布料进货检验.docx
《布料进货检验.docx》由会员分享,可在线阅读,更多相关《布料进货检验.docx(15页珍藏版)》请在冰豆网上搜索。
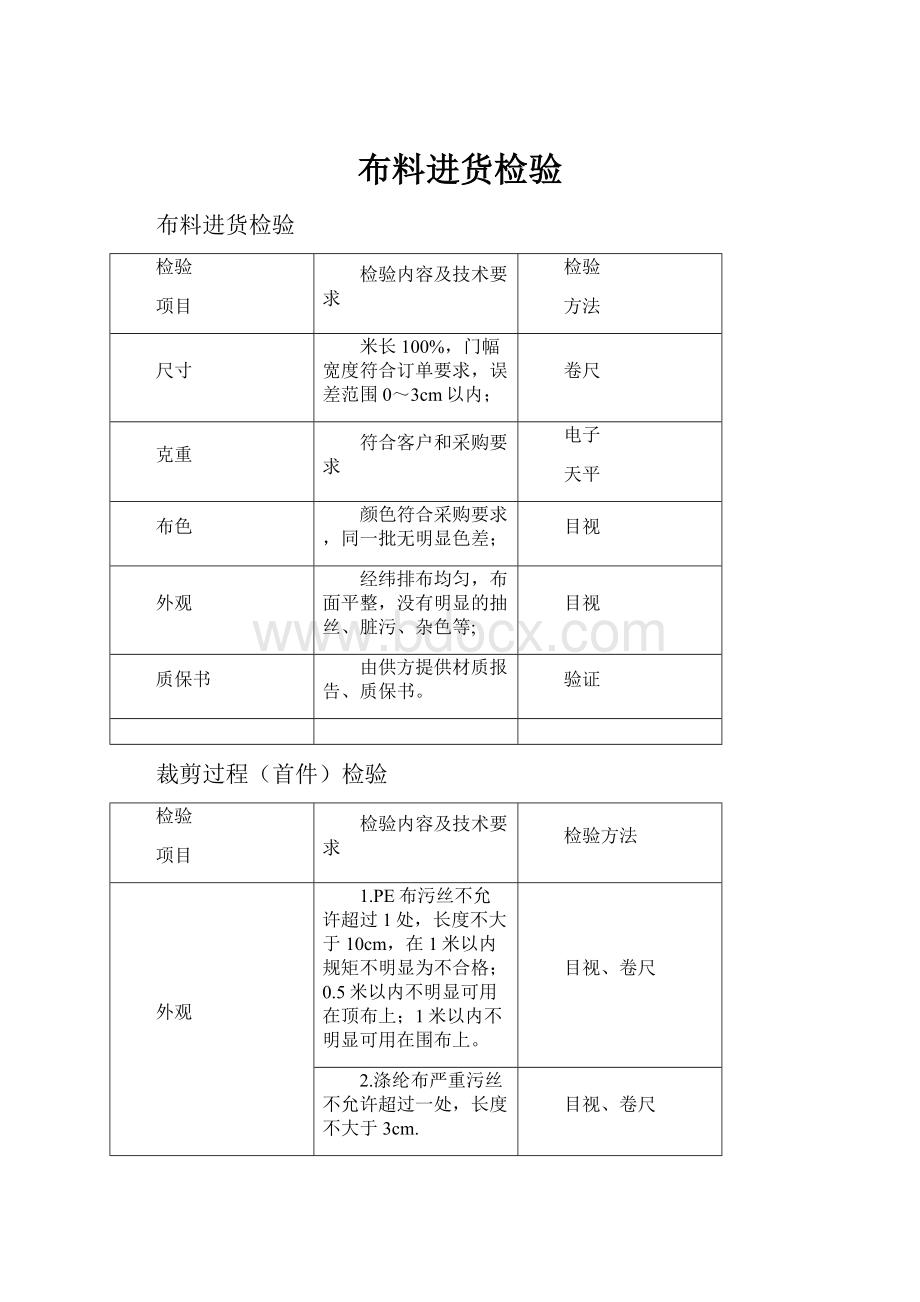
布料进货检验
布料进货检验
检验
项目
检验内容及技术要求
检验
方法
尺寸
米长100%,门幅宽度符合订单要求,误差范围0~3cm以内;
卷尺
克重
符合客户和采购要求
电子
天平
布色
颜色符合采购要求,同一批无明显色差;
目视
外观
经纬排布均匀,布面平整,没有明显的抽丝、脏污、杂色等;
目视
质保书
由供方提供材质报告、质保书。
验证
裁剪过程(首件)检验
检验
项目
检验内容及技术要求
检验方法
外观
1.PE布污丝不允许超过1处,长度不大于10cm,在1米以内规矩不明显为不合格;0.5米以内不明显可用在顶布上;1米以内不明显可用在围布上。
目视、卷尺
2.涤纶布严重污丝不允许超过一处,长度不大于3cm.
