大型储罐改造施工工法.docx
《大型储罐改造施工工法.docx》由会员分享,可在线阅读,更多相关《大型储罐改造施工工法.docx(14页珍藏版)》请在冰豆网上搜索。
大型储罐改造施工工法
大型储罐改造的施工工法姚春联徐军华宋鹏鄢森军刘富伟
胜利石油化工建设有限责任公司七分公司
1、前言
目前针对油田各种储罐腐蚀比较严重,部分大型储罐急需维修和改造才能保证储罐的正常运行。
储罐腐蚀比较严重的部位是罐底板和罐顶板,因此,储罐改造的部分大多都是更换罐底及罐顶板,少数根据储罐的使用用途更换部分壁板和改造部分内部3净化10000m1#联附件。
如果按照正常的施工方法不能满足设计要求。
本工法以孤东油罐改造施工为例,根据储罐改造部分的特点,介绍了改造储罐正装法和倒装法相结合的施工方法。
该施工方法既保证各施工步骤的连续性,又很好的控制了罐体变形,降低了费用,可操作性强,易掌握。
2、工程概况
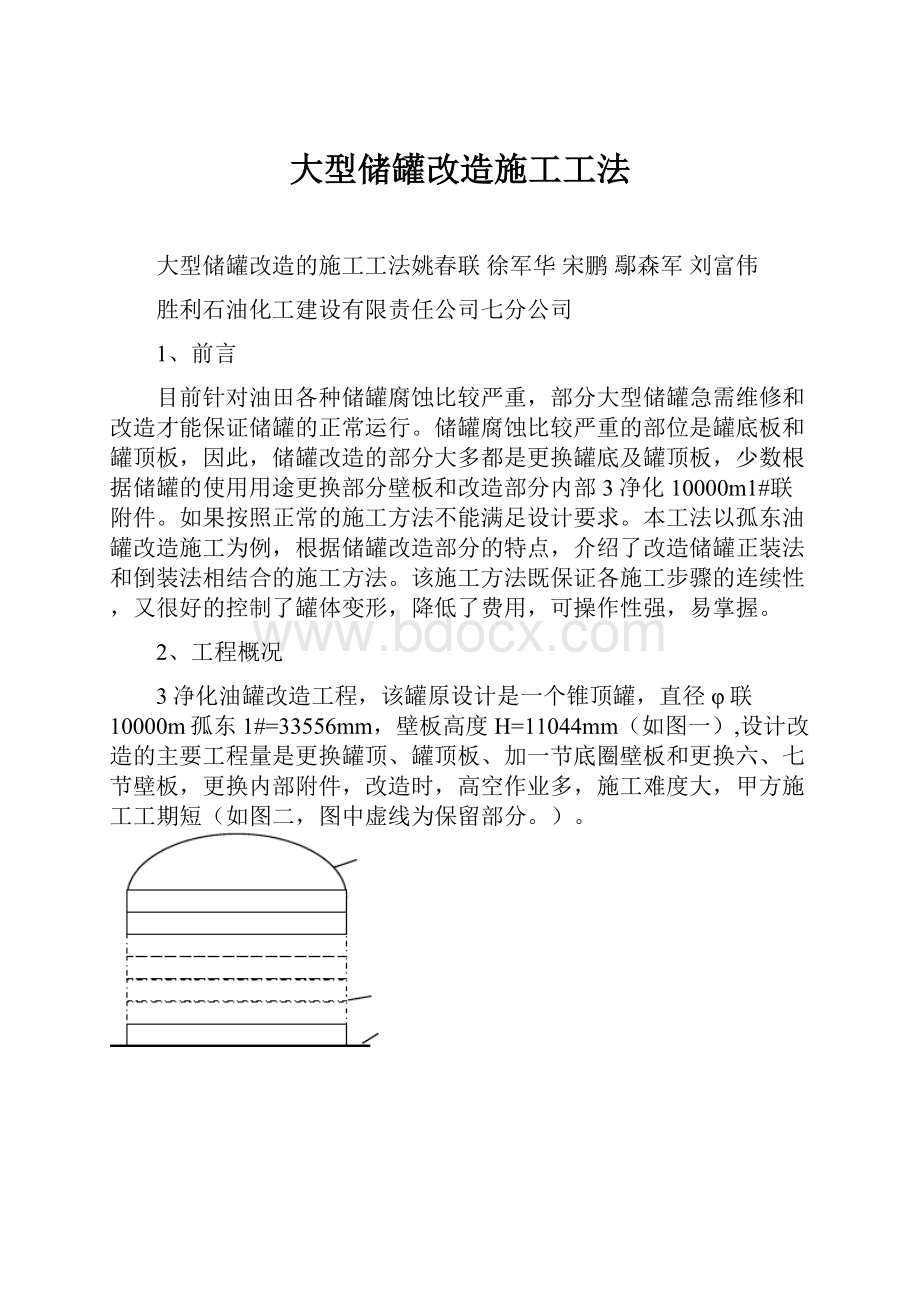
3净化油罐改造工程,该罐原设计是一个锥顶罐,直径φ联10000m孤东1#=33556mm,壁板高度H=11044mm(如图一),设计改造的主要工程量是更换罐顶、罐顶板、加一节底圈壁板和更换六、七节壁板,更换内部附件,改造时,高空作业多,施工难度大,甲方施工工期短(如图二,图中虚线为保留部分。
)。
球形拱顶锥形拱顶
支撑φ325
mm
11044罐壁罐壁罐底罐底
改造前图一改造后图二3、工法特点在储罐安装施工中,首次采用正装法和倒装法相结合的施工方法。
3.1采用倒装法进行罐体下部分改造施工,采用正装法进行罐体上部分改造施工。
3.23.3材料得到充分的利用。
充分利用油罐结构的设计特点,能较好的控制罐体变形。
3.4.
3.5根据施工计划,合理的组织安排施工人员的数量,可节省人力资源。
4、适用范围
33的储罐,5000m增加下层-20000m本工法适应于大型储罐的改造工程,适用范围:
壁板或更换下层壁板、更换罐底板及上层几节壁板和罐顶更换。
