最新 职业院校学生技能竞赛现代制造专业技术焊工操作项目题库.docx
《最新 职业院校学生技能竞赛现代制造专业技术焊工操作项目题库.docx》由会员分享,可在线阅读,更多相关《最新 职业院校学生技能竞赛现代制造专业技术焊工操作项目题库.docx(13页珍藏版)》请在冰豆网上搜索。
最新职业院校学生技能竞赛现代制造专业技术焊工操作项目题库
职业院校学生技能竞赛
现代制造专业技术焊工操作项目技术文件
一、竞赛时间:
时间150分钟,满分100分。
二、竞赛规程:
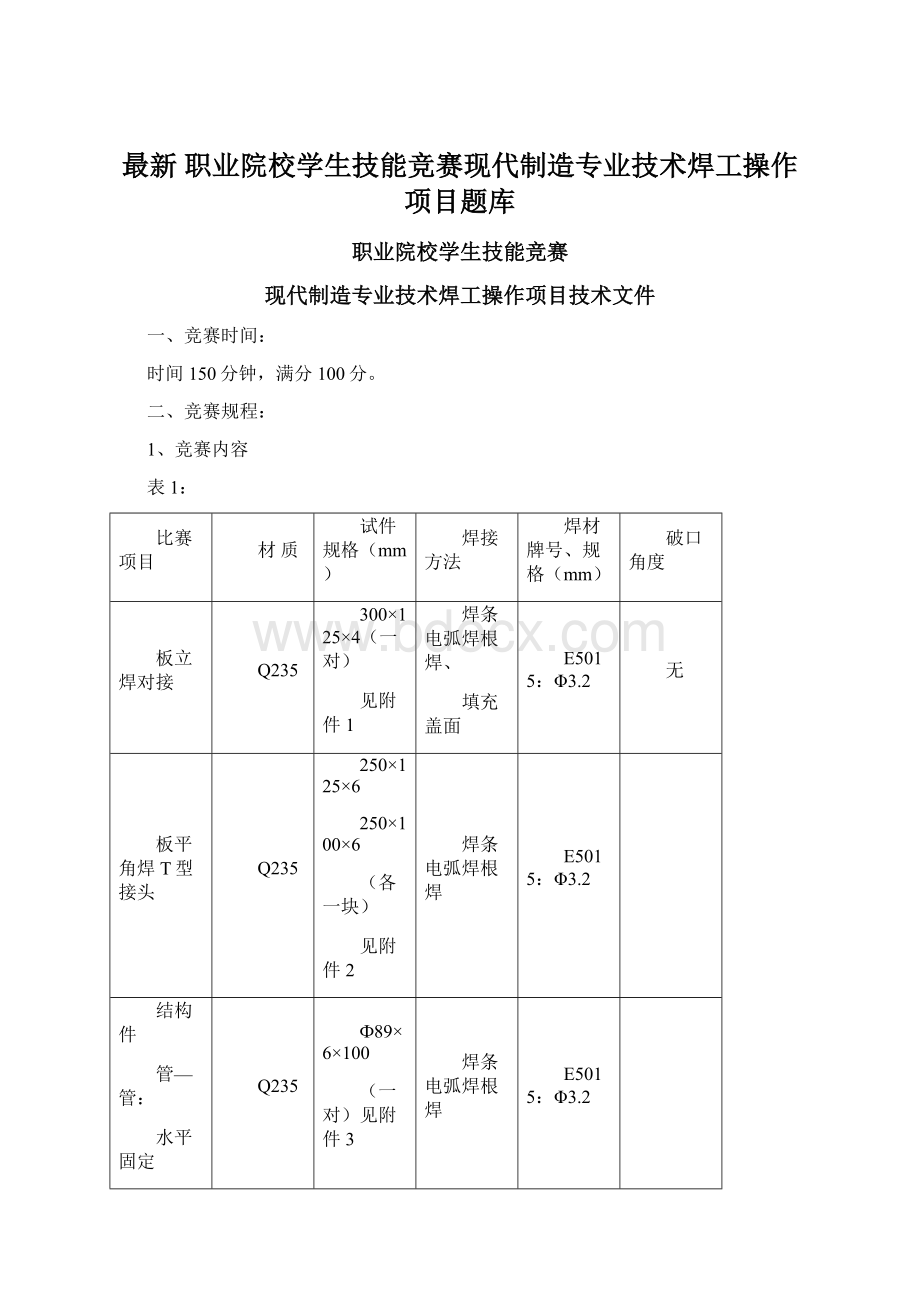
1、竞赛内容
表1:
比赛项目
材质
试件规格(mm)
焊接方法
焊材牌号、规格(mm)
破口角度
板立焊对接
Q235
300×125×4(一对)
见附件1
焊条电弧焊根焊、
填充盖面
E5015:
Φ3.2
无
板平角焊T型接头
Q235
250×125×6
250×100×6
(各一块)
见附件2
焊条电弧焊根焊
E5015:
Φ3.2
结构件
管—管:
水平固定
Q235
Ф89×6×100
(一对)见附件3
焊条电弧焊根焊
E5015:
Φ3.2
表2:
比赛项目
评分内容
配分
备注
1
板:
立焊对接
外观检测
30
详见表3
2
板:
平角焊T型接头
外观检测
20
详见表4
折断试验
15
3
结构件
管—管:
水平固定
外观检测
35
详见表5
2、赛场提供的设备设施、器材
(1)竞赛场地
①标明工位号,并配备试件装配平台和技术工作文件要求的焊接电源及附件。
②每工位配备220伏电源插座二个,工位内的电缆线应符合安全要求。
③每个工位内设有焊接操作架。
(2)主要设备
①试件装配、焊接平台
②焊接电源:
手工(交、直)流弧焊机
焊接焊条:
E5015
③附件:
焊接电缆和电焊钳
3、选手自备的工具
面罩、手套、锤子、凿子、锉刀、钢丝刷、砂纸、钢直尺、钢角尺、水平尺、活动扳手、钢丝钳、钢锯条。
4、安全规程
(1)、技能操作竞赛场地应配备必要的火灾警报系统、灭火设备及医疗救护人员,在有触电危险的地方应悬挂“小心触电”标识,并应保持场地干净整洁,禁止堆放不必要的物品。
(2)、禁止在场内吸烟。
(3)、竞赛前,参赛者应了解灭火设备以及紧急出口的位置,并检查各种电器设备及设备接地情况、设备有无气体泄漏。
(4)、参赛者工作时必须按规定穿戴好焊工防护用品,并按安全操作规程正确操作。
工作时遇到突发问题,如设备故障等,立即与安全应急小组联系,不得自行处理。
(5)、停止工作时应关闭设备电源开关。
5、操作要求
1.试件装配与上架固定要求
(1)试件装配的间隙、钝边、反变形,均由参赛者自定。
(2)试件定位焊应采用与正式焊接相同的焊接方法和焊接材料。
(3)板角焊缝试件定位焊在焊缝反面两端和中心区域进行,对接焊缝试件的定位焊在坡口内的两端进行,每段定位焊长度不大于20mm。
试件两端不允许加引弧板和引出板;结构件中的板材距两端点40mm点固定。
(4)管-管对接焊试件的定位焊在正面的坡口内,Φ60×4管定位焊点数不能超过二点,每段长度≤5mm。
Φ89×6管定位焊点数不能超过三点,每段长度≤10mm。
管的定位焊不准在仰焊位置。