目视、卷尺
3.表面不允许有抽丝、漏丝。
目视
4.表面粗丝(长度不超过40cm)不超过一处。
目视、卷尺
5.表面严重污点不超过一处。
目视
6.大身破洞(损)不允许,荷边上2m㎡以内不超过一处。
目视
7.条纹布裁剪时必须统一配套,条纹必须要对齐。
卷尺
尺寸
要求
各部件定位、定型尺寸与工艺图纸、实样以及客户要求一致。
卷尺
成品(首件)检验
检验
项目
检验内容及技术要求
检验方法
外
观
要
求
外
观
要
求
一、金属件
1.焊接处无脱焊、虚焊、漏焊、错焊等;铆接处应无漏铆、脱铆。
目视
2.管材和冲压件不允许有裂缝、破损;冲压件不允许有脱焊,弯曲处弧形圆滑一致。
目视
3.在接触人体或收藏物品的部位,≤不得有突出的毛刺、刃口锐边、棱角。
目视
二、喷涂件
喷涂表面不允许有露底、气泡针孔、明显流挂、凹凸不平、疙瘩、划痕、皱皮、掉漆、色差。
目视
三、五金件
表面不允许有针孔、斑点、毛刺、色差;镀层无剥落、返绣、沾漆。
目视
四、塑料件
不允许有缺料、变形、明显色差;表面不允许有气泡、顶白、斑点、飞边、脏污、棱角、划痕、浇口批峰需修刮平整。
目视
五、缝制品
1.表面不允许有破损、脏污、色差、歪斜。
目视
2.不允许有漏缝、错缝辅件、缝纫不牢固、位置不正确。
目视
3.缝制工艺要求按技术工艺文件及客户要求。
目视
六、编藤制品
1.藤条颜色与要求一致。
目视
2.编藤编制要求疏密均匀,无露底;藤条表面无磨损,无斑点、无颗粒、无机械压痕,表面清洁无污渍。
目视
3.同一产品上要求色调一致,不允许出现较大色差混编;同一套产品上色差基本一致。
目视
4.藤条的处理要求美观、牢固,打钉无外露。
目视
5.座椅、扶手、靠背、桌边等转角过渡圆滑,手摸不割手。
手摸
6.与玻璃配合的桌。
茶几,装上玻璃后单边缝隙≤5mm;玻璃平面不应高于编藤桌框。
卷尺
七、包装
1.密封袋封口要密合;无破裂、脏污、油墨脱落等。
目视
2.封箱胶带应密合,不得起翘、不得盖住条码。
目视
3.打包带必须垂直、均匀;不得盖住条形码及客户要求的其他标志。
目视
4.密封袋表面必须有2个以上的透气孔。
目视
5.拎袋不允许有破损、脱线、缝制不牢固、拉链损坏等现象。
目视、测试
6.纸箱打钉、粘胶位置不得有破裂、脱胶、未紧,翻盖切口平整。
目视
7.纸箱表面不允许有破损、变形、脏污、皱痕、潮湿等。
目视
8.装箱方式符合合同要求。
核对
9.唛头、条形码、彩图等内容与客户要求一致。
核对、目视
10.袋内附件、说明书、装配图等无漏装、错装、多装、少装等。
目视
尺寸
要求
1.成品的尺寸与技术图纸、实样、客户要求相一致,如无特殊要求且不影响产品安全性、功能性的允许偏差在10cm以内。
卷尺
2.组装后的成品其平面的水平偏差
2.1、帐篷类≤10cm.。
卷尺
2.2、桌面≤3cm
2.3、各种产品底脚着地平稳性偏差应不大于2mm.
