参数
1)调整伺服增益参数;
2)调整电机的负载惯量化。
6
机床回参考点时,每次返回参考点时的位置都不一样
调整参数
重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值
7
切削螺纹时,乱扣
更换了位置编码器和主轴伺服放大器及存储板都无效时
参数49号设定不对,修改参数49#6由0→1。
8
不能进行螺纹切削
位置编码器反馈信号线路
1)更换主轴位置编码器;2)修改参数;
9
在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题
参数8103设定错误,修改8103#5由1→0
10
车床:
用MX不能输入刀偏量
未设参数
参数10#7位设1
11
X、Y轴加工圆度超差
没有报警
调整参数:
1)伺服的增益:
要求两轴一致。
2)伺服控制参数:
见伺服参数说明书。
3)加反向间隙补偿。
12
轮毂加工车床,当高节奏地加工轮毂时,经常出现电源单元和主轴伺服单元的模块严重烧毁
由于主轴频繁高低速启动
更换电源控制单元和主轴伺服控制单元的功率驱动模块。
并用A50L-0001-0303替换以前使用的功率模块。
13
立式加工中心,按急停,Z轴往下下降2mm
Z轴电机的制动器回路处理不妥
1)按伺服的说明书,正确地设计Z轴的制动器回路;2)检查参数8X05#6=1、8X83=200左右。
14
加工中心:
Z轴运动时产生振动,并且通过交换印刷板实验确认Z轴控制单元及电机正常
参数设置而引起的故障
1)调整参数517。
2)检查并调整8300至8400之间的参数。
15
X轴加工一段时间后,X轴坐标发生偏移
如果更换电机编码器无效,应属机械故障
1)更换电机编码器,无效。
2)检查并调整丝杆与电机之间的联轴节。
16
主轴低速不稳,而且不能准停
反馈信号不好
1)检查确认主轴电机反馈信号插头是否松动。
2)更换主轴电机编码器。
3)更换定位用的磁传感器。
17
当使用模拟主轴时,模拟电压没有输出
1)主板上是否有87103芯片。
2)检查参数0539~542的数值或者重新计算和设定主轴箱的齿轮比。
3)更换主板。
18
控制系统在运行模拟主轴时,没有模拟电压的输出
模拟电压的输出回路有故障或参数有问题
1)请确认SSTP*=1,即G120#6=1
2)设定模拟电压10V时所对应的最高转速成的参数,例如:
对于T系列,设定PRM540=6000
3)在AUTO或MDI方式下,输入S指令,就可以用万用表在M12或M26端口上测量出SVC的输出。
4)如果没有,请更换主板
19
机床油泵不能启动,机床换刀时的油缸没有动作
输入/输出板输出信号回路有故障
1)检查输入/输出板上的元件TD62107是否有明显烧毁痕迹
2)更换输入/输出卡或输入/输出卡上的元件TD62107
20
电源报警红灯亮,显示器屏幕没有显示
外部电源有短路或内部印刷板电源短路
1)测量+5V、+15V、+24V及+24E对地的电阻。
2)如果是系统印刷板内部短路造成,可把印刷板外接的信号线插座全部拔下,然后把印刷板一块一块地往下拔,每拔一块后,打开电源,直到发现拔下其中一块印刷板后,就可以通上电,这样可以认为是由该印刷板内部电源短路造成的。
21
系统显示器屏幕上显示NOTREADY
查诊断G121.4=0,急停回路出现故障
1)查电气图中的急停回路;2)查机床各轴的行程开关是否有断线,是否完好;3)把系统的参数,程序等全部清除后,重新输入参数、加工程序等系统数据。
22
在手动或自动方式下机床都不运行
1)位置画面显示的数字不变化
1)诊断G121.4(*ESP信号)是否等于1;
2)诊断G121.7(ERS信号)是否等于0;
3)诊断G104.6(RRW信号)是否等于0;
4)诊断G122#0,#1、#2的状态。
G122=*****101即JOG状态。
G122=*****001即AUTO状态。
5)到位检查是否在执行,请确认。
DGN800(位置偏差)>PRM500(到位宽度)。
6)检查各个轴互锁信号诊断G128#0~#3(ITX,ITY,ITZ,IT4)是否等于0。
