全自动制样机常见故障.docx
《全自动制样机常见故障.docx》由会员分享,可在线阅读,更多相关《全自动制样机常见故障.docx(26页珍藏版)》请在冰豆网上搜索。
全自动制样机常见故障
事故处理
机械部分事故处理
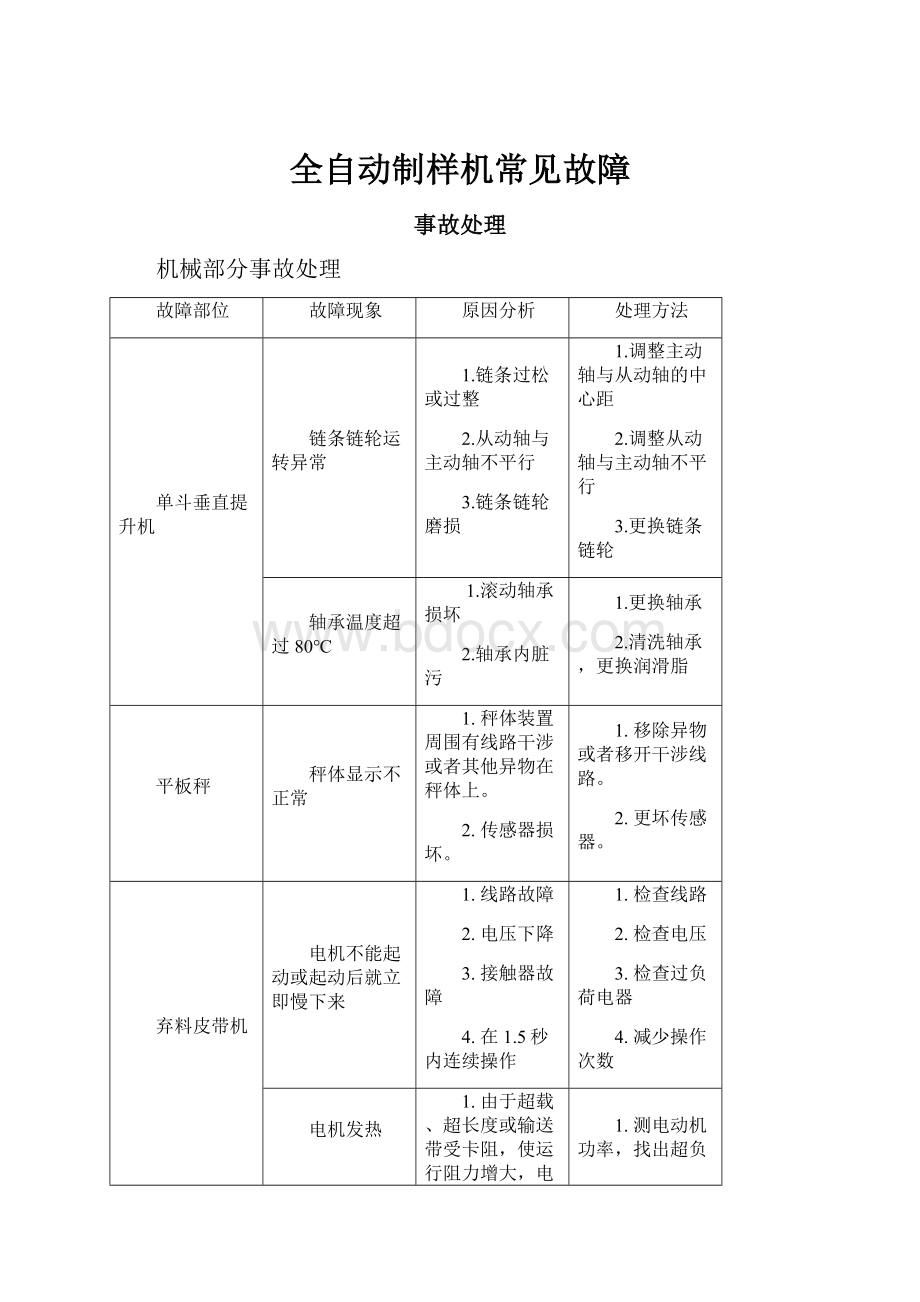
故障部位
故障现象
原因分析
处理方法
单斗垂直提升机
链条链轮运转异常
1.链条过松或过整
2.从动轴与主动轴不平行
3.链条链轮磨损
1.调整主动轴与从动轴的中心距
2.调整从动轴与主动轴不平行
3.更换链条链轮
轴承温度超过80℃
1.滚动轴承损坏
2.轴承内脏污
1.更换轴承
2.清洗轴承,更换润滑脂
平板秤
秤体显示不正常
1.秤体装置周围有线路干涉或者其他异物在秤体上。
2.传感器损坏。
1.移除异物或者移开干涉线路。
2.更坏传感器。
弃料皮带机
电机不能起动或起动后就立即慢下来
1.线路故障
2.电压下降
3.接触器故障
4.在1.5秒内连续操作
1.检查线路
2.检查电压
3.检查过负荷电器
4.减少操作次数
电机发热
1.由于超载、超长度或输送带受卡阻,使运行阻力增大,电动机超负荷运行。
2.由于传动系统润滑条件不良,致使电动机功率增加
3.电动机风扇进风口或径向散热片中堆积煤尘,使散热条件恶化。
1.测电动机功率,找出超负荷运行原因,对症处理。
2.各传动部位及时补充润滑
3.清除煤尘
减速器过热
1.减速器中油量过多或太少
2.油使用时间过长
3.润滑条件恶化,使轴承损坏
1.按规定量注油
2.清洗内部,及时换油修理或更换轴承、改善润滑条件。
输送带跑偏
1.机架、滚筒没有调整平直
2.滚筒中心线不平行
3.橡胶挡板压的过死
1.调整机架或滚筒,使之保持平直
2.调整改向滚筒轴线方向
3.调整橡胶挡板伸长量
输送带老化、撕裂
1.输送带与机架摩擦,产生带边拉毛,开裂
1.及时调整,避免输送带长期跑偏
断带
1.输送带长期使用,强度变差
2.输送带接头质量不佳,局部开裂未及时修复或重打
3.与机架磨损老化
1.及时更换破损或老化的输送带
2.对接头经常观察,发现问题及时处理
3.调整跑偏,及时处理
打滑
1.输送带张紧力不足,负载过大
2.使用一段时间,皮带松弛
1.重新调整张紧力或者减少运输量
2.三个月调整,增大张紧力
托辊不转
1.托辊与输送带不接触
2.托辊外壳煤泥卡阻,或托辊端面与托辊支座干涉
3.托辊密封不佳,使煤粉进入轴承而引起轴承卡阻
1.垫高托辊位置,使之与输送带接触
2.清除煤泥;干涉部位加垫圈或校正托辊支座,使端面脱离接触
3.更换托辊
6mm锤式破碎机
破碎机振动
1.锤头失去平衡
2.锤头折断失去平衡
3.轴承损坏
4.给料不均匀,造成锤头磨损不均而失去平衡
1.按要求重新选装锤头
2.更换新锤头
3.更换轴承
4.调整给料位置,均匀给料
轴承温度超过80℃
1.滚动轴承损坏
