焊接工艺问答焊接工艺.docx
《焊接工艺问答焊接工艺.docx》由会员分享,可在线阅读,更多相关《焊接工艺问答焊接工艺.docx(18页珍藏版)》请在冰豆网上搜索。
焊接工艺问答焊接工艺
焊接工艺问答—焊接工艺
1什么是焊接接头?
它有哪几种类型?
用焊接方法连接的接头称为焊接接头(简称为接头)。
它由焊缝、熔合区、热影响区及其邻近的母材组成。
在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
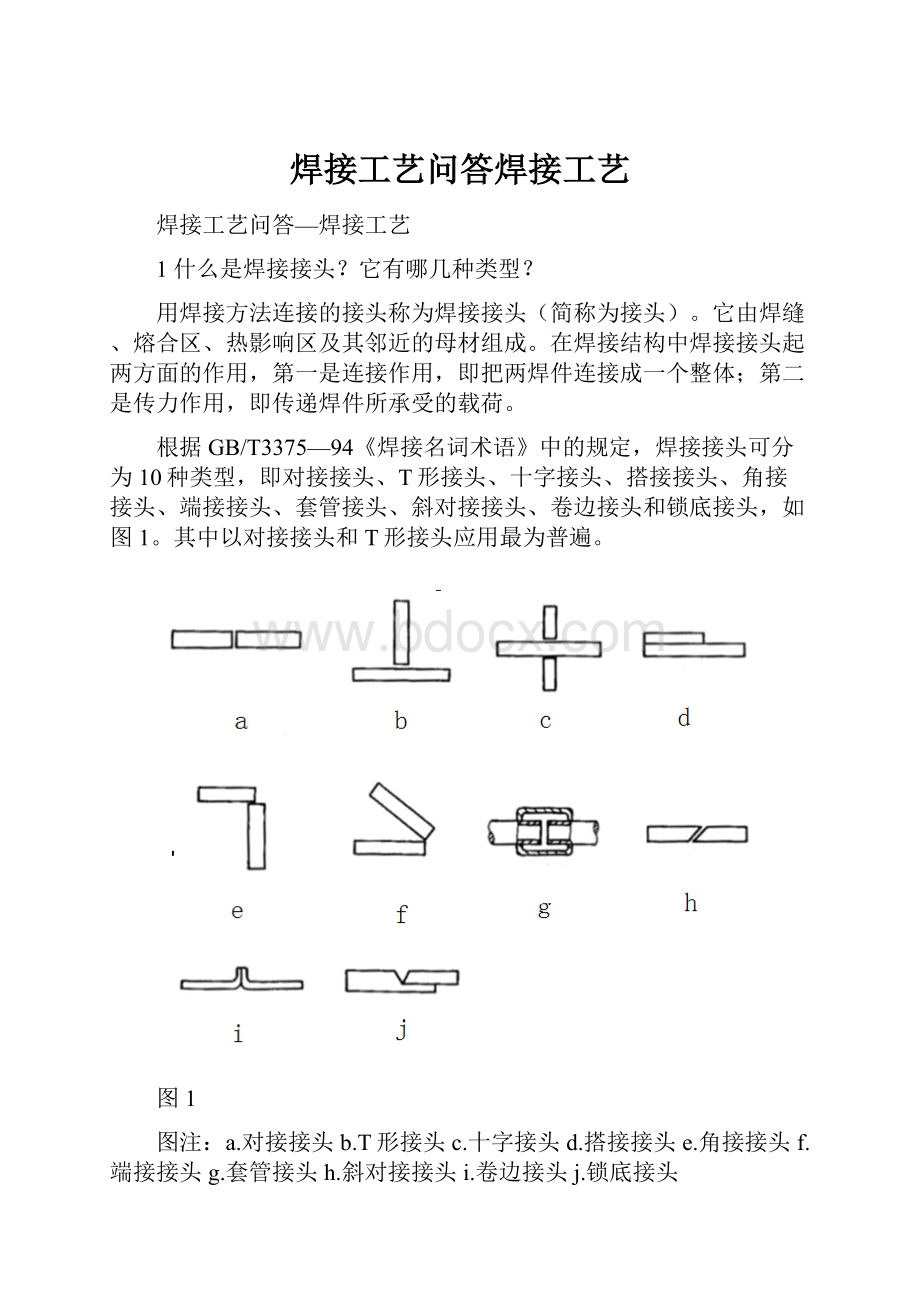
根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,如图1。
其中以对接接头和T形接头应用最为普遍。
图1
图注:
a.对接接头b.T形接头c.十字接头d.搭接接头e.角接接头f.端接接头g.套管接头h.斜对接接头i.卷边接头j.锁底接头
2什么是坡口?