(5)监考裁判应检查试件定位焊的位置、数量、长度及装配是否符合规定要求,检查试件固定在夹具上的位置、高度及钢印号码是否符合固定要求。
对认可合格的试件应签名确认,对不符合装配固定和上架固定要求的试件,应通知参赛者重新装配。
(6)试件上架后,禁止使用电动工具。
每个试件上架固定完成,参赛者应举手示意监考裁判按照规定检查确认。
未经监考裁判检查合格认可的上架固定试件,参赛者擅自焊接的,该试件得0分。
2.焊接规定
(1)参赛者应严格按照赛会发放的材料和指定的规格、图样标注的焊接方法和焊接位置进行施焊操作。
(2)试件焊接时焊缝最高点不得超过1.2m。
(3)焊接过程中,试件不准取下、移动或改变焊接位置。
(4)板对接焊采用同一个方向焊接,不得由中间向两端焊或由两端向中间焊,其余层数的方向和打底焊的方向应一致。
(5)参赛者不得在试件上作任何标记。
(6)施焊过程中,若试件焊废不予补发,但允许参赛者在竞赛时间内自行手工修复,焊缝的正、反表面不准修复补焊。
(7)焊接完毕,参赛者应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始成形。
清理好的试件,由工作人员会同监考裁判、参赛者在工位内将试件封号,并在竞赛监考记录上由监考裁判和参赛者双方签字确认。
同时做好参赛工位的清洁工作。
6、操作竞赛样卷
见附件。
7、评分方法及评分细则
表3:
明码号
评分员签字
合计分
正
面
检查项目
标准、分数
焊缝等级
实际得分
Ⅰ
Ⅱ
Ⅲ
Ⅳ
焊缝余高
标准(mm)
0—2
>2,≤3
>3,≤4
>4,<0
分数
5
3
1
0
高低差
标准(mm)
≤1
>1,≤2
>2,≤3
>3
分数
7
4
1
0
焊缝宽度
标准(mm)
≤20
>20,≤21
>21,≤22
>22
分数
5
3
1
0
宽窄差
标准(mm)
≤1
>1,≤2
>2,≤3
>3
分数
7
4
1
0
咬边
标准(mm)
0
深度≤0.5
且长度≤15
深度≤0.5
长度>15,≤30
深度>0.5
或长度>30
分数
10
7
5
0
错边量
标准(mm)
0
≤0.5
>0.5,≤1
>1
分数
6
4
1
0
角变形
标准(mm)
0—1
>1,≤3
>3,≤5
>5
分数
5
3
1
0
焊缝外表
成形
标准(mm)
优
良
一般
差
成形美观,鱼
鳞均匀细密,
高低宽窄一致
成形较好,鱼
鳞均匀,焊缝
平整
成形尚可,焊
缝平直
焊缝弯曲,高
低宽窄明显,有表面焊接缺陷
分数
5
3
1
0
反
面
焊缝高度
0~3mm5分,>3mm0分
咬边
无咬边5分,有咬边0分
气孔
无气孔5分,有气孔0分
反面成形
优
良
一般
差
5分
3分
1分
0分
未焊透
无未焊透10分,有未焊透0分
凹陷
无内凹20分
深度≤0.5mm,每2mm长扣1分(最多扣20分),深度>0.5mm
0分
注:
1.正、反两面满分为100分,评分后除以2为实际外观分。
2.焊缝未盖面、焊缝表面及根部有修补或试件做舞弊标记则该项目作0分处理。
3.凡焊缝表面有裂纹、夹渣、未熔合、焊穿、焊瘤等缺陷之一的,该试件外观为0分。
4.焊瘤是指焊瘤尺寸>3mm。
表4:
明码号
评分员签字
合计分
正
面
检查项目
