管道焊接工艺规程WPS.docx
《管道焊接工艺规程WPS.docx》由会员分享,可在线阅读,更多相关《管道焊接工艺规程WPS.docx(27页珍藏版)》请在冰豆网上搜索。
管道焊接工艺规程WPS
WELDINGPROCEDURESPECIFICATION焊接工艺规程(WPS)
CompanyName
公司名称
上海高桥捷派克石化工程建设有限公司
WPSNo.焊接工艺规程编号
SGPEC-WPS-001
Date/日期
2016-04-30
ProcedureQualificationRecordNo.焊接工艺评定记录编号
H2000-07
REV.版本号
0
WedingProcess(es)焊接方法
GTAW
Type(manual,automatic,machine,semi-auto)自动化等级(手工,自动,机动,半自动)
Manual手工
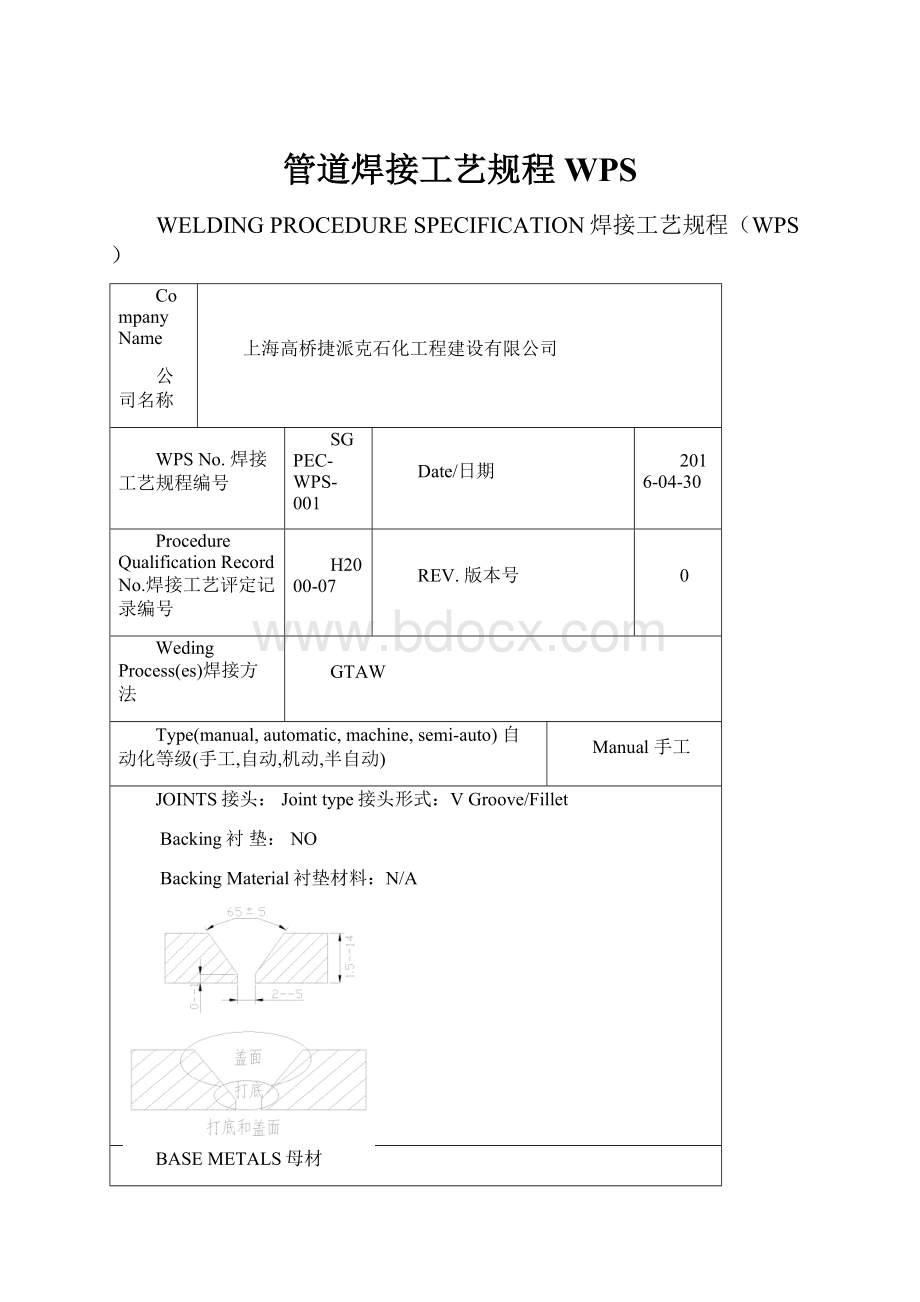
JOINTS接头:
Jointtype接头形式:
VGroove/Fillet
Backing衬垫:
NO
BackingMaterial衬垫材料:
N/A
BASEMETALS母材
PNo.Fe-1GroupNo.Fe-1-1
PipingClass管道等级适用范围:
CA80/CB80/CD80/CB51/ZH3
TypeorGrade型号和等级A106-B、A672GRC60
Thickness厚度范围:
BaseMetal母材:
Groove坡口焊1.5~14mmFillet角焊不限制
PipeDia.管子直径范围:
Groove坡口焊不限制Fillet角焊不限制
Other其他此工艺规程适用于壁厚≤3.91mm或管道直径≤2寸,且管道等级为以上所列的碳钢管道
FILLERMETALS填充金属
SFASpecification标准号:
GB/T8110-2008
Classificationandbrand型号及牌号:
ER50-6/CHG56
F-No.:
6
A-No.:
1
SizeofFillerMetal焊条(丝)直径:
Ф2.0mm
WeldMetalThicknessRange熔敷焊缝金属厚度范围:
Groove坡口焊缝:
≤14mm
Fillet角焊缝:
不限制
Wire-flux(categoryNo.)焊丝—焊剂(分类号):
无
Wire,Electrode,Fluxtradename焊丝、焊条、焊剂商标名称:
大西洋
Consumableinsert可熔化嵌条:
无
Other其他
无
WELDINGPROCEDURESPECIFICATION焊接工艺规程(WPS)
POSITIONS焊接位置
POSTWELDHEATTREATMENT焊后热处理
PositionofGroove坡口的位置:
ALL
Temperature温度范围:
/
Weldprogression焊接方向:
向上
Time时间范围:
/