2.润滑脂脏污
3.润滑脂不足或过多
1.更换轴承
2.清洗轴承,更换润滑脂
3.调整润滑脂量
破碎腔内出现连续敲击声
1.不易物进入腔内
2.破碎机构上零部件磨损后松动,使得锤头打击腔体内壁
3.锤头轴销磨损过大
1.清除异物
2.更换或紧固破碎机构上的螺栓、螺母
3.更换锤轴销
破碎时间延长
1.皮带损坏严重
2.张紧力不够打滑
3.破碎辊上粘物料
1.更换皮带
2.调整皮带张力
3.清除粘塞物
破碎时不下料
1.电机运转方向不对
2.物料水分过大,筛板堵塞
1.对调电路上任意两路相线
2.降低物料水份,清理筛板上粘堵物料
圆盘缩分器
主机不工作
1.电机损坏
2.链条卡死
3.上刮扫器卡死
4.下刮扫器卡死
5.主轴卡死
1.检查接线/更换电机
2.清除异物
3.清除异物/更换刮扫器
4.清除异物/更换刮扫器
5.更换整机/回司维修
电机温度超过80℃
1.链条卡滞
2.上刮扫器卡死
3.下刮扫器卡死
4.主轴卡死
1.检查链条,链轮,若损坏更换链条链轮
2.清除异物/更换刮扫器
3.清除异物/更换刮扫器
4.更换整机/回司维修
缩分器出现异响
1.传动链条挂链条保护罩
2.刮扫器损坏
3.主轴损坏
1.检查链条长度,更换链条
2.更换刮扫器
3.更换整机/回司维修
缩分不准
1)步进电机损坏
2)齿轮齿条机构损坏
3)齿条与导轨运动不畅
4.缩分板卡滞
1.更换步进电机
2.更换齿轮齿条机构
3.清除齿轮与导轨间的灰尘及异物(气吹)
4.清除缩分板与锥壁间异物及灰尘(气吹)
箱体开裂
1.疲劳断裂
1.整机更换/回司维修
Z型提升机
主机不工作
1.电机损坏
2.链条卡死
3.链斗卡死
1.检查接线/更换电机
2.清除异物
3.专人处理
电机温度超过80℃
1.链条卡滞
2.上刮扫器卡死
3.下刮扫器卡死
4.主轴卡死
1.检查链条,链轮,若损坏更换链条链轮
2.清除异物/更换刮扫器
3.清除异物/更换刮扫器
4.更换整机/回司维修
链斗异响
1.掉斗,卡斗
2.跳齿
1.专人维修
2.专人维修
进料处泄漏大
1.掉斗
2.毛刷损坏
1.换斗
2.更换毛刷
箱体开裂
1.疲劳断裂
1.整机更换/回司维修
对辊破碎机
按启动按钮,电动机不运动
1.启动按钮故障
2.交流接触器损坏
3.热继电器故障
4.电感感应开关失效
图4.5-1检查及更换启动按钮
图4.5-2更换交流接触器
图4.5-3更换热继电器
图4.5-4调整或更换电感感应开关
闷机或卡死
1.先投料,后开机
2.一次投料量太多
3.破碎辊上有硬物
1.停机清理物料,先开机,后投料
2.投料均匀
3.清除破碎辊上的硬物
破碎时间延长
1.皮带损坏严重
2.张紧力不够打滑
3.破碎辊上粘物料
1.更换皮带
2.调整皮带张力
3.清除粘塞物
破碎时不下料
1.电机运转方向不对
2.物料粘堵
1.对调电路上任意两路相线
2.降低物料水份,清理粘堵物料