标准、分数
焊缝等级
实际得分
Ⅰ
Ⅱ
Ⅲ
Ⅳ
焊角尺寸
标准(mm)
10
>9,≤11
>11,≤12
或
>8,≤9
<8,>12
分数
10
8
6
0
焊缝凸度
标准(mm)
≤1
>1,≤2
>2,≤3
>3
分数
10
8
6
0
垂直度
标准(mm)
0
≤1
≤2
>2
分数
5
3
2
0
表面气孔
标准(个)
无
有
有
有
分数
5
0
0
0
焊道层数
标准(道)
2或3
1或4
分数
5
0
咬边
标准(mm)
0
深度≤0.5
且长度≤15
深度≤0.5
长度>15,≤30
深度>0.5
或长度>30
分数
15
10
5
0
折断试验
根部熔深
标准(mm)
≥2
≥1.5
≥1
<1
分数
20
15
10
0
条状缺陷
标准(mm)
0
≤1
≤1.5
>1.5
分数
15
10
6
0
点状缺陷
标准(个)
0
≤Φ1
数目:
1个
≤Φ1
数目:
2个
>Φ1或
数目>2个
分数
15
10
6
0
注:
1.外观检查为100分。
2.气孔检查。
3.表面有裂纹、夹渣、未熔合、焊穿、焊瘤等缺陷之一的,外观作0分处理。
4.焊缝未盖面、焊缝表面及根部有修补或试件做舞弊标记,该项目作0分处理。
5.焊瘤是指焊瘤尺寸>3mm。
单个气孔直径大于2mm外观作0分处理。
表5:
低碳钢管水平固定对接手工电弧焊
考核内容
及要求
配
分
评分标准
咬边
10
1) 深度≤0.5mm,两侧总长≤36mm时,每9mm扣1分。
2) 深度>0.5mm或两侧总长>36mm时,扣10分。
未焊透
10
1) 深度≤1.5mm,总长≤36mm时,每9mm扣1分。
2) 深度>1.5mm或总长>36mm时,扣10分。
背面凹坑
5
1) 深度≤1mm,总长≤36mm时,每9mm扣1分。
2) 深度>1mm或总长>36mm时扣5分。
表面气孔
5
1) 气孔直径≤1mm,总数≤4个时,每1个扣1分。
2) 气孔直径>1mm或总数>4个时,扣5分。
表面夹渣
5
1) 深度≤1.2mm,长度≤3.6mm的夹渣,每1个扣1分。
2) 深度>1.2mm或总长>3.6mm时,扣5分。
余高
5
1)余高≤3mm时,不扣分。
2)余高>3mm时,扣5分。
焊缝宽度差
5
1) 宽度差≤2mm时,不扣分。
2) 宽度差>2mm时,扣5分。
错口
5
1) 错口量≤1.2mm时,不扣分。
2) 错口量>1.2mm时,扣5分。
合计
50
扣 分
裂纹
焊瘤
未熔合
-20
任出一项,扣20分。
附件1:
板对接立焊缝试件图
技术要求:
1、焊条电弧焊根焊、填充盖面
2、材质:
Q235
3、板厚4mm;
4、坡口:
无坡口;
5、要求单面焊双面成形。
附件2:
T型接头板状试件图
技术要求:
1.钢板材质:
Q235;
2.钢板板厚6mm;
3.焊缝单面焊接,焊道2—3道;
4.T型接头无间隙;
5.背面两端及中间定位焊,均布3点,长度小于等于20mm。
6.外观检测及折断实验。
附件3:
管—管水平固定对接试件图
管—管水平固定
技术技术要求
1.钢管水平固定对接单面焊双面成形
2.间隙大小自定
3.除打底层,盖面层焊缝外,其他层次允许打磨
4.材料:
Q235-A钢管
 升级会员
升级会员 