焊评的几个问题.docx
《焊评的几个问题.docx》由会员分享,可在线阅读,更多相关《焊评的几个问题.docx(9页珍藏版)》请在冰豆网上搜索。
焊评的几个问题
钢制固定式压力容器焊接工艺评定的几个问题
一、有关锅炉焊接工艺评定
锅炉的焊接工艺评定主要是遵照1996版《蒸汽锅炉安全技术监察规程》(以下简称“锅规”)第71条和附录Ⅰ焊接工艺评定的有关规定。
锅炉的焊接工艺评定有以下特点:
1、“锅规”第71条要求:
“锅炉产品焊接前,焊接单位应按附录Ⅰ的规定对下列焊接接头进行焊接工艺评定:
1.受压元件之间的对接焊接接头;2.受压元件之间或者受压元件与非受压元件之间连接的要求焊透的т接头。
”
从以上要求可以看出“锅规”要求焊接工艺评定的对象是焊接接头,而不是焊缝。
2、“锅规”正文中无焊接工艺评定试样保存的要求。
而《容规》对此有具体的规定。
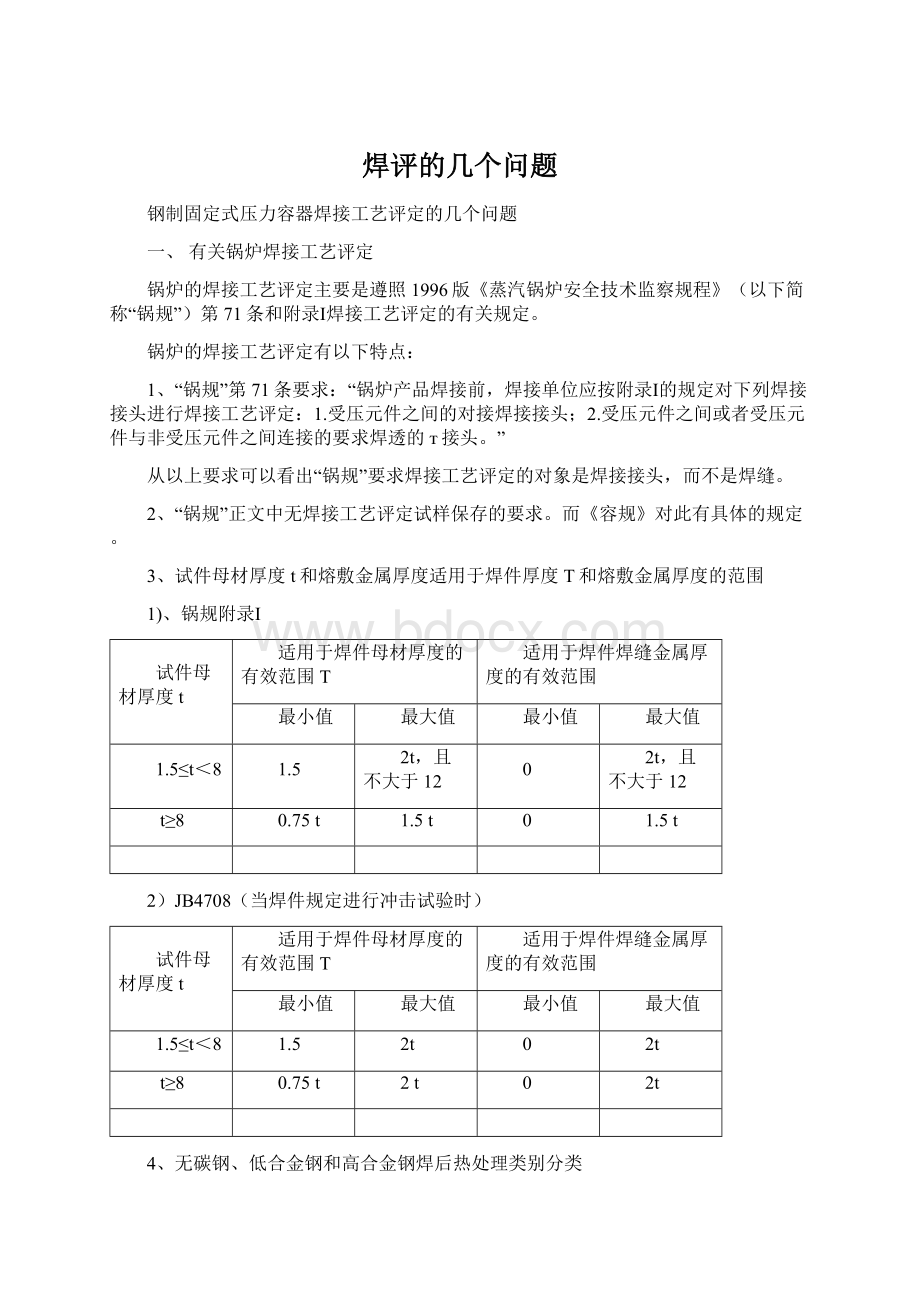
3、试件母材厚度t和熔敷金属厚度适用于焊件厚度T和熔敷金属厚度的范围
1)、锅规附录Ⅰ
试件母材厚度t
适用于焊件母材厚度的有效范围T
适用于焊件焊缝金属厚度的有效范围
最小值
最大值
最小值
最大值
1.5≤t<8
1.5
2t,且不大于12
0
2t,且不大于12
t≥8
0.75t
1.5t
0
1.5t
2)JB4708(当焊件规定进行冲击试验时)
试件母材厚度t
适用于焊件母材厚度的有效范围T
适用于焊件焊缝金属厚度的有效范围
最小值
最大值
最小值
最大值
1.5≤t<8
1.5
2t
0
2t
t≥8
0.75t
2t
0
2t
4、无碳钢、低合金钢和高合金钢焊后热处理类别分类
(JB4708的5.3.3条有相应规定)
5、产品焊缝要求金相检验时,工艺评定试件应切取一个金相试样进行金相检验。
(锅规第106条要求当焊件材料为合金钢,且工作压力≥3.8MPa的锅筒、集箱及工作压力≥9.8MPa受热面管的对接焊缝和角焊缝应进行金相检验。
)
6、锅规附录Ⅰ第12条要求:
当锅筒纵缝母材厚度大于20mm,小于70mm时,工艺评定试件还应切取一个全焊缝金属拉力试件(除取二件横向拉力试件外)。
7、锅规附录Ⅰ第14条要求:
对接焊缝工艺评定试件各评定项目的检验方法及合格标准应与产品焊缝相同,且符合锅规第五章有关规定;锅规第五章受压元件的焊接第103条要求:
从产品检查试件上取三个焊接接头的冲击试样,三个试样的常温冲击吸收功平均值应不低于母材规定值。
以Q345R为例:
0℃AKV2﹦34J
锅规附录Ⅰ要求:
工艺评定试件三个试样的常温冲击吸收功平均值应不低于34J;而JB4708要求:
工艺评定试件三个试样的常温冲击吸收功平均值应不低于27J。
8、锅规附录Ⅰ第15条要求:
对于要求全焊透的角接接头,采用组合焊缝试件加对接焊缝试件和角焊缝工艺试件进行评定。
而JB4708的5.3.4.4条:
对接焊缝评定合格的焊接工艺用于角焊缝焊件时,焊件厚度的有效范围不限。
9、锅规附录Ⅰ第18条要求:
必要时对焊接工艺评定试件进行熔敷金属化学成份分析,对焊接接头的硬度进行测定。
10、锅规附录Ⅱ焊接接头拉力和弯曲试件中第1条要求:
当板厚大于30mm时,可制取一个或几个试样进行拉力试验,每个试样的厚度一般为30mm,且这些试样必须包括焊接接头的整个厚度。
而JB4708-2000已无此规定,已取消了此规定。
当一片拉力试样用切刀切成二片或几片时,切口部分不计,可不参加拉力试验。
11、《锅规》和JB4708在焊接工艺评定焊接接头弯曲试样的弯心直径和合格指标方面有较大差异
《锅规》第101条的表5-1规定了弯曲试样的弯心直径和合格指标,见下表:
t:
试样厚度
钢种
弯轴直径
弯曲角度
双面焊
碳素钢、奥氏体钢
3t
180℃
其他合金钢
3t
100℃
单面焊
碳素钢、奥氏体钢
3t
90℃
其他合金钢
3t
50℃
从上表可以看出,锅规关于弯曲试样的弯心直径和合格指标的要求与《锅炉压力容器压力管道焊工考试规则》关于弯曲试样的弯心直径和合格指标的要求一致。
JB4708的7.2.2.5.3,关于弯曲试验的试验方法的表12规定:
试件厚度S,mm
弯心直径D,mm
弯曲角度,(°)
<10
4S
180
10
40
12、与JB4708-2000相比,“锅规”和锅规附录Ⅰ焊接工艺评定的内容较粗,缺少细节上的规定,不便操作,且因理解上的不一致,易引起争论。
如JB4708-2000的5.3.3.3要求:
低于下转变温度进行焊后热处理时试件保温时间不得少于焊件在制造过程中累计保温时间的80%。
而锅规无此规定。
13、JB4708-2000标准基本上是按美国ASME《锅炉压力容器规范》第八卷编制的,而锅规附录Ⅰ焊接工艺评定基本上是按照德国AD《压力容器规范》编制的。
每个国家的焊接工艺评定标准都有一定的差异,这是正常的现象,首先是因为各国的资源不同,材料标准就各不相同。
二、关于焊接工艺评定的对象
安全技术规范及标准
1999版《容规》
2009版《容规》
JB4708-
2000
1996版《锅规》
评定对象
对接接头、角接接头
对接焊缝、角焊缝
对接焊缝、角焊缝
对接接头、角接接头
1、1999版《容规》第67条:
压力容器产品施焊前,对受压元件之间的对接焊接接头和要求全焊透的T形焊接接头,受压元件与承载的非受压元件之间全焊透的T形或角接焊接接头,以及受压元件的耐蚀堆焊层应进行焊接工艺评定。
2、2009版《容规》第4.2.1条
(1)款:
压力容器产品施焊前,受压元件焊缝、与受压元件相焊的焊缝、熔入永久焊缝内的定位焊缝、受压元件母材表面堆焊与补焊以及上述焊缝的返修焊缝都应当进行焊接工艺评定或者有经评定合格的焊接工艺支持。
3、JB4708-2000第5章:
对接焊缝、角焊缝评定规则。
JB4709-2000第4章的4.1条:
施焊下列各类焊缝的焊接工艺必须按JB4708标准评定合格:
⏹a)受压元件焊缝;
⏹b)与受压元件相焊的焊缝;
⏹C)熔入永久焊缝内的定位焊缝;
⏹d)受压元件母材表面堆焊、补焊;
⏹e)上述焊缝的返修焊缝。
4、1996版《锅规》第71条要求:
“锅炉产品焊接前,焊接单位应按附录Ⅰ的规定对下列焊接接头进行焊接工艺评定:
1.受压元件之间的对接焊接接头;2.受压元件之间或者受压元件与非受压元件之间连接的要求焊透的т接头。
”
从以上表述可以看出,1999版《容规》和1996版《锅规》对哪些焊接接头需要进行焊接工艺评定的要求是含混不清的,是不明确的。
要特别注意:
焊接工艺评定的对象是焊缝,而不是焊接接头。
从以上讨论中可以看出:
当前我国压力容器和锅炉的焊接工艺评定要求在评定规则、评定细节和合格标准方面都存在较大的差异,在压力容器和锅炉的焊接工艺评定未统一之前,压力容器的焊接工艺评定必须按照JB4708,而锅炉的焊接工艺评定则应按照锅规附录Ⅰ的要求进行,切不可混用。
三、焊接工艺评定试件常温冲击和低温冲击试验的选择
在选择焊接工艺评定时有一个原则
就是尽量加大焊评的覆盖范围,减少焊评的数量,如拟定WPS时,可选用立向上焊位置(见JB4708表1);拟定WPS时,选用非低氢型焊材(见JB4708表1);充分利用母材类别、组别评定规则:
如类别号为Ⅱ的同钢号母材的评定适用于该类别号母材与类别号为Ⅰ的母材组成的焊接接头(见JB47085.3.2.2)等。
哪么在拟定WPS时,可否选用焊接工
艺评定试件的低温冲击试验代替焊接工艺评定试件的常温冲击试验?
如Q345R的焊接工艺评定,采用-20℃的低温冲击试验代替常温冲击试验。
应当说在JB4708标准中是找不到此方面的依据的。
用低温冲击试验代替常温冲击试验并未做为焊接条件列入JB4708表1之中。
如果在做焊接工艺评定时,Q345R做-20℃低温冲击试验,且合格指标按照常温冲击试验的合格指标判定,则该焊接工艺评定试件的低温冲击试验可代替常温冲击试验。
对于设计温度低于和等于-20℃的钢制固定式低温压力容器,由于其设计、制造、检验和验收按照GB150附录C,因此其母材力学性能试件(以下简称母材试件)、焊接工艺评定试件(以下简称焊评试件)、产品焊接试板试件(以下简称产品试件)的冲击试验温度均按设计温度确定,且均低于或等于-20℃。
而对于设计温度≥-20℃的钢制固定式压力容器,焊接工艺评定试件的冲击试验温度为常温。
1、什么是低温冲击试验?