常用坡口有哪些形式?
根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。
开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。
坡口的形式由GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:
常用的坡口形式有I形坡口、Y型坡口、带钝边U形坡口、双Y形坡口、带钝边单边V形坡口等,见图2。
_w#|'M7B6GO!
q(ZEE
图2
图注:
a.I形坡口b.Y形坡口c.带钝边U形坡口d.双Y形状坡口e.带钝边单边V形坡口
3表示坡口几何尺寸的参数有哪些?
它们各起什么作用?
⑴坡口面焊件上所开坡口的表面称为坡口面,见图3。
图3
⑵坡口面角度和坡口角度焊件表面的垂直面与坡口面之间的夹角称为坡口面角度,两坡口面之间的夹角称为坡口角度,见图4。
图4
开单面坡口时,坡口角度等于坡口面角度;开双面对称坡口时,坡口角度等于两倍的坡口面角度。
坡口角度(或坡口面角度)应保证焊条能自由伸入坡口内部,不和两侧坡口面相碰,但角度太大将会消耗太多的填充材料,并降低劳动生产率。
⑶根部间隙焊前,在接头根部之间预留的空隙称为根部间隙。
亦称装配间隙。
根部间隙的作用在于焊接底层焊道时,能保证根部可以焊透。
因此,根部间隙太小时,将在根部产生焊不透现象;但太大的根部间隙,又会使根部烧穿,形成焊瘤。
⑷钝边焊件开坡口时,沿焊件厚度方向未开坡口的端面部分称为钝边。
钝边的作用是防止根部烧穿,但钝边值太大,又会使根部焊不透。
⑸根部半径U形坡口底部的半径称为根部半径。
根部半径的作用是增大坡口根部的横向空间,使焊条能够伸入根部,促使根部焊透。
4试比较Y形、带钝边U形、双Y形三种坡口各自的优缺点?
当焊件厚度相同时,三种坡口的几何形状见图5。
图5
⑴Y形坡口
1)坡口面加工简单。
2)可单面焊接,焊件不用翻身。
3)焊接坡口空间面积大,填充材料多,焊件厚度较大时,生产率低。
4)焊接变形大。
⑵带钝边U形坡口
1)可单面焊接,焊件不用翻身。
2)焊接坡口空间面积大,填充材料少,焊件厚度较大时,生产率比Y形坡口高。
3)焊接变形较大。
4)坡口面根部半径处加工困难,因而限制了此种坡口的大量推广应用。
⑶双Y形坡口
1)双面焊接,因此焊接过程中焊件需翻身,但焊接变形小。
2)坡口面加工虽比Y形坡口略复杂,但比带钝边U形坡口的简单。
3)坡口面积介于Y形坡口和带钝边U形坡口之间,因此生产率高于Y形坡口,填充材料也比Y形坡口少。
5常用的垫板接头有哪几种形式?
它有什么优缺点?
在坡口背面放置一块与母材成分相同的垫板,以便焊接时能得到全焊透的焊缝,根部又不致被烧穿,这种接头称为垫板接头。
常用的垫板接头形式有:
I形带垫板坡口、V形带垫板坡口、Y形带垫板坡口、单边V形带垫板坡口等见图6。
图6
a.I形带垫板坡口b.V形带垫板坡口c.Y形带垫板坡口d.单边V形垫板坡口
垫板接头的操作技能比单面焊双面成形简单,容易掌握,常用于背面无法施焊(如小直径圆筒环缝、夹套容器环缝)的场合,缺点是当垫板和筒体的椭圆度不一致时,两者之间装配在一起时局部会留有缝隙,焊接时,熔渣流入此缝隙时无法上浮,因此易形成夹渣
JB4708—92《钢制压力容器焊接工艺评定》中规定,有衬垫的单面焊的弯曲角度可按双面焊的弯曲角度标准。
6焊件对接时有什么技术要求?