出料粒度过大
两个破碎辊间隙太大
调节两轧辊间隙
主机内发出异常噪音或振动大
1.破碎辊上有硬物被卡死
2.整机不平稳
1.立即停机取出硬物
2.整机调平
八桶底部开口分样机
闸门无法开启
1.气缸损坏
2.气缸轴和导杆之间别死
3.气管或电磁阀等漏气
4.闸门与销轴处卡死
5.闸门变形
1.更换新的气缸
2.松开导杆螺栓进行调节
3.更换气管或电磁阀
4.清理销轴处查看是否卡煤渣
5.拆解后校正或更换
轴承温度超过80℃
1.滚动轴承损坏
2.润滑脂脏污
3.润滑脂不足或过多
1.更换轴承
2.清洗轴承,更换润滑脂
3.调整润滑脂量
集样筒停止工位错误或偏差
1.控制程序错误
2.感应开关偏离、损坏
3.制动器损坏
4.电机旋转方向不对
1.检查控制程序
2.校正或更换感应开关
3.更换电机制动器
4.检查电机旋转方向
卸料口出残留物料
1.气缸速度过快
1.调节节流阀,降低气缸速度
物料暂存器
活塞体无动作
1.气缸损坏
2.活塞体和筒壁之间有异物组阻塞
3.气管或电磁阀等漏气
1.更换新的气缸
2.清理活塞体与筒壁接合处,查看是否卡较大煤渣,石子阻塞活塞
3.更换气管或电磁阀
3mm提升机
链条链轮运转异常
1.链条过松或过整
2.从动轴与主动轴不平行
3.链条链轮磨损
1.调整主动轴与从动轴的中心距
2.调整从动轴与主动轴不平行
3.更换链条链轮
轴承温度超过80℃
1.滚动轴承损坏
2.润滑脂脏污
3.润滑脂不足或过多
1.更换轴承
2.清洗轴承,更换润滑脂
3.调整润滑脂量
粉碎机
电动机通电而设备不工作
1电源不通或缺相
2电动机转子轴断或线圈坏
3电动机轴承缺油或烧坏
1.排除电源故障
2.维修或更换电动机
3.加注润滑油或更换轴承
设备工作时有异常噪音
1.压紧装置未压紧
2.电动机或联接法兰松动
3.偏心块松动或脱出
4.激振弹簧失效或断裂
1.重新调整压盘位置
2.重新紧定电动机或联接法兰
3.重新装配偏心块
4.成套更换激振弹簧
粉尘量大
1.密封圈坏
2.压紧装置未压紧
3.压紧装置压合面平面
1.更换密封圈
2.调整压盘位置
3.维修或更换压紧装置
圆盘振动缩分器产生异响
1.两振动给料机产生干涉
1.干涉用工具将两振动给料机间隙进行调整。
两振动缩分器在单个控制下同时抖动
1.两振动给料器产生干涉相碰
2.托器振动给料器的固定板下的减震橡皮失效和安装不到位
1.调整两振动给料器间的间隙
2.调整下面减震橡皮垫
圆盘式二分器不落物
1.圆盘二分器导流煤格槽堵塞
1.打开缩分器,清除堵筛物
恒温干燥机
加热控温异常
1.加热灯管是否完好
2.热电偶是否完好
1.检查更换加热灯管
2.检查更换热电偶
皮带定位异常
皮带定位传感器异常
调节传感器顶部的调节阀
钢皮带卡住或出现异常
1.钢皮带出现走偏
2.钢皮带松弛
1.调整皮带转动基座
2.调节张紧轮
瓶装机
机器无法起动或突然停机