FilletWeldLocation角焊位置:
/
GAS气体
PREHEAT预热处理
gas(es)
气体
%composition
混合比
flowrate
流量
Preheattempmin
最小预热温度
环境温度为-20-0℃时,焊前保温
Shielding
保护气
Ar
99.99%
8~10L/min
Interpasstempmax
最大层间温度
≤200℃
Trailing
尾部保护气
NO
NO
NO
Preheatmethod
预热方法
/
Backing
背部保护气
NO
NO
NO
ELECTRICALCHARACTERISTICS电特性
Current电流AC或DC直流DCPolarity极性正接EN
Amps(A)安培(范围)见下表Volts(V)伏特见下表
Tungstenelectrodesize钨极尺寸和类型:
Ф2.5mm铈钨极
ModeofmetaltransferforGMAW金属过渡方式(GMAW):
N/A
Electrodewirespeedrange送丝速度范围:
N/A
TECHNIQUE焊接技术
StringorWeaveBead不摆动或摆动:
WeaveBead/摆动幅度≤3倍的焊丝直径
Orificegascupsize喷嘴或喷嘴尺寸:
Ф8~10mm
Initialandinterpasscleaning(Brushingorgrinding,etc.)底焊道和中焊道清理方式(刷理或打磨等):
Grinding/打磨
Methodofbackgouging背面清根方法:
无
Oscillation摆动方法:
无
Distancefromcontacttubetoworkpiece导电嘴至工件距离:
5~10mm
Multipleorsinglepass(perside)多焊道或单焊道:
Multiplepass/多焊道
Multipleorsingleelectrode多丝焊或单丝焊:
Singleelectrode单丝焊
TravelSpeed(Range)焊接速度(范围):
见下表
Peening捶击有无:
无
Other其它:
无
WeldLayer(s)
焊层
Process
焊接
方法
FillerMetal
填充金属
Current(A)电流
Volt.Range
(V)电压
范围
TravelSpeedRange(cm/min)
焊接速度范围
Note
备注
Class
种类
Dia.(mm)
直径
Polarity
极性
Amp.Range
安培
打底
GTAW
CHG-56
Ф2.0
DCEN
85-110
11-14
5-6
盖面
GTAW
CHG-56
Ф2.0
DCEN
95-120
13-16
5-6
Note:
CurrentoftheVerticalpositionweldingandtheoverheadpositionweldingarelessthan15-20%ofabove.