焊件对接时的要求如下:
1)不同厚度钢板对接时,如果两侧钢板厚度相差太大,则连接后由于连接处的截面变化较大,将会引起严重的应力集中。
所以对于重要的焊接结构,如压力容器,应对厚板进行削薄。
根据有关技术标准规定:
当薄板厚度≤10mm,两板厚度差超过3mm或当薄板厚度>10mm,两板厚度差大于薄板厚度的30%或超过5m时,对厚板边缘应进行削薄,削薄的长度应大于或等于板厚差的3倍,见图7。
图7L1L2≥3(δ1-δ2)
2)直线形焊件和曲线形焊件对接时,焊缝正好处于交界处,产生较大的焊接应力,成为整个结构的薄弱面。
为此,对接处的曲线形焊件应有一直段部分,便于焊缝处于平对接位置见图8。
图8
a.蛇形管的连接b.容器封头筒体的连接
7试述焊缝的种类。
焊接后焊件中所形成的结合部分称为焊缝。
按结合形式,焊缝可分为对接焊缝、角焊缝、塞焊缝和端接焊缝四种。
⑴对接焊缝构成对接接头的焊缝称为对接焊缝。
对接焊缝可以由对接接头形成,也可以由T形接头(十字接头)形成,后者是指开坡口后进行全焊透焊接而焊脚为零的焊缝,见图9。
图9
a.对接接头形成的对接焊缝b.T形接头形成的对接焊缝
⑵角焊缝 两焊件接合面构成直交或接近直交所焊接的焊缝,见图10。
图10
同时由对接焊缝和角焊缝组成的焊缝称为组合焊缝,T形接头(十字接头)开坡口后进行全焊透焊接并且具有一定焊脚的焊缝,即为组合焊缝,坡口内的焊缝为对接焊缝,坡口外连接两焊件的焊缝为角焊缝,见图11。
图11
⑶塞焊缝 是指两焊件相叠,其中一块开有圆孔,然后在圆孔中焊接所形成的填满圆孔的焊缝,见图12a。
图12
a.塞焊缝b.端接焊缝
⑷端接焊缝 构成端接接头的焊缝,见图12b。
8表示对接焊缝几何形状的参数有哪些?
表示对接焊缝几何形状的参数有焊缝宽度、余高、熔深,见图13。
图13
⑴焊缝宽度指焊缝表面与母材的交界处称为焊趾。
而单道焊缝横截面中,两焊趾之间的距离称为焊缝宽度。
⑵余高指超出焊缝表面焊趾连线上面的那部分焊缝金属的高度称为余高。
焊缝的余高使焊缝的横截面增加,承载能力提高,并且能增加射线摄片的灵敏度,但却使焊趾处会产生应力集中。
通常要求余高不能低于母材,其高度随母材厚度增加而加大,但最大不得超过3mm。
⑶熔深在焊接接头横截面上,母材熔化的深度称为熔深。
一定的熔深值保证了焊缝和母材的结合强度。
当填充金属材料(焊条或焊丝)一定时,熔深的大小决定了焊缝的化学万分。
不同的焊接方法要求不同的熔深值,例如堆焊时,为了保持堆焊层的硬度,减少母材对焊缝的稀释作用,在保证熔透的前提下,应要求较小的熔深。
9表示角焊缝几何形状的参数有哪些?
根据角焊缝的外表形状,可将角焊缝分成两类:
焊缝表面凸起带有余高的角焊缝称为凸角焊缝;焊缝表面下凹的角焊缝称为凹角焊缝,见图14。
表示角焊缝几何形状的参数有焊脚、角焊缝凸度和角焊缝凹度。
图14
a.凸形角焊接b.凹形角焊
⑴焊脚角焊缝的横截面中,从一个焊件上的焊趾到另一个焊件表面的最小距离称为焊脚。
焊脚值决定了两焊件的结合强度,它是最主要的一个参数。
⑵凸度凸角焊缝截面中,焊趾连连线与焊缝表面之间的最大距离。
⑶凹度凹角焊缝横截面中,焊趾连线与焊缝表面之间的最大距离。
10什么是焊缝成形系数?
熔焊时,在单道焊缝横截面上焊缝宽度(c)与焊缝计算厚度(s)的比值称为焊缝成形系数,即:
焊缝成形系数=c/s
焊缝宽度和焊缝计算厚度在各种接头中的表示见图15。
焊缝成形系数小时形成窄而深的焊缝,在焊缝中心由于区域偏析会聚集较多的杂质,抗热裂纹性能差,所以形成系数值不能太小,如自动埋弧焊时焊缝的成形系数要大于1.3,即焊缝的宽度至少为焊缝计算厚度的1.3倍。
图15
11试述焊接工艺参数对焊缝形状的影响。
焊接时,为保证焊接质量而选定的诸物理量(例如,焊接电流、电弧电压、焊接速度、线能量等)的总称为焊接工艺参数。
工艺参数对焊缝形状的影响如下:
⑴焊接电流当其它条件不变时,增加焊接电流,焊缝厚度和余高都增加,而焊缝宽度则几乎保持不变(或略有增加),见图16a。
图16
a.焊接电流对焊接形状的影响b.电弧电压对焊缝形状的影响
c.焊接速度对焊缝形状的影响(I—焊接电流U—电弧电压v—焊接速度s—焊缝厚度c—焊缝宽度h—余高)
⑵电弧电压当其它条件不变时,电弧电压增大,焊缝宽度显著增加,而焊缝厚度和余高略有减少,见图16b。
⑶焊接速度当其它条件不变时,焊接速度增加,焊缝宽度、焊缝厚度和余高都减少,见图16c。
焊接电流、电弧电压和焊接速度是焊接时的三大焊接工艺参数,选用时,应当考虑到这三者之间的相互适当配合,才能得到形状良好,符合要求的焊缝。
12焊接方法在图样上如何表示?