1.出现倒瓶,运动部位有异常现象
2.检查线路是否脱落松动
3.润滑情况不好,自动保护过载
1.排除倒瓶、异物
2.检查并排除
3.加上润滑油,调整自动保护装置
瓶输送不畅快
1.栏栅宽度不匀,太小
2.拨轮与弧形栏栅之间间距太小
1.调整前后栏栅间距
2.调整进瓶拨轮与弧形栏栅距离
落盖不顺畅
1.检查贮盖装置中,是否有严重2.变形的盖子
3.“装盖笼”的捏手顶的太紧
4.“盖杯”高度的固定套与活动套之间润滑不够
5.放盖爪动作不够灵活
1.清理不合格的瓶盖
2.调松“捏手”使气缸动作时,“装盖3.笼”能振动使瓶盖松动起来。
4.加润滑油
5.调整弹簧的张力,使爪子收放自如。
压盖不紧
1.检查上、下牛筋垫是否磨损
2.气缸压力不够
3.磨擦片失效
4.压盖时间过短
1.更换牛筋垫
2.调整压力
3.更换磨擦片
5.增加压盖时间(触摸屏上更改参数)
电气常见故障诊断及处理
1.电机过载、短路导致空气开关跳闸、热继电器动作、变频器报警等
解决办法:
1)报警信息分为,空开跳闸、电机过载、变频器报警;
2)根据报警信息检查故障电机运行机构是否正常;
3)根据操作界面上的报信息,恢复动作电气元件一次,如连续出现电机过载,需停机检查;
4)空开跳恢复方法,找到发出报警的空气开关,将空气开关黑色按钮按下。
(检查空气开关动作电流值是否合适)
5)热继电器恢复方法,找到发出报警的热继电器,将热继电器上的深蓝色按钮(reset)点击一下。
6)变频器报警恢复方法,找到发出报警的变频器,体积大的为大车变频器,体积小的为小车变频器,点击面板上左上角的的按钮(复位)。
2.喷码机写码失败
解决办法:
1)检查喷码程序是否打开。
2)连接网线是否正常,设备能否正常ping成功。
3.上位机显示断开
解决办法:
1)交换机是否正常开启;
2)连接网线是否正常,设备能否正常ping成功
4.分样机错桶
解决办法:
1)点击远程分样按钮,正常情况下,点击一次,分样机转一个桶位;当出现点击一次分样机转多个桶位时,需调整跳过去的那几个桶位对应的感应块,使之经过分样计数传感器时能感应到;
2)检查分样复位传感器在分样机转一圈时能否感应一次,且只能感应一次。
5.无法启动全自动程序
解决办法:
检查自动程序启动条件是否全部满足;
5.5.3制样机程序故障诊断及恢复
1.下位机程序只能由专业人员进行修改、修复。
当下位机全无输出时,检查PLC是否在停止状态,PLC指示灯为黄灯,若在停止状态,可拨动PLC主模块上的开关,调整PLC至运行状态,PLC指示灯为绿灯。
2.上位机程序修复可参照下面的操作步。
3.采样机上位机程序所有控制都失效,请检查上位机与PLC连接的数据线是否连接好,上位机后面USB口/并口上的加密狗是否插好,将它连好。
4.采样机上位机程序部分功能失效,检查是否电路方面的故障,在上位机程序界面上,有无电机过载过热保护报警信号,如出现报警信号,请停机检查,直到恢复。