组装
及
安全
性能
1.启闭配件灵活性,折叠产品应折叠灵活且无自动折叠现象。
组装、测试
2.配件安装不允许有错装、漏装、多装。
核对
3.各配件之间配合应灵活,不允许出现装配困难或无法装备现象。
组装、测试
4.产品使用时所有手能触摸到得间隙不允许在7~12mm之间。
测试
型式
及
跌落
试验
1.涂层膜冲击强度:
用重量1KG,冲击高度400mm,经冲击涂层膜不应有剥落、裂纹或皱纹出现。
测试
2.涂层膜耐腐试验:
加温耐盐水1小时,无锈蚀、鼓泡、开裂。
试验
3.电镀层结合力:
试件经弯曲镀层无起皮、脱落。
测试
4.电镀层抗盐雾试验:
24小时内不出现明显的锈斑、黑斑。
测试
5.产品跌落试验:
成品在纸箱的六面、三边、一角离地高度50cm各跌落一次,拆开包装后,产品应无损坏。
试验
缝制件进货/过程(首件)检验
检验项目
检验内容及技术要求
检验方法
缝制品
外观要求
1.PE布污丝布允许超过一米,长度不大于10cm,在1米以内视距不明显为合格;0.5米以内不明显可用在顶布上;1米以内不明显可用在围布上。
目视
2.涤纶布严重污丝布允许超过1处,长度不大于3cm.
目视
3.表面不允许有抽丝、漏丝。
目视
4.表面粗丝(长度不超过40cm)不超过一处。
目视
5.表面严重污点不超过一处。
目视
6.大身破洞(损)不允许,荷边上2m㎡以内不超过一处。
目视
7.色差同一件必须配套统一。
目视
缝制要求
1.布面(涂层布)有正反面时,布面应一致。
目视
2.不允许有漏拷(缝)、漏卷边、跳针、浮线现象,缝制针距每7-9/3cm针。
目视
3.表面平整、不起皱。
目视
4.表面不允许有线头、布毛。
目视
5.辅件不允许有漏缝、错缝现象。
目视
6.拷中线两片须对齐,偏差不超过3mm
目视、卷尺
7.边线不允许有歪曲。
目视、卷尺
8.缝线的颜色应与产品的颜色想配套。
目视
9.条纹布缝纫时必须统一配套,条纹必须要对齐。
目视
工艺
尺寸
要求
1.缝制品工艺要求按按照技术工艺文件及客户要求。
目视、卷尺
2.半成品试套,尺寸与试样及客户要求一致。
测试、卷尺
检验项目
检验内容及技术要求
检验方法
外观
要求
1.管(型)材表面不允许有裂缝、不平整、结疤、起皮、表面颗粒、变相等形象。
目视
2.用作折叠产品时内外套管得外管内侧不允许有明显突出的悍疤。
目视
3.管(型)材表面不允许有难以前处理的赃物及腐蚀物。
目视
4.表面不允许有凹痕、划伤、碰伤等现象,凹凸不平每米不允许超过1处,深度不允许>0.2mm
目视、卡尺
5.定尺管(型)材切口不允许有明显变形、毛刺(锯切毛刺不允许>0.2mm),切口应垂直。
目视
6.型材的颜色应与客户要求一致。
目视
尺寸及特
性要求
1.尺寸与工艺图纸要求相符(无法检测的尺寸,比对实物)。
卡尺、卷尺
2.倍尺交货的管(型)材,其长度按照采购文件,总长度允差+20mm.
卷尺
3.管材的强度试验:
截取10cm,打弯变形之后不应开裂。
捶打
4.钢管(型)材韦氏硬度一般为9-15HW;特殊要求按照实际情况确定
硬度计
核对证书
金属材质,材料化学成份需由供方提供质保书或检验单。
验证
钢材/铝材进货检验
钢化玻璃进货检验
检验
项目
检验内容及技术要求
检验
方法
外观
要求
1.表面平整,无明显弯曲、无裂纹。
目测
2.无气泡、杂物、皱纹、压痕、划痕。
目视
尺寸
要求
尺寸按工艺图纸或采购单要求。
长度允差在-1mm至0之间,厚度允差±0.3mm。
目测
核对
证书
由供方提供材质报告、质保书。
验证
金工过程(首件)检验
工序
检验项目
检验内容及技术要求
检验方法
锯切下料
尺寸
定型尺寸按照技术图纸、工艺文件规定
卷尺、卡尺
外观
型材表面应平直、不允许有裂缝、结疤、折叠、分层、搭焊、起皮、划伤、铁屑、铁刺现象,切口应平直。
目视、手感
冲压加工
尺寸
冲制成型部件定型尺寸按照工艺图纸。
卷尺、卡尺
外观
不允许应冲制导致零部件其它部位变形。
目视
缩管成型
尺寸
缩管定型、定位尺寸按照工艺图纸。
