机械制造工序卡.docx
《机械制造工序卡.docx》由会员分享,可在线阅读,更多相关《机械制造工序卡.docx(18页珍藏版)》请在冰豆网上搜索。
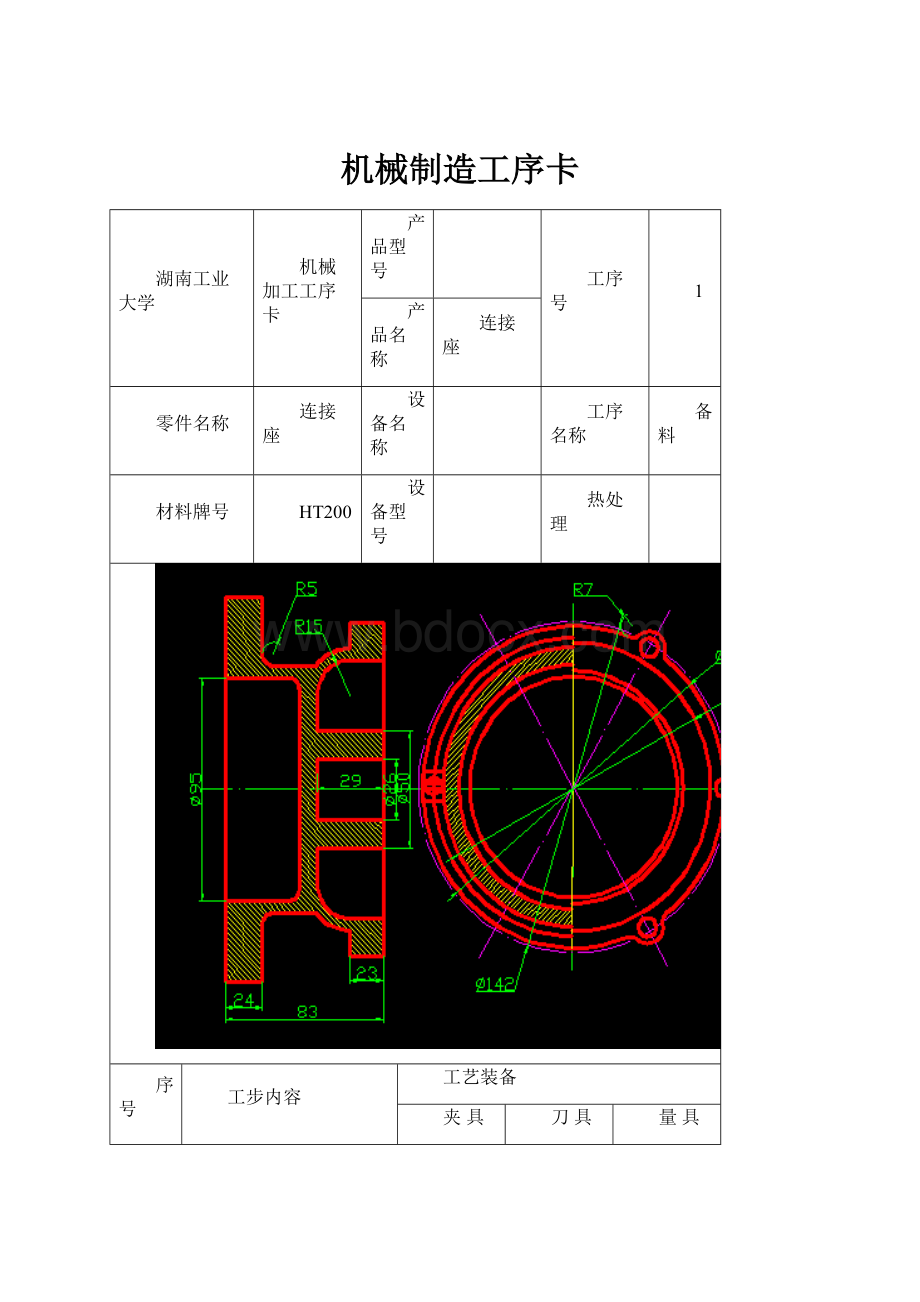
机械制造工序卡
湖南工业大学
机械加工工序卡
产品型号
工序号
1
产品名称
连接座
零件名称
连接座
设备名称
工序名称
备料
材料牌号
HT200
设备型号
热处理
序号
工步内容
工艺装备
夹具
刀具
量具
铸造毛坯保证各尺寸
游标卡尺
清砂
编制
审核
校对
共12页
第2页
湖南工业大学
机械加工工序卡
产品型号
工序号
2
产品名称
连接座
零件名称
连接座
设备名称
工序名称
热处理
材料牌号
HT200
设备型号
热处理
序号
工步内容
工艺装备
夹具
刀具
量具
1
时效处理,硬度要求达到HBS1187-220
游标卡尺
编制
审核
校对
标记
处数
更改文件
签字
日期
标准化
共12页
第3页
湖南工业大学
机械加工工序卡
产品型号
工序号
3
产品名称
连接座
零件名称
连接座
设备名称
车床
工序名称
粗车
材料牌号
HT200
设备型号
CA6140
热处理
序号
工步内容
工艺装备
夹具
刀具
量具
1
粗车右端面至78
三爪自定心卡盘
90度偏刀、Φ16钻头、盲孔车刀
游标卡尺
2
粗车外圆Φ125x5
3
钻通孔Φ16
4
粗镗内孔Φ34x29
5
粗车小凸台断面至20
编制
审核
校对
标记
处数
更改文件
签字
日期
标准化
共12页
第4页
湖南工业大学
机械加工工序卡
产品型号
工序号
4
产品名称
连接座
零件名称
连接座
设备名称
车床
工序名称
粗车
材料牌号
HT200
设备型号
CA6140
热处理
序号
工步内容
工艺装备
夹具
刀具
量具
1
粗车右端面至71
三爪自定心卡盘
90度偏刀
游标卡尺
2
粗车外圆Φ128x9
90度偏刀
3
粗车内孔Φ98x6.8
盲孔偏刀
4
5
6
7
编制
审核
校对
标记
处数
更改文件
签字
日期
标准化
共12页
第5页
湖南工业大学
机械加工工序卡
产品型号
工序号
5
产品名称
连接座
零件名称
连接座
设备名称
车床
工序名称
半精车
材料牌号
HT200
设备型号
CA6140
热处理
序号
工步内容
工艺装备
夹具
刀具
量具
1
半精车端面保70
三爪自定心卡盘
YT590度偏刀,
YT5镗刀
游标卡尺
2
半精车外圆Φ121.4×5
游标卡尺
3
法精镗内孔Φ39.6×27
内径百分尺
4
半精镗内孔Φ32×28
内径百分尺
5
半精镗内孔保Φ17.5
内径百分尺
6
半精车小凸台端面保16
7
编制
审核
标记
处数
更改文件
签字
日期
标准化
共12页
第6页
湖南工业大学
机械加工工序卡