5、工艺原理
本工法在储罐施工的一般方法的基础上,采用正装法和倒装法相结合的施工方法,先下后上、先内后外的安装工艺,也就是先倒装法安装下层增加第一节壁板,正装法安装上层几节壁板和罐顶板,然后安装罐附件。
6、工艺流程及要点
6.1工艺流程(见附图)
6.2施工准备:
施工现场要做到“三通一平”,特别施工场地要平,施工场区布置要合理,材料预制半成品委托要及时准确。
6.3清罐:
用站内热污水(加压)清除罐内油泥及罐壁上的原油,动火前,需安全部门检测,检测合格后才准动火施工。
6.4拆除时,保持罐内良好的通气条件,拆除流程如下:
拆除罐顶及罐外附件
拆除罐内附件
拆除罐底板
拆除时注意如下几点:
①拆除时,罐顶边缘应余留0.6-0.8m不拆除(如图三),余留部分同时起到加强加固作用。
②拆除消防管、喷淋管、盘梯,这些附件时,施工人员必须系安全带,重物在切割前需用吊车预吊,防止意外事故发生。
③罐边缘板的拆除,必须与边缘板的更换同步。
6.5罐底板及边缘板更换,边缘板更换时注意如下几点:
在切割焊缝前应先安装好胀圈,保证储罐的椭圆度。
①1-2cm高度进行切割。
考虑到施工难度,在切割时离罐底板②
这一点要保证罐壁板立缝与上层壁板的立缝及边缘板的对接缝选择一个合适的点,③.
罐体施工规范。
的错开量符合GBJ128-90④缘板及罐底板质量检验应与施工同步,以免影响下一道工序。
储罐改造施工工艺流程
清罐施工机具、设备、材料罐顶及附件拆除
罐内附件拆除罐基础找平原罐前阀组壁板更罐底板铺设旧边缘板拆除和边缘板
罐内附件安装保温支撑圈安装罐内外脚手架搭建
罐防腐保温罐内外脚手架拆除
罐底板拆除
罐底板现场防腐安罐底板防腐
胀圈安装提升装置拆除提升安装第一节壁保温支撑圈、上层壁板大罐放水
加固圈、
提升装置就位挡雨圈安装罐顶安装
罐体上水试漏
罐顶附件安装投产
罐顶保留0.6-0.8m
罐壁11044m
罐基础
图三
6.6底圈壁板安装底圈壁板安装时,采用倒装法,利用更换罐底板边缘板时,安装的胀圈作为提升.