5.禁止随意修改删除C:
/D:
/E:
/盘中的文件。
6.如操作系统出现故障,可以利用GHOST程序进行恢复。
此操作请电脑专业人员执行。
7.关闭制样机程序后重新打开制样机程序,需等上次程序完全退出后才能打开,否则不能操作采样机,大概间隔时间10到15秒。
5.6.运行中维护及调整
5.6.1维护注意事项
(1)需防止温度波动过大,造成水汽凝结,导致电气元件损坏的情况。
(2)禁止使用水和溶剂清洁机器,否则将产生电击危险和使润滑脂损耗。
(3)清除物料需使用硬木棒,不得使用金属材质或对设备有损害的工具操作。
(4)禁止以任何方式修改机器,并只使用本公司的配件,否则将失去保修的保障
5.6.2保养
(1)禁止使用水和溶剂清洁机器,防止损害机器。
(2)每班进行清扫。
(3)禁止以任何方式修改机器,并只使用本公司的配件,否则将失去保修的保障。
5.6.3点检、维护的具体要求:
(1)定期仔细检查所有的紧固件是否完全紧固。
(2)定期仔细检查传动带是否良好,发现皮带破损现象应及时更换,皮带和皮带轮上不得有油污。
(3)防护装置是否处于良好状态,如发现有任何不安全的现象,应及时排除。
(4)本机运转时,严禁进行任何调整、清理或检修工作;
(5)运转时严禁朝机器内窥视,严禁将手伸入破碎腔中清理堵料。
(6)正常运行期间,不要频繁启停系统。
(7)需防止温度波动过大,造成水汽凝结,导致电气元件损坏的情况。
(8)禁止使用水和溶剂清洁机器,否则将产生电击危险和使润滑脂损耗。
(9)清除物料需使用硬木棒,不得使用金属材质或对设备有损害的工具操作。
(10)禁止以任何方式修改机器,并只使用原厂的配件,否则将失去保修的保障。
(11)设备的电器设备应安全接地。
5.6.4安全防护装置的使用和调整要求:
(1)设备运行时,关闭所有设备门窗。
(2)不允许在拆除皮带防护罩的情况下进行制样工作,如拆除,必须立即恢复。
5.6.5安全防护装置的使用和调整要求:
(1)交代上班次的故障及调整记录,未解决的需解决后系统才能运行,禁止带病运行。
(2)查看制样记录,确认系统正常。
(3)清扫设备内部,清除盛样斗的废料。
(4)检查防护装置是否处于良好状态,否则禁止运行。
(5)进行系统清洗程序,了解系统整体运行状态。
(6)签字交接。
注意事项
机械部分安全注意事项
(1)设备的操作人员,须经过安全技术教育;
(2)设备的操作人员,须熟悉设备的正确操作后才能操作,不正确的操作可能导致的损害或伤害将由本人负责;
(3)本机运转时,严禁进行任何调整、清理或检修工作;
(4)运转时严禁朝机器内窥视,严禁将手伸入破碎腔中清理堵料。
(5)正常运行期间,不要频繁启停系统。
(6)设备的电器设备应安全接地。
电气部分注意事项
(1)所有具有电气连接的紧固螺栓必须可靠连接,不可有松动的迹象,否则会因运行中大电流导致发热使连接点乃至设备发生故障!