产品型号
工序号
6
产品名称
连接座
零件名称
连接座
设备名称
车床
工序名称
半精车
材料牌号
HT200
设备型号
CA6140
热处理
序号
工步内容
工艺装备
夹具
刀具
量具
1
半精车右端面至69
三爪自定心卡盘
90度偏刀
游标卡尺
2
半精车外圆Φ125.4长9
90度偏刀
3
半精镗内孔Φ99.6长7
盲孔偏刀
4
5
6
7
编制
审核
校对
标记
处数
更改文件
签字
日期
标准化
共12页
第7页
湖南工业大学
机械加工工序卡
产品型号
工序号
7
产品名称
连接座
零件名称
连接座
设备名称
立式钻床
工序名称
钻
材料牌号
HT200
设备型号
Z5125A
热处理
序号
工步内容
工艺装备
夹具
刀具
量具
1
钻通孔3×Φ7
专用夹具
Φ7钻头
游标卡尺
编制
审核
校对
标记
处数
更改文件
签字
日期
标准化
共12页
第8页
湖南工业大学
机械加工工序卡
产品型号
工序号
8
产品名称
连接座
零件名称
连接座
设备名称
立式钻床
工序名称
钻
材料牌号
HT200
设备型号
Z5125A
热处理
序号
工步内容
工艺装备
夹具
刀具
量具
1
钻通孔6xΦ7
专用夹具
Φ7钻头
游标卡尺
2
钻孔4xΦ4.134深12
Φ4.1钻头
游标卡尺
3
攻螺纹4-M5深10
M5丝锥
螺纹塞规
4
5
6
7
编制
校对
审核
标记
处数
更改文件
签字
日期
标准化
共12页
第9页
湖南工业大学
机械加工工序卡
产品型号
工序号
9
产品名称
连接座
零件名称
连接座
设备名称
工序名称
钳
材料牌号
HT200
设备型号
热处理
序号
工步内容
工艺装备
夹具
刀具
量具
1
去毛刺
2
3
4
5
6
7
编制
审核
校对
标记
处数
更改文件
签字
日期
标准化
共12页
第10页
湖南工业大学
机械加工工序卡
产品型号
工序号
10
产品名称
连接座
零件名称
连接座
设备名称
万能外圆磨床
工序名称
磨
材料牌号
HT200
设备型号
热处理
序号
工步内容
工艺装备
夹具
刀具
量具
1
磨内孔保Φ40x5
专用夹具
砂轮
内径千分尺
2
磨外圆保Φ121x5
外径千分尺
3
4
5
6
7
编制
校对
审核
标记
处数
更改文件
签字
日期
标准化
共12页
第11页
湖南工业大学
机械加工工序卡
产品型号
工序号
11
产品名称
连接座
零件名称
连接座
设备名称
万能外圆磨床
工序名称
磨
材料牌号
HT200
设备型号
热处理
序号
工步内容
工艺装备
夹具
刀具
量具
1
磨内孔保Φ100x7
专用夹具
砂轮
内径千分尺
2
磨外圆保Φ125x9
外径千分尺
3
4
5
6
7
编制
审核
校对
标记
处数
更改文件
签字
日期
标准化
共12页
第12页
 升级会员
升级会员 