7)检查倍率信号G121#0~#3(*OV1,*OV2,*OV4,*OV8)。
如果PRM03#4(OVRI)=0,当G121=****1111时,倍率为100%。
8)检查JOG倍率信号G104#0~#3即JOV1、JOV2、JOV4、JOV8当JOV01到JOV8=0000时,其倍率为0%
2)显示器屏幕上的位置显示数字在变化
检查机床锁住信号,诊断G117#1是否等于0(即MLK信号)。
23
在手动方式下,机床不能运行
显示器屏幕上的位置显示数字不变化
1)检查方式选择信号,诊断G122#2、#1、#0是否为101(即MD4、MD2、MD1信号);
2)检查进给轴及其轴方向的信号是否已输入系统,G116#3、#2,即-X、+X信号;
3)到位检查是否在进行,确认DGN800(位置偏差)>PRM500(到位宽度);
4)检查参数PRM517或512、513、514、515,正常状况下,PRM517为3000;
5)检查互锁信号是否已起作用;
6)检查倍率信号*OV8、*OV4、*OV2、*OV1即诊断G121#3~#0,如果PRM3#4=0时,G121=****1111,其倍率为0%;当PRM3#4=1时G121=****0000,其倍率为100%。
7)检查JOG倍率信号,当诊断G104=****0000其倍率为0%;
8)检查JOG进给率的参数设定,即RM559至562;9)对于车床类机床而言,应该确认目前是每分进给还是每转进给当PRM8#4=0时,JOG进给处于每分进给,反之则为每转进给。
24
在自动方式下,机床不能运行
1)机床起动的指示灯也不亮(CYCLESTART)
1)确认机床运行方式即G122#2~#0(MD4、MD2、MD1)若G122=*****001,即AUTO方式。
若G122=*****000即MDI方式。
2)检查运转起动(ST)信号是否输入,即G120#23)确认进给保持信号(*SP)即G121#5=1;
2)机床起动指示灯亮,但不报警
1)查诊断700
DGN0700
a.700#0(CFIN):
M、S、T功能正在执行
b.700#1(CMTN):
自动运行的指令正在执行
c.700#2(CDWL):
暂停指令正在执行
d.700#3(CINP):
正在执行到位检查
e.700#4(COVZ):
倍率为0%
f.700#5(CITL):
互锁信号输入
g.700#6(CSCT):
等待主轴速度到位信号
DNG701#6:
CRST即急停、外部复位、MDI键盘的复位信号输入;
2)检查是否有互锁信号输入;
3)检查是否输入了起动互锁信号,即G120#1;
4)当PARAM24#2=1时,主轴速度到达信号SAR有效,即当主轴没有到达规定的速度时,机床不能自动运行;
5)检查快速进给速度PARAM518~521;
6)检查快速进给倍率,这还取决于PRM003#4(OVRI)的设定值。
其中F0=PRM533
G116#7(ROV1)
G117#7(ROV2)
25
在自动运行状态下突然停机
有急停外部复位等信号输入
1)查诊断712号
2)检查
G121.4#4(*ESP)急停信号
G121#7(ERS)外部复位信号
G104#6(RRW)复位倒转信号
G121#6(*SP)暂停信号
G116#1(SBK)单段执行程序信号
26
开机后,约半个小时MDI键盘子上的某些键,如PAGE键,光标键失效
操作面板的输入信号不正常
1)检查MDI键盘是否正确接地。
2)更换存储板A16B-2201-010*。
27
MDI方式总为G90或G91
MDI方式下设定了G90或G91模态
在"SETTING"画面设定ABS(其它系统也可这样做。
)
28
系统通不上电,并且把系统控制板一块一块地卸掉,发现卸掉存储板后,可以通电
由于在通讯中,通讯接口芯片75188,75189的±15V工作电压与0V之间短路所致
更换存储板A16B-2201-010*,或A16B-1212-021*,由于更换存储板,当然需要重新输入以下数据:
a.系统参数,
b.PMC参数
c.O9000以后的程序,
d.宏变量或P-CODE等
29
机床的操作面板的所有开关都不起作用,即所有输入/输出点不起作用