着力件,提升工具可以采用倒链或液压举升装置(如图四),施工单位可以根据条件自己选择。
施工时注意如下几点:
①底圈壁板安装前,人孔及清扫孔处更换的壁板,根据储罐的施工规范,宽度不小于1米,长度不小于2米。
②提升倒链或液压罐的数量必须经过计算,每个着力点的提升重量为最大提升负荷的50-60%。
③提升板着力点间距不宜过大,否则,因间距过大,罐壁板因自重量变形量大,新增壁板无法安装组对(如图五)。
④胀圈的强度、弧度一定要合适。
罐壁
提升支柱提升胀圈支柱垫板
罐底板
四图
罐壁自重变
6.7罐内附件安装时,应在防腐搭脚手架前,把罐内附件施工完。
以免以后施工增加施工加难度。
安装罐内附件的同时,应迅速组织人力进行罐内外脚手架搭接(脚手架结构见图六),以免影响下一道工序。
6.8上层壁板的更换:
壁板时,采用正装法,拆除一张更换一张,更换一张后,沿罐两个方向,同时施工。
施工时注意如下几点:
①充分利用保留的原罐壁板、保温支撑圈、挡雨圈、加固圈防止罐壁变形(如图七)。
②高空作业,安全保护措施要做好(如安装安全网和防护网)。
壁板
保温支撑圈角钢加固圈或挡雨圈、
七图
罐壁更换部分跳板内外角手架罐体
罐基础
六图6.9罐顶的安装。
以孤4钢管预制的弧管)×3.5,或φ89×罐顶安装时,一般都需要托圈(用φ76吨,6410000m3罐顶安装为例,由于罐体直径大(φ33556mm,拱顶自重达到1#东联罐顶安装组对时采用两圈托圈。
施工时注意如下几点:
的钢板,用δ=6mm①施工方便之用,罐顶中心支撑部分,根据拱顶中心顶板的大小,预制一个支撑板,支撑板利用防腐搭的脚手架作为支撑柱。
焊接×4考虑到托圈的稳固性,托圈需用斜拉钢丝绳拴紧固定,托圈立柱用φ②114管(如图八)。
立柱高度计算方法图九。
使已经组对完的罐顶板形成一点焊一定要牢固,③每吊装组对一块需组对完点焊完,个弧形整体,不因罐顶自重而变形过大,因为罐顶形成一个弧形整体后,根据力学原理难以变形。
罐顶托圈托圈斜拉绳托圈支柱
罐底板
八图
D
例如的长度,:
计算立柱MCC
的长KS先测出罐底板的坡度有似原理,据度,根相A
E
B
的MPMP/KS=FP/FS,计算出根据罐顶的弧度计算;长度H12
1立柱立柱根据罐壁H;出BC的长度为2的高度(包括罐顶的包边角钢后得出的高度)AF=H;最3MC=HH。
+H–132KNLM
TF
S
R
P
九图
罐外附件安装:
罐外附件安装待罐顶板焊接完后,应及时进行,以免影响下一道6.10工序。
施工时应先上后下的原则。
罐体上水试验:
由于是大罐是在老基础上施工改造,上水试验时,不需沉降,上6.11,上水试验时因实验时间3000--4000m3/d水速度可以快一点,如果条件允许,速度为短,防腐施工用的脚手架无需拆除重搭。
试验时注意如下几点:
①上水试漏时,为了缩短上水时间,增加一套临时上水流程或利用站内消防系统。
②上水试压时,需组织人员对焊缝进行仔细的检查,有缺陷的地方及时整改。
6.12罐体防腐保温:
防腐先施工罐体里面,再进罐体外防腐。
防腐施工顺序如下:
罐内脚手架拆罐内壁防腐罐顶内壁防腐除
罐顶外壁防腐
罐底防腐罐外壁防腐罐壁保温
施工过程中注意以下几点:
罐内防腐时,为了保证防腐质量,必须对所有焊疤打磨平整。
①②喷砂除锈一定要达到设计要求,验收不和格,不得进行下一道工序。
7、主要施工设备、机具(以10000m3罐为例)
序号
设备名称
规格型号
单位
数量
备注
1
硅整流焊机
ZXG-400
台
14
2
胀圈
双根32#槽钢制作
套
1
3
千斤顶
30T
个
6
4
真空泵
型旋片式2X
台
1
5
吊车
16T
台
1
6
吊车
30T
台
1
罐顶安装
7
焊条烘干箱
500℃
台
1
8
焊条恒温箱
℃300
台
1
9
倒链