卷尺、卡尺
外观
缩管端部部允许有破损、开裂、卷边等现象。
目视
管材弯曲
尺寸
弯曲成型尺寸、角度要求按照工艺图纸规定。
卷尺、卡尺
外观
成型的曲度、弧度、角度表面应平直;不起皱、无破裂、折叠、扭曲、变形。
目视
焊接加工
外观
悍疤表面波纹高低应均匀。
目视
位置
无夹渣、焊瘤、咬边、飞溅,无漏焊、虚焊、漏洞。
目视
焊接相接位置应正确。
目视
切削加工
尺寸
定型、定位尺寸按照工艺图纸。
卷尺、卡尺
金属机件加工
外观要求
1.允许有毛刺、裂纹、飞边。
目视
2.不允许有锐边、卷边。
目视
3.不允许有气泡、挤压痕。
目视
4.管材表面轻微凹凸不平每米不超过4处。
目视
喷涂过程(转序)检验
检验项目
检验内容及技术要求
检验方法
外观要求
1.颜色同出货计划单或客户样品一致
目视
2.喷涂表面不允许有明显的露底、气泡、针孔、流挂。
目视
3.喷涂表面不允许有明显的凹凸不平、裂纹、划伤。
目视
4.喷涂表面不允许有明显的皱皮(桔皮)、粗糙状颗粒。
目视
5.喷涂表面不允许有脏污。
目视
6.喷涂表面不允许有明显刺手的漆皮、毛刺。
目视、手摸
膜厚要求
1.涂层膜厚在60um~120um。
膜厚仪
2.涂层膜厚≤60um,且发青、露底的。
膜厚仪
3.涂层膜厚≥120um,且影响装备性能的。
膜厚仪
塑粉进货检验
检验
项目
检验内容及技术要求
检验
方法
包装
要求包装无破损、无受潮,标贴清晰。
目视
色板
颜色
核对供方提供的色板与要求色样板是否一致。
验证
质保书
核对质保书或检验报告上的产品规格、型号、生产日期是否与产品包装上的标签内容一致。
验证
塑料件进货检验
检验项目
检验内容及技术要求
检验方法
外观
表面光洁,无毛边、气泡、变形、划伤、缺损、脏污。
目视
颜色
色差要求与客户要求、配套的其他塑料件的颜色一致。
比对
尺寸
尺寸符合要求,与机件相配合、不允许出现过紧、过松、破裂、打滑等现象。
卡尺实物
验证
塑料藤条进货检验
检验项目
检验内容及技术要求
检验方法
外观要求
1.藤条颜色要求与样板一致。
目视
2.粗细均匀,表面光滑,无斑点、无颗粒、无污渍,无隐形断裂。
目视
3.表面花纹、色泽一致,深浅统一,无明显色差。
目视
尺寸及
性能要求
1.规格尺寸与材料订购单要求一致。
目视
2.手拉应无断裂和明显伸长现象,同一位置翻折50次应不断裂、无起皮现象。
手工测试
3.不允许褪色,用白布来回擦拭20次无褪色现象。
手工测试
核对证书
由供方提供质保书、材料成分证书。
符合客户技术要求。
验证
五金件进货检验
检验项目
检验内容及技术要求
检验方法
外观要求
表面光泽均匀、无毛刺、划伤、锈锈蚀、斑点和污渍。
目视、手捏
尺寸、颜色材质规格
产品配件尺寸大小、颜色、材质规格符合采购标准;与各配件配合应灵活。
目视、卡尺实物验证
电镀件
性能要求
1电镀层结合力;试件经弯曲电镀层无起皮、脱落。
目视
2.金属层抗盐雾试验;将试件表面除油后,成15°~30°角悬挂在盐雾箱内,用5%的氯化钠溶液(用蒸馏水溶解化学纯NaC1试制配制)连续喷雾24小时(保持温度在35±2℃)为一周期。
盐雾沉降为1±0.5ML/小时/80C㎡,取出后试件用清水洗去试液,不允许出现锈斑、黑斑。
烟雾试验机
纸箱进货检验
检验项目
检验内容及技术要求
检验方法
外观
1表面不得有破损、脏污、变形、皱痕、歪斜;手感无潮湿,干燥坚挺。
目视、手感
2.纸箱粘贴、打钉牢固、均匀、美观,无重叠、无进出不一现象。
目视
3.切口整齐,无缺边、毛边。
目视
4.翻盖折痕内外翻转90°以上,不得有开裂现象。
手工测试
印刷
1唛头的内容正确、清晰,位置准确。
目视
2.印刷的色泽均匀,不过有过深、过浅、溢色、缺印。
模糊不清、重影等现象。
目视
尺寸
及
特性
要求
1瓦楞条必须与装箱落地面垂直。
目视
2纸箱尺寸极限偏差试纸箱大小在+10~-5mm之间。
目视
湿度
纸箱含水率≤15%
测水仪
质保书
纸箱材质性能由供方提供质保书、检验等。
验证
 升级会员
升级会员 