根据《金属焊接及钎焊方法在图样上的表示代号》中的规定,焊接方法用特定的数字表示。
几种主要焊接方法的数字表示,见表1。
表中同时列出了旧标准GB324—64焊接方法的字母表示,以作对照。
表1焊接方法新旧代号的表示。
在图样上焊接方法代号标注在焊缝符号指引线的尾部。
13什么是焊缝符号?
焊缝符号由几部分组成?
在图样上标注焊接方法、焊缝形式和焊缝尺寸的代号称为焊缝符号。
根据GB324—88《焊缝符号表示法》的规定,焊缝符号一般由基本符号与指引线组成.必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
14试述焊缝符号中基本符号的表示方法。
基本符号是表示焊缝横截面形状的符号。
几种常用的基本符号表示法,见表2。
15试述焊缝符号中辅助符号的表示方法。
辅助符号是表示焊缝表面形状特征的符号,见表3。
不需要确切地说明焊缝表面的形状时,可以不用辅助符号。
16试述焊缝符号中补充符号的表示方法。
补充符号是为了补充说明焊缝的某些特征而采用的符号,见表4。
17试述焊缝符号中指引线的表示方法及应用。
指引线一般由带有箭头的指引线(简称箭头线)和两条基准线(一条为实线,另一条为虚线)两部分组成,见图17。
图17
指引线使用时应与基本符号相配合:
;v_D0中国焊接之家社区_hy_D_|_e_itG1)如果焊缝在接头的箭头侧,则将基本符号标在基准线的实线侧,见图18a。
中国焊接之家社区)N_{P3|_c
c
中国焊接之家社区_z7U&W_]_[_b2)如果焊缝在接头的非箭头侧,则将基本符号标在基准线的虚线铡,见图18b。
7\,P_j_t_e2p/Fe2C
__F.u_r
pE+3)标对称焊缝及双面焊缝时,可不加虚线,见图18c、图18d。
中国焊接之家社区w__]0l)^6q&d_~
图18
a.焊缝在街头的箭头册b.焊缝在街头的非箭头侧
c.对称焊缝.d.双面焊缝
18试述焊缝尺寸符号及其标注位置。
焊缝尺寸符号的表示,见表5。
焊缝尺寸符号标注位置,见图19。
标注原则是:
1)焊缝横截面上的尺寸标在基本符号的左侧。
2)焊缝长度方向上的尺寸标在基本符号的右侧。
3)坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧。
4)相同焊缝数量符号、焊接方法代号等标在尾部。
19试说明图20中焊缝符号的意义。
图20a表示为双面角焊缝,周围焊,焊脚尺寸6mm,手弧焊。
图20b表示为单面Y形坡口,坡口角度60°装配间隙2mm,钝边2mm,焊后焊缝表面须加工成与母材平齐,相同焊缝有四条。
图20c表示为带垫板的对接接头,单面焊,I形坡口,装配间隙2mm。
图20d表示为交错断续角焊缝,焊脚尺寸8mm,焊缝长100mm,共20条,焊缝之间距离50mm,在工地焊接。
20什么是焊接位置?
焊接位置又如何表示?
熔焊时,焊件接缝所处的空间位置称为焊接位置,可用焊缝倾角和焊缝转角来表示。
焊缝轴线与水平之间的夹角称为焊缝倾角,见图21a。
图21
a.焊接倾角b.焊缝转角
通过焊缝轴线的垂直面与坡口的等分平面之间的夹角称为焊缝转角,见图21b。
根据焊缝倾角和焊缝转角大小的不同数值,可将焊接位置分为平焊、立焊、横焊和仰焊四种。
21什么是平焊、立焊、横焊、仰焊和全位置焊?
⑴平焊焊缝倾角0°~5、焊缝转角0°~10°的焊接位置称为平焊位置,见图22a。
在平焊位置进行的焊接就称为平焊。
图22
⑵立焊焊缝倾角80°~90°、焊缝转角0°~180°的焊接位置称为立焊位置,见图22b。
在立焊位置进行的焊接就称为立焊。
⑶横焊焊缝倾角0°~5°,焊缝转角70°~90°的焊接位置称为横焊位置,见图22c。
在横焊位置进行的焊接就称为横焊。
⑷仰焊焊缝倾角0°~15°,焊缝转角165°~180°的焊接位置称为仰焊位置,见图22d。
 升级会员
升级会员 