10T
个
22
10
倒链
2T
个
16
11
安全网
2m
1000
12
安全带
条
25
13
钢丝绳
φ22
米
200
14
离心式风机
台
1
通风
15
火焊工具
套
4
16
真空试漏箱
平
台
1
17
真空试漏箱
角
台
1
18
焊条保温筒
台
14
19
射线机X
250KV
套
1
20
石棉瓦
1700*720
张
800
防火墙
21
焊接管
4
114φ×
米
300
支撑柱
8、劳动组织及安全
8.1劳动组织
采用“项目法”施工管理,项目成员分工要明确,根据施工计划及安排,不同施工阶段合理安排施工人员的数量。
序号
工种名称
单位
数量
职责和权限
1
项目经理
人
1
储罐施工的全面工作
2
现场技术员
人
1
技术、材料管理
3
现场质检员
人
1
施工全过程的质量管理
4
管铆工
人
8
安装、填写工序自检记录
5
起重工
人
1
吊装
6
电焊工
人
14
焊接、负责焊条烘干、发放、填写工序自检记录、施焊记录
7
气焊工
人
4
切割
8
防腐工
人
16
防腐保温
8
司机
人
3
运输
9
其他
人
5
现场保卫、安全
8.2安全措施
8.2.1所有进入联合站的施工人员,必须严格遵守站内安全规定。
8.2.2动火拆除时,现场必须有专人进行监督和指挥,防止重物滑落伤人,非施工人员不得在施工现场停留。
8.2.3罐内施工,使用砂轮机前,要严格检查砂轮片是否牢固、是否有破损,电缆线是否损坏、漏电等,使用时戴绝缘手套,保护眼镜等。
8.2.4施工人员必须穿戴劳保用品,高空作业必须戴安全带,脚手架上安装防护网和安全网。
重物吊装时,必须有专人指挥。
8.2.5氧气、乙炔瓶必须戴防火帽,间距5米以上,距动火点10米以上,严禁放置在罐内进行施工。
8.2.6罐内作业应有足够的照明及抽风(烟)设备。
8.2.7进入罐内进行防腐作业时,施工人员还必须戴防毒面具。
8.2.8在原油罐区内施工,必须作好防火工作,严禁吸烟,不得在施工区域以外的地方动火施工。
施工区域必须搭建防火隔离墙。
施工现场准备灭火器8瓶。
9、质量控制
9.1质量标准
GB50236--98《现场设备工业管道焊接工程施工及验收规范》
GBJ128--90《立式圆筒形钢制焊接油罐施工及验收规范》
SY/T0407--97涂装前钢材表面预处理规范
9.2质量保证措施
9.2.1材料检验,在施工前,按照施工规范严格的对预制品进行检验,做到材料不合格坚决不安装。
9.2.2质量管理人员,要各尽职责;各工种的施工人员严格遵守本工种的操作规程,严格按照标准、程序、技术要求文明施工。
9.2.3施工人员严格执行工序交接制度,现场施工执行“三工序”管理,上道工序不和格,下道工序施工人员有权拒绝,确保质量管理体系正常运转,各工序质量处于受控状态。
9.2.4所有特殊工种施工人员必须持证上岗,特别是电焊,焊条按规定烘干使用,焊条要烘干记录,发放记录,施焊要有施焊记录。
焊条存放焊条保温筒内,做到随
用随取。
9.2.5加强质量检查,严格质量奖罚制度,做到质量以预防为主,考核为辅的工作方法。
9.2.6高空作业,加强罐体防变形措施的实施。
9.2.7开展群众性QC小组活动,控制好工程产品质量,降低质量成本,提高经济效益和社会效益。
10、效益分析
从经济效益来看,合理的利用材料,合理的施工计划,合理的安排施工设备,良好的工序衔接,节余各种费用12万元。
从社会效益来看,用正装法和倒装法相结合的储罐改造的施工方法,成功的对3锥顶罐进行了改造,为以后的储罐改造工程提供了宝贵经验。
10000m孤东1#联11、应用实例
3锥顶10000m1#10月利用正装和倒装相结合的施工方法,在孤东联合站对年2003罐进行了改造,经验证明该施工方法是合理的、切实可行的。
 升级会员
升级会员 