1)首先应明确钢制低温压力容器的概念
按照新《容规》和GB150,钢制低温压力容器指设计温度低于和等于-20℃的压力容器。
其设计、制造、检验和验收按照GB150附录C。
对于钢制低温压力容器,其母材力学性能试件(以下简称母材试件)、焊接工艺评定试件(以下简称焊评试件)、产品焊接试板试件(以下简称产品试件)的冲击试验温度均按设计温度确定,且均低于或等于-20℃。
2)应明确母材力学性能试件、焊接工艺评定试件、产品焊接试件的常温冲击试验和低温冲击试验的温度界限
按照旧《容规》第78条和GB150的4.2.7条,母材和产品焊接试板的低温冲击试验温度是指低于0℃的试验温度。
因此对于《容规》和GB150管辖范围内的压力容器,母材试件、焊评试件、产品试件的冲击试验温度低于0℃就叫低温冲击试验,而大于或等于0℃的都属于常温冲击试验。
按照GB/T229《金属夏比缺口冲击试验方法》“室温冲击试验应在10~35℃进行,对试验温度要求严格的试验应在20±2℃进行”。
因此设计温度大于或等于0℃的压力容器,焊接工艺评定试件的冲击试验温度为常温,做常温冲击试验。
试验温度一般为10~35℃,当然做0℃冲击也是可以的。
对于设计温度低于和等于-20℃的低温压力容器,焊接工艺评定试件的冲击试验温度按设计温度确定,且均低于或等于-20℃,做低温冲击试验。
对于设计温度低于0℃高于-20℃的钢制压力容器的母材力学性能试件和产品焊接试件的冲击试验温度和合格指标根据其设计温度、钢号、母材厚度并按照《容规》78条和GB1504.2.7确定。
而对于设计温度低于0℃高于-20℃的钢制压力容器的焊接工艺评定试件的冲击试验温度和合格指标如何处理,笔者认为可做常温冲击试验,也可与母材力学性能试件和产品焊接试件的冲击试验温度和合格指标一致。
因为目前所有的产品标准和设计文件中都要求焊接工艺评定按照GB4708执行,而GB4708(P247.2.2.6仅要求做常温冲击试验;而GB150附录C中又仅规定低温压力容器(设计温度《-20℃)的低温冲击试验及合格指标。
以上两个标准中均未涉及到设计温度低于0℃高于-20℃的钢制压力容器的焊接工艺评定试件的冲击试验温度和合格指标如何处理。
因此做常温冲击试验是有标准依据的。
该问题在移动式压力容器的标准中也常见的。
如GB/T19905-2005“液化气体运输车”等,该标准适用于设计温度≥-50℃的钢制罐体。
如一台设计温度为+50℃的液氨汽车罐车,该标准要求:
罐体钢板每批抽二张钢板进行夏比(V型缺口)低温冲击试验,试验温度按设计温度选取,且不得高于-20℃,低温冲击功合格指标符合GB150;该标准要求:
产品焊接试板也要进行夏比(V型缺口)低温冲击试验,试验温度按设计温度选取,且不得高于-20℃,低温冲击功合格指标符合JB4744。
也就是说这台液氨汽车罐车,钢板复验和产品焊接试板都要做-20℃低温冲击试验。
该标准要求:
罐体施焊前,应按JB4708进行焊接工艺评定。
焊接工艺评定是做常温冲击试验还是低温冲击试验,标准未予以说明。
而JB4708标准只规定做常温冲击试验及合格指标。
所以笔者认为按照该标准要求用JB4708进行焊接工艺评定,做常温冲击试验也是有标准根据的。
钢板复验冲击试验温度、产品焊接试板冲击试验温度与焊接工艺评定冲击试验温度出现不一致的原因是标准制定时考虑不周造成的。
2、焊接工艺评定试件的低温冲击试验不
能代替焊接工艺评定试件的常温冲击试验。
因为无理论上的根据。
在JB4708的第5章“对接焊缝、角焊缝焊接工艺评定规则”和表1“各种焊接方法的焊接工艺评定因素”中未将焊接工艺评定试件的冲击试验温度作为焊接条件。
因此焊接工艺评定试件的低温冲击试验不能代替焊接工艺评定试件的常温冲击试验。
3、焊接工艺评定试件低温冲击试验合格