注:
立焊、仰焊电流小于上述15-20%。
所有焊缝GTAW至少焊接2层,且不允许自熔。
Initiatedby编制:
Date日期:
Reviewedby审核:
Date日期:
WELDINGPROCEDURESPECIFICATION焊接工艺规程(WPS)
CompanyName
公司名称
上海高桥捷派克石化工程建设有限公司
WPSNo.焊接工艺规程编号
SGPEC-WPS-002
Date/日期
2016-04-30
ProcedureQualificationRecordNo.焊接工艺评定记录编号
H2000-07
REV.版本号
0
WedingProcess(es)焊接方法
GTAW+SMAW
Type(manual,automatic,machine,semi-auto)自动化等级(手工,自动,机动,半自动)
Manual手工
JOINTS接头:
Jointtype接头形式:
VGroove/Fillet
Backing衬垫:
NO
BackingMaterial衬垫材料:
N/A
BASEMETALS母材
PNo.Fe-1GroupNo.Fe-1-1
PipingClass管道等级适用范围:
CA80/CB80/CD80/CB51/ZH3
TypeorGrade型号和等级A106-B、A672GRC60
Thickness厚度范围:
BaseMetal母材:
Groove坡口焊1.5~14mmFillet角焊不限制
PipeDia.管子直径范围:
Groove坡口焊不限制Fillet角焊不限制
Other其他此工艺规程适用于壁厚≥5.49mm或管道直径>2寸,且管道等级为以上所列的碳钢管道
FILLERMETALS填充金属
SFASpecification标准号:
GB/T8110-2008GB/T5117-2012
Classificationandbrand型号及牌号:
ER50-6/CHG56E5015/CHG507
F-No.:
6
A-No.:
1
SizeofFillerMetal焊条(丝)直径:
Ф2.0mmФ2.4mm
WeldMetalThicknessRange熔敷焊缝金属厚度范围:
Groove坡口焊缝:
≤14mm
Fillet角焊缝:
不限制
Wire-flux(categoryNo.)焊丝—焊剂(分类号):
无
Wire,Electrode,Fluxtradename焊丝、焊条、焊剂商标名称:
大西洋
Consumableinsert可熔化嵌条:
无
Other其他
无
WELDINGPROCEDURESPECIFICATION焊接工艺规程(WPS)
POSITIONS焊接位置
POSTWELDHEATTREATMENT焊后热处理
PositionofGroove坡口的位置:
ALL
温度范围/
时间范围/
Weldprogression焊接方向:
向上
FilletWeldLocation角焊位置:
/
GAS气体
PREHEAT预热处理
gas(es)
气体
%composition
混合比
flowrate
流量
Preheattempmin
最小预热温度
环境温度为-20-0℃时,焊前保温
Shielding
保护气
Ar
99.99%
8~10L/min
Interpasstempmax
最大层间温度
≤200℃
Trailing
尾部保护气
NO
NO
NO
Preheatmethod
预热方法
/
Backing
背部保护气
NO
NO
NO
ELECTRICALCHARACTERISTICS电特性
Current电流AC或DC直流DCPolarity极性正接EN反接EP
Amps(A)安培(范围)见下表Volts(V)伏特见下表
Tungstenelectrodesize钨极尺寸和类型:
Ф2.5mm铈钨极
ModeofmetaltransferforGMAW金属过渡方式(GMAW):
N/A
Electrodewirespeedrange送丝速度范围:
N/A
TECHNIQUE焊接技术
StringorWeaveBead不摆动或摆动:
WeaveBead/摆动幅度≤3倍的焊条/焊丝直径
Orificegascupsize喷嘴或喷嘴尺寸:
Ф9.8mm
Initialandinterpasscleaning(Brushingorgrinding,etc.)底焊道和中焊道清理方式(刷理或打磨等):
Grinding/打磨
Methodofbackgouging背面清根方法:
无
Oscillation摆动方法:
无
Distancefromcontacttubetoworkpiece导电嘴至工件距离:
5~10mm
Multipleorsinglepass(perside)多焊道或单焊道:
Multiplepass/多焊道
Multipleorsingleelectrode多丝焊或单丝焊:
Singleelectrode单丝焊
TravelSpeed(Range)焊接速度(范围):
见下表
Peening捶击有无:
无
Other其它:
无
WeldLayer(s)
焊层
Process
焊接
方法
FillerMetal
填充金属
Current(A)电流
Volt.Range
(V)电压
范围
TravelSpeedRange(cm/min)
焊接速度范围
Note
备注
Class
种类
Dia.(mm)
直径
Polarity
极性
Amp.Range
安培
1
GTAW
CHG56
Ф2.0
DCEN
85-110
14-17
5-6
2~N
SMAW
CHG507
Ф3.2
DCEP
95-130
22-24
8-9
盖面
SMAW
CHG507
Ф3.2
DCEP
95-130
22-24
8-9
Note:
CurrentoftheVerticalpositionweldingandtheoverheadpositionweldingarelessthan15-20%ofabove.