测量输入/输出板的+24D,因为+24D是输入/输出板上信号接受器的工作电压
如果+24D的电压值为OV,或在断电的情况下测量+24D与0V之间的电阻在0至几十欧姆时,请同时更换主板与存储板
30
显示器屏幕字符显示不正常
显示器屏幕显示回路出现问题
1)主板上的字符显示ROM是否装好;2)更换显示器屏幕;3)调整显示器屏幕;4)更换主板
31
显示器屏幕上字符正常,但在EDIT方式下,不见光标
显示器屏幕显示回路出现故障
1)清洗主板。
2)更换主板。
32
系统出现死机现象,并且显示器屏幕的画面也不能切换
CPU及CPU周边回路,系统软件不能正常工作
1)做全清存储器实验,重新输入参数和程序;
2)更换主板A20B-2002-065*,或A20B-2000-017*。
33
系统具有图形功能但不能显示图形,有时显示器屏幕上什么都不显示
系统的显示回路出现故障
1)拆下图形板,把显示器屏幕信号线连到存储板的CCX5上,如果能正常地显示画面,请更换图形板
34
系统不能正常上电,且输入/输出板有严重的烧毁痕迹
由于外部继电器和外围电压等原因,使输入/输出接口板上的TD62107严重烧毁而造成电源短路
1)更换输入/输出板。
2)更换输入/输出板上TD62107。
35
系统工作半个月左右或一个月左右,必须更换电池,不然参数就会丢失
电池是为了保障在系统不通电的情况下,不丢失NC数据
1)检查确认电池连接电缆是否有破损;2)存储板上的电池保持回路不良,请更换存储板
36
机床不能正常工作,机床有PMC-L功能,且PRM60#2=1,但显示器屏幕上不能察看梯形图
PMC-LROM没有被系统选上,即PMC-LROM没起作用
1)检查确认PMC-LROM是否完好;2)更换存储板,因为PMCROM的片选信号线可能断路。
37
系统有时钟针显示功能但不显示系统时间
时针回路不正常
1)确认时钟显示功能,即900号以后参数;2)更换存储板,因为时钟芯片及时钟控制回路都在存储板上。
38
MDI键盘上功能键有的能起作用,有的键不能起作用
MDI键盘的信号接收回路出现故障
1)检查确认MDI电缆是否有破损;2)更换存储板,因为MDI键盘的信号接收回路在存储板上。
3)更换主板,因为MDI键盘的信号控制回路在主板上
39
显示器屏幕上没有报警,但机床运行时,电机运转声音很大
电机反馈的格雷码信号回路有问题
1)查电机编码器及包馈电缆是否完好;2)更换轴卡,因为电机编码器的格雷码信号的接受回路和控制回路在轴卡上
40
在机床运行中,控制系统偶尔出现突然掉电现象
电源供应系统故障
1)更换系统电源。
2)更换电源输入单元。
41
加工中心:
主轴运行时,显示器屏幕上不能显示主轴运行的实际速度
参数设置
请检查以下参数:
1)PRM14.2=1;
2)PRM71#0=0/1;当PRM71#0=0时,反馈线应连接在JY4。
当PRM71#0=1时,反馈线应连接在M27。
3)PRM6501#2=1;4)PRM910.4=1;
42
系统使用14"显示器但显示器屏幕的显示格式与9"显示器屏幕显示格式一样
系统软件和参数
1)更换字符显示ROM;2)更改显示格式的功能参数。
43
快速移动倍率,(ROV1、ROV2)0%、25%、50%、100%相反
参数设置
修改参数41#3由1→0
44
当查看梯形图时,梯形图的地址符号以及显示器屏幕下端的软件都显示不出来
显示器屏幕显示太暗
调整显示器屏幕后面的[BRIGHT]及[CONT]直到显示正常。
45
机床操作面板上有的键起作用,有的不起作
机床操作面板的控制板A16B-1300-0380出现故障而引起的
更换机床操作面板的控制板A16B-1310-0380。
46
机床工作一段时间后,有时是一天,有时甚至是三、五天,突然断电,开机后,有时系统能正常工作,有时不能正常工作。
查主板上的+5V电压为4.6~4.8V左右
1)主板上有的元器件失效;2)更换主板A20B-2002-065*。
47
系统在一般情况下能正确工作,但是当运行64K字节以上程序时,出现910或911报警
系统出现了RAM奇偶错误
1)检查确认存储板上附加RAM是否正确地安装;
2)更换存储板,由于更换存储板,当然需要重新输入以下数据:
a.系统参数,
b.PMC参数
c.O9000以后的程序,
d.宏变量或P-CODE等
48
一开机,出现910或911报警
系统出现了RAM奇偶错误
1)按住MDI上的RESET与DELET,同时开机,如果不出现910或911报警了,就重新输入CNC参数,PMC参数和程序等,就能使系统恢复正常。
2)如果按RESET与DELETE,也不能清除910或911报警,则更换存储板。
49
系统出现913或914报警
伺服控制板上的公用RAM出现奇偶报警
更换轴卡A16B-2200-039*,0C(32bit)α系列伺服用;或A16B-2200-036*,0C(32bit)S系列伺服用;或A16B-2200-022*,0C(16bit)S系列伺服用。
50
显示器屏幕上出现报警915、916
梯形图编辑盒出现RAM奇偶校验错误
1)更换梯形图编辑盒。
2)存储卡的后备电池小于2.6V,同时显示器屏幕上会显示"BAT"警告。
3)做全清存储器实验,然后重新输入参数,梯形图等。
51
系统通电后,能正常工作,但只要用手抖动轴卡或机床有些振动就出现920报警
Watchdogtimer报警
1)紧固轴卡的固定螺钉。
2)更换轴卡。
52
每天出现几次920报警,并且关机后,再开机,故障可清除
系统Watchdog报警,是由于控制系统主板或干扰引起的。
1)请清洁系统的各印刷板。
2)更换主板A20B-2002-065*。
3)检查系统的各信号线的屏蔽线是否接地完好。
4)请把信号线与动力线或电源线分开。
53
显示器屏幕上出现922报警
7/8轴伺服系统报警
1)更换7/8轴伺服板。
2)CPU或周边回路有故障,更换主板。
3)由于存储板不能正常地工作,而使软件也不能正常工作。
4)电源单元的直流输出电压不正常也可能导致报警。
54
按软操作键时出现930报警
软操作键的信号电缆出现破损
经查:
软操作键的连接电缆破损,有些信号线与机床的金属面板压在了一起,请重新布线。
55
显示器屏幕上出现930报警,即使关机,再开机后,还是出现930报警
系统CPU及其周边回路出现错误
1)、更换主板A16B-2000-017*或A20B-2002-065*。
2)更换存储板A16B-2200-010*,或A16B-1212-021。
3)换轴卡A16B-2200-036,或A16B-2200-036。
4)更换输入/输出接口板。
56
偶尔930报警,有时10-30分钟出现一次,有时一、二天出现一次
930报警系统是因为系统CPU及其周边回路的故障而引起
1)确认接地是否正确;
2)更换主板A20B-2002-065*。
57
940报警
印刷板安装错误
1)当使用伺服软件9030及控制软件0469或0669以后的版本时,轴卡A16B-2200-036*与A16B-2200-039*可以互换。
2)但当使用伺服软件9040版以上时,如果系统的轴卡用的是A16B-2200-0360,就会出现940报警。
58
系统工作一天或二天左右,出现941报警
存储板与主板之间连接不良
1)检查确认连接是否紧固。
2)更换主板。
3)更换存储板。
由于更换存储板,当然需要重新输入以下数据:
a.系统参数,b.PMC参数c.O9000以后的程序,d.宏变量或P-CODE等。
59
显示器屏幕上显示945报警
串行主轴控制单元与系统之间的通讯不正确
1)检查确认光缆及光缆适配器是否正确。
2)检查确认主轴控制单元是否完好。
3)更换存储板上的光缆座。
60
一天或更长时间出现945报警,并且通过关机再开机后,又可正常工作
串行主轴系统的通讯出现故障
1)清理清洁存储板上的光缆座。
2)更换存储板。
3)更换光缆及其适配器。
61
显示器屏幕上出现报警946
第二串行主轴出现通讯错误
1.从第一主轴放大器到第二主轴放大器的光缆,光缆适配器电缆有故障。
2.第二主轴放大器有故障。
62
946报警
第二主轴通讯错误
1.检查确认第二主轴连接是否正确。
2.更换第二主轴伺服放大器
63
950报警
+24E电源的保险熔断了
1.更换电源上的+24E保险。