(2)所有设备接线完毕且确认无误后方可通电测试,在测试的过程中需检查电机的旋转方向,如果不符合要求则需要更正,否则有可能发生事故!
!
!
使用注意事项
(1)正常运行期间,不要频繁启停系统。
(2)严禁擅自改变电源进线及电动机接线的相序,否则将有可能发生事故。
(3)如果设备在运行过程中发生意外,请立即按下控制箱上的急停开关!
(4)如果出现电气故障,应在切断系统总电源后进行,由专业的技术人员来处理。
待处理完毕且检查无误后方可合上系统总电源开关。
全自动制样机全水容易出现的故障
主要故障
1.浅盘用完了;如果浅盘架浅盘用完了,电控柜面板上的蜂鸣器将会长鸣三声“滴”。
此时不用退出试验,退出试验后烘箱中的样品将作废。
因为真空吸盘(如图25所示)在没有浅盘后,会上升,然后每隔30S下降取一次浅盘,如果一直没有浅盘,将会停留在该流程处,直到人工将浅盘放置到浅盘架为止。
2.烘箱门的传感器坏了;在仪器复位时,如果检测烘箱门关位的传感器没有检测到门已经关了,蜂鸣器将不会发出复位完成的信号。
此时检查门的传感器是否已坏或者接触有问题。
如果在试验过程中,出现门的传感器没有检测到信号,仪器将会停留在该流程处,直到传感器信号恢复。
如果发现上位机试验日志中发出了“将浅盘送入烘箱*位”或者“取烘箱中*位浅盘称重”,但机械手一直停止,此时确认是否是门的传感器信号有问题;如果是门一直没有打开或者关闭,请确实气压是否足够。
3.机械手传感器坏了;一般机械手传感器坏了,也会出现上位机发出命令后,但机械手不动作的情况。
此时也有可能是气压有问题。
4.在出现传感器信号问题时,一般只要传感器信号恢复后,流程可以继续进行。
如果仍然不能继续,请联系售后人员检修。
在出现传感器信号问题时,如果点击了“退出试验”,还在烘箱中试验的样品将作废。
在仪器修复后,再次上电或者开始试验,机械手将自动清空烘箱中已有的浅盘(之前放进去没有完成试验的浅盘)。
5.伺服系统有问题;如果传感器信号没有问题,气压也没有问题,在复位完成后,上位机发出命令或者在试验过程中,机械手不动了,则可能是伺服出现问题了。
此时打开电控柜,检测伺服驱动器是否都是run,如果不是,检查电控柜上面的急停开关是否被按下,如果没被按下,则有可能是线路断了,此时可以找售后人员检查检修。
故障代码
故障类型
故障代码
故障具体原因
故障简单处理
故障自动恢复
0x00
水平伺服驱动器没有准备就绪,伺服出现故障(驱动器会显示故障代码)
0x01
1.增量编码器断线(A10)
2.伺服电源线缺相(A20)
3.线路故障
4.其他故障(见伺服数据手册)
1.检查水平伺服编码器线接头是否已接上
2.检查伺服电源线路是否连接好
3.检查电控柜中QF9是否打开
垂直伺服驱动器没有准备就绪,伺服出现故障(驱动器会显示故障代码)
0x02
1.增量编码器断线(A10)
2.伺服电源线缺相(A20)
3.线路故障
4.其他故障
1.检查垂直伺服编码器线接头是否已接上
2.检查伺服电源线路是否连接好
3.检查电控柜中QF10是否打开
急停开关故障
0x03
1.急停按钮被按下去
2.急停线路故障
1.检查急停按钮是否被按下
2.检查急停按钮接地线(201)是否接好
没有检测到浅盘
0x04
1.浅盘架上没有浅盘
2.空浅盘检测传感器故障
1.确定浅盘架是否有足够的浅盘
2.检查空浅盘检查传感器是否有信号;是否松动;是否位置没有调节好
浅盘没能成功吸取
0x05
1.气压不足或者气源没有打开
2.吸盘松动
3.吸盘被煤堵住
1.检查空压机是否打开;检查总气压是否大于等于0.5MPa
2.检查吸盘螺丝有没有拧紧;吸盘位置是否调节正确
3.检查吸盘是否被煤样堵住