注:
立焊、仰焊电流小于上述15-20%。
所有焊缝GTAW至少焊接1层,且不允许自熔。
Initiatedby编制:
Date日期:
Reviewedby审核:
Date日期:
WELDINGPROCEDURESPECIFICATION焊接工艺规程(WPS)
CompanyName
公司名称
上海高桥捷派克石化工程建设有限公司
WPSNo.焊接工艺规程编号
SGPEC-WPS-003
Date/日期
2016-04-30
ProcedureQualificationRecordNo.焊接工艺评定记录编号
HN2010-11-2013
REV.版本号
0
WedingProcess(es)焊接方法
GTAW
Type(manual,automatic,machine,semi-auto)自动化等级(手工,自动,机动,半自动)
Manual手工
JOINTS接头:
Jointtype接头形式:
VGroove/Fillet
Backing衬垫:
NO
BackingMaterial衬垫材料:
N/A
BASEMETALS母材
PNo.Fe-8GroupNo.Fe-8-1
PipingClass管道等级适用范围:
SA80SA81
TypeorGrade型号和等级TP304/304L
Thickness厚度范围:
BaseMetal母材:
Groove坡口焊1.5~6.0mmFillet角焊不限制
PipeDia.管子直径范围:
Groove坡口焊不限制Fillet角焊不限制
Other其他此工艺规程适用于壁厚<3.91mm且管道等级为以上所列的304L管道
FILLERMETALS填充金属
SFASpecification标准号:
YB/T5092-2005
Classificationandbrand型号及牌号:
ER308L/CHG-308L
F-No.:
6
A-No.:
1
SizeofFillerMetal焊条(丝)直径:
Ф2.0mm
WeldMetalThicknessRange熔敷焊缝金属厚度范围:
Groove坡口焊缝:
<3.91mm
Fillet角焊缝:
不限制
Wire-flux(categoryNo.)焊丝—焊剂(分类号):
无
Wire,Electrode,Fluxtradename焊丝、焊条、焊剂商标名称:
大西洋
Consumableinsert可熔化嵌条:
无
Other其他
无
WELDINGPROCEDURESPECIFICATION焊接工艺规程(WPS)
POSITIONS焊接位置
POSTWELDHEATTREATMENT焊后热处理
PositionofGroove坡口的位置:
ALL
Temperature温度范围:
/
Weldprogression焊接方向:
向上
Time时间范围:
/
FilletWeldLocation角焊位置:
/
GAS气体
PREHEAT预热处理
gas(es)
气体
%composition
混合比
flowrate
流量
Preheattempmin
最小预热温度
/
Shielding
保护气
Ar
99.99%
8~20L/min
Interpasstempmax
最大层间温度
≤100℃
Trailing
尾部保护气
NO
NO
NO
Preheatmethod
预热方法
/
Backing
背部保护气
NO
NO
NO
ELECTRICALCHARACTERISTICS电特性
Current电流AC或DC直流DCPolarity极性正接EN
Amps(A)安培(范围)见下表Volts(V)伏特见下表
Tungstenelectrodesize钨极尺寸和类型:
Ф2.5mm铈钨极
ModeofmetaltransferforGMAW金属过渡方式(GMAW):
N/A
Electrodewirespeedrange送丝速度范围:
N/A
TECHNIQUE焊接技术
StringorWeaveBead不摆动或摆动:
WeaveBead/摆动幅度≤3倍的焊丝直径
Orificegascupsize喷嘴或喷嘴尺寸:
Ф8-10mm
Initialandinterpasscleaning(Brushingorgrinding,etc.)底焊道和中焊道清理方式(刷理或打磨等):
Grinding/打磨
Methodofbackgouging背面清根方法:
无
Oscillation摆动方法:
无
Distancefromcontacttubetoworkpiece导电嘴至工件距离:
5~10mm
Multipleorsinglepass(perside)多焊道或单焊道:
Multiplepass/多焊道
Multipleorsingleelectrode多丝焊或单丝焊:
Singleelectrode单丝焊
TravelSpeed(Range)焊接速度(范围):
见下表
Peening捶击有无:
无
Other其它:
无
WeldLayer(s)
焊层
Process
焊接
方法
FillerMetal
填充金属
Current(A)电流
Volt.Range
(V)电压
范围
TravelSpeedRange(cm/min)
焊接速度范围
Note
备注
Class
种类
Dia.(mm)
直径
Polarity
极性
Amp.Range
安培
打底
GTAW
CHG-308L
Ф2.0
DCEN
80-95
11-12
6-13
盖面
GTAW
CHG-308L
Ф2.0
DCEN
90-110
12-14
6-13
Note:
CurrentoftheVerticalpositionweldingandtheoverheadpositionweldingarelessthan15-20%ofabove.
注:
立焊、仰焊电流小于上述15-20%。
所有焊缝GTAW至少焊接2层,且不允许自熔。
Initiatedby编制:
Date日期:
Reviewedby审核:
Date日期:
WELDINGPROCEDURESPECIFICATION焊接工艺规程(WPS)
CompanyName
公司名称
上海高桥捷派克石化工程建设有限公司
WPSNo.焊接工艺规程编号
SGPEC-WPS-004
Date/日期
2016-04-30
ProcedureQualificationRecordNo.焊接工艺评定记录编号
FN2006-316L-3G-01
REV.版本号
0
WedingProcess(es)焊接方法
GTA
 升级会员
升级会员 