2.也有可能是由主板及存储板+24E的检测回路的故障造成的,因此也需要更换主板或存储板。
64
960报警
子CPU及其周边回路出现故障
1.同时按住"S"与"Delete"再开机,报警是否消除。
2.如果报警不能消除,更换子CPU印刷板。
65
998报警,并且显示器屏幕上显示了某一位置的ROM号
ROM奇偶错误
1.更换所显示位置的ROM。
2.更换存储板。
66
0L系统:
同时出现603、604报警
603报警:
PMCWATCHDOG报警604报警:
PMC的ROM奇偶校验错误
更换A16B-1212-0270(激光信号检测板)。
67
不定时401报警、941报警、930报警
系统硬件故障
更换A16B-2201-010*。
68
401报警
1-2轴伺服单元的DRDY信号不能反馈给系统,经查1-2轴电机伺服控制单元正常
1.轴卡的DRDY回路出现故障或轴卡上有断线。
2.更换轴卡。
69
加工中心:
X轴采用光栅全反馈,当移动X轴时,飞车并现410、411报警
反馈信号连接有问题
请把光栅反馈的PA、PA*与PB、PB*交换。
70
414报警,查诊断720#4=1,并且经过检测,电机及伺服控制单元正常
伺服板的电流检测回路出现故障
1.更换轴卡。
2.更换轴卡上的A/D转换器。
71
414报警,查诊断720#5=1,并且经查电机及伺服控制单元正常
伺服出现过载报警
1.更换轴卡。
2.更换指令电缆。
72
414报警,查诊断720#5=1,即OVC
电机过流报警,查电机三相对地短路
1.电机进水,更换电机。
2.如果Z轴电动机带抱闸,有可能是抱闸控制回路出现故障,从而使抱闸未打开。
73
显示器屏幕上出现414、424、434报警
经查轴卡及伺服放大器、主轴放大器及电源模块正常
电机反馈线及指令线在长期的工作中老化腐蚀;或者随着机床的运动部件来回运动,电缆被磨损;或者被老鼠咬断。
74
显示器屏幕上出现414、424、434报警
查电源模块A06B-6077-H111上无+24V输出
更换电源单元A06B-6077-H111。
75
偶尔出现414、424报警。
查诊断700#4=1经查,伺服电机及伺服控制单元处于正常状态
高电流报警,伺服轴卡上的电流检测回路出现故障
1.检查确认电机的编码器反馈线是否屏蔽接地。
2.更换轴卡或轴卡上的A/D转换器。
76
系统工作一天之内或数天就出现一次414、424报警,并且关机再开机后,能消除,查诊断720#6=1,721#6=1
伺服低电压报警,查电机及伺服控制单元处于正常工作状态
由于机床工作电压的外接开关有时缺相而引起,更换其开关。
77
显示器屏幕上显示416报警
电机反馈信号断线报警
要分清楚是硬件断线报警,还是软件断线报警,如果是硬件断线报警,请更换电机编码器或电缆;如果是软断线报警,则只需要修改参数。
78
执行刚性攻丝时,出现430报警,主轴控制系统用的是A06B-6064-H002
执行刚性攻丝时,经检查,系统参数和主轴系统硬件、光缆都无问题。
调整主轴系统参数F31,由0→1。
79
车床,主轴采用高分辨率磁性传感器,在刚性攻丝时,出现报警430报警
高分辨率磁性传感器的反馈信号不正常
1.用示波器测量高分辨率磁性传感器的反馈信号,并调整到所要求的幅值。
2.切记不要把磁性传感器的磁鼓装反。
80
加工中心:
434报警诊断720#5=1
过载报警
1.伺服控制板出现故障。
2.伺服控制单元出现故障。
3.Z轴电机的抱闸没有打开。
81
出现317、327、337报警
X、Y、Z轴的绝对位置编码器电池电压偏低
最好使用高质量电池。
82
偶而出现319报警
串行编码器出现错误
1.检查电机编码器是否进水。
2.检查电机编码器的反馈电缆是否破损。
3.更换电机编码器。
83
在回零时,经常出现510报警、511报警
参数调整
把参数700改为99999999,把参数704改为-99999999,当回零正确后,再把它改为原来的值。
84
偶尔408报警
串行主轴连接错误
1.清洗存储板上的光缆座2.更换存储板A16B-2201-0101
85
显示器屏幕上显示报警408
系统使用了串行主轴,当电源正常供给时,主轴放大器没有正常地开
 升级会员
升级会员 