真空吸盘上位置异常
0x06
1.真空吸盘上限位传感器故障
2.真空吸盘升降电机故障
1.检查传感器是否有信号;检查传感器位置是否松动,是否安装正确
2.检查升降电机有无转动;检查电控柜中QF6是否打开
真空吸盘下位置异常
0x07
1.真空吸盘下限位传感器故障
2.真空吸盘升降电机故障
1.检查传感器是否有信号;检查传感器位置是否松动,是否安装正确
2.检查升降电机有无转动;检查电控柜中QF6是否打开
机械手伸出异常
0x08
1.气压不足
2.机械手伸出传感器故障
1.检查空压机是否打开;检查气管是否接好;检查气管是否漏气;检查电磁阀是否打开
2.检查机械手伸出传感器是否有信号;传感器是否松动
机械手缩回异常
0x09
1.气压不足
2.机械手缩回传感器故障
1.检查空压机是否打开;检查气管是否接好;检查气管是否漏气;检查电磁阀是否打开
2.检查机械手缩回传感器是否有信号;传感器是否松动
天平故障
0x0a
1.天平通讯故障
2.天平电源故障
3.天平内部故障
1.检查通讯串口线是否已连接好;检查串口线路是否正常
2.检查天平输入电源电压是否正确(12V)
3.检查天平指示灯是否一直闪烁,一直闪烁说明天平内部出现故障
烘箱上面门打开异常
0x0b
1.气压不足
2.上面门打开传感器故障
1.检查空压机是否打开;检查气管是否接好;检查气管是否漏气;检查电磁阀是否打开
2.检查上面门打开传感器是否有信号;传感器是否松动
烘箱上面门关闭异常
0x0c
1.气压不足
2.上面门关闭传感器故障
1.检查空压机是否打开;检查气管是否接好;检查气管是否漏气;检查电磁阀是否打开
2.检查上面门关闭传感器是否有信号;传感器是否松动
烘箱中间门打开异常
0x0d
1.气压不足
2.中间门打开传感器故障
1.检查空压机是否打开;检查气管是否接好;检查气管是否漏气;检查电磁阀是否打开
2.检查中间门打开传感器是否有信号;传感器是否松动
烘箱中间门关闭异常
0x0e
1.气压不足
2.中间门关闭传感器故障
1.检查空压机是否打开;检查气管是否接好;检查气管是否漏气;检查电磁阀是否打开
2.检查中间门关闭传感器是否有信号;传感器是否松动
烘箱下面门打开异常
0xf
1.气压不足
2.下面门打开传感器故障
1.检查空压机是否打开;检查气管是否接好;检查气管是否漏气;检查电磁阀是否打开
2.检查下面门打开传感器是否有信号;传感器是否松动
烘箱下面门关闭异常
0x10
1.气压不足
2.下面门关闭传感器故障
1.检查空压机是否打开;检查气管是否接好;检查气管是否漏气;检查电磁阀是否打开
2.检查下面门关闭传感器是否有信号;传感器是否松动
提升机上升到顶异常
0x11
1.提升机上位置传感器故障
2.提升机电机故障
3.提升机传动链条故障
1.检查提升机上位置传感器是否有信号;检查传感器位置是否安装正确;检查传感器安装是否松动
2.检查电控柜中QF5是否打开;检查电机是否空转
3.检查传动链条是否卡主或断掉
提升机下降到底异常
0x12
1.提升机下位置传感器故障
2.提升机电机故障
3.提升机传动链条故障
1.检查提升机下位置传感器是否有信号;检查传感器位置是否安装正确;检查传感器安装是否松动
2.检查电控柜中QF5是否打开;检查电机是否空转
3.检查传动链条是否卡主或断掉
摊平耙子伸出异常
0x13
1.气压不足
2.摊平耙子伸出传感器故障
1.检查空压机是否打开;检查气管是否接好;检查气管是否漏气;检查电磁阀是否打开
2.检查伸出传感器是否有信号;传感器是否松动
摊平耙子缩回异常
0x14
1.气压不足
2.摊平耙子缩回传感器故障
1.检查空压机是否打开;检查气管
 升级会员
升级会员 