指标与常温冲击试验合格指标要求不同
例如:
当用Q345R钢板做设计温度为常
温(如设计温度为+50℃的液氨储罐)的压力容器壳体时,焊接工艺评定试件常温冲击吸收功三个试样的平均值为大于等于27J(按照JB4708的7.2.2.6.3条);
而当用Q345R钢板做设计温度为-20℃的
低温压力容器的壳体时,焊接工艺评定试件低温冲击吸收功三个试样的平均值为大于等于20J(按照GB150附录C的C4.3.1条)。
4、在JB4744的8.3条试验方法(关于产
品焊接试板冲击试验的试验方法)规定:
根据图样要求进行常温或低温冲击,其试验方法按GB/T229的有关规定,若低温冲击试验合格,可免做常温冲击。
此条仅限于产品焊接试板的规定不能
机械套用于焊接工艺评定。
5、有个别单位认为对于Q345R的焊接工
艺评定试件做-21℃的低温冲击试验就可覆盖大于等于-20℃的焊接工艺评定(在重要因素和补加重要因素不变条件下),这种认识更是错误的。
因为GB150规定Q345R的温度使用范围是在:
-20℃《t《475℃。
做-21℃的低温冲击已超出了Q345R的使用范围,已变得毫无意义。
四、常用焊接术语
1、原称埋弧自动焊→埋弧焊SAW;
Submergedarcwelding
2、原称半自动埋弧焊→手工埋弧焊;
3、手工电弧焊→焊条电弧焊SMAW;
Shieldedmetelarcwelding
4、取消了半自动焊的提法→扩大了手工焊的范围;
5、气体保护电弧焊
gasshieldedarcwelding
6、熔化极惰性气体保护电弧焊(MIG)
metelinert-gasarcwelding
7、钨极惰性气体保护电弧焊(TIG)
tangsteninert-gasarcwelding
8、活性气体保护电弧焊(MAG)
metelactive-gasarcwelding
9、熔化极气体保护电弧焊(GMAW)
10、钨极气体保护电弧焊(GTAW)
11、等离子弧焊PAW
plasmaarcwelding
12、线能量heatinput
熔焊时,由焊接热源输入给单位长度焊缝上的能量(J/cm)。
也有称热输入的。
13、热输入heatinput
GB/T3375-1994《焊接术语》中只列入热输入,而无线能量术语。
考虑到历史原因和生产实际需要,分列两条。
14、层间温度
多层焊中,在施焊后继焊层时,其前一焊层所保持的最低温度。
15、预热温度
按照焊接工艺的规定,预热需要达到的温度。
五、《焊考规》中焊接方法的分类
1、《焊考规》中将承压设备金属材料的焊接方法分为二大类:
手工焊和机械焊。
因而《焊考规》又将焊工考试分为手工焊焊工考试和焊机操作工考试。
表A-1焊接方法及其代号
焊接方法
代号
焊条电弧焊
SMAW
气焊
OFW
钨极气体保护焊
GTAW
熔化极气体保护电弧焊
GMAW(含药芯焊丝电弧焊FCAW)
埋弧焊
SAW
电渣焊
ESW
等离子弧焊
PAW
气电立焊
EGW
摩擦焊
FRW
螺柱电弧焊
SW
2、术语
2.1焊工
从事焊接作业的人员。
2.2手工焊
焊工主要用手进行操作和控制的焊接,填充金属可以由人工送给,也可以由焊机送给,手持焊炬、焊枪或焊钳进行操作的焊接方法。
包括:
手工操作的电弧焊、等离子弧焊、钨极氩弧焊、熔化极惰性气体保护电弧焊、CO2气体保护电弧焊、埋弧焊和气焊等。
2.3机动焊
焊工用操作焊机进行调节与控制而完成的焊接。
2.4自动焊
焊工不需要操作焊机,自动进行调节与控制而完成焊接。
用自动焊接装置完成全部操作的焊接方法。
例如采用数字程序控制系统、模拟控制系统、适应控制系统和机器人系统使焊接过程全部自动进行焊接。
A2.5焊机操作工
操作机动焊或者自动焊设备的焊工。
A2.6手工焊焊工
进行手工焊接的焊工。
 升级会员
升级会员 