吸附式干燥器使用说明书.docx
《吸附式干燥器使用说明书.docx》由会员分享,可在线阅读,更多相关《吸附式干燥器使用说明书.docx(9页珍藏版)》请在冰豆网上搜索。
吸附式干燥器使用说明书
微热再生吸附式干燥器
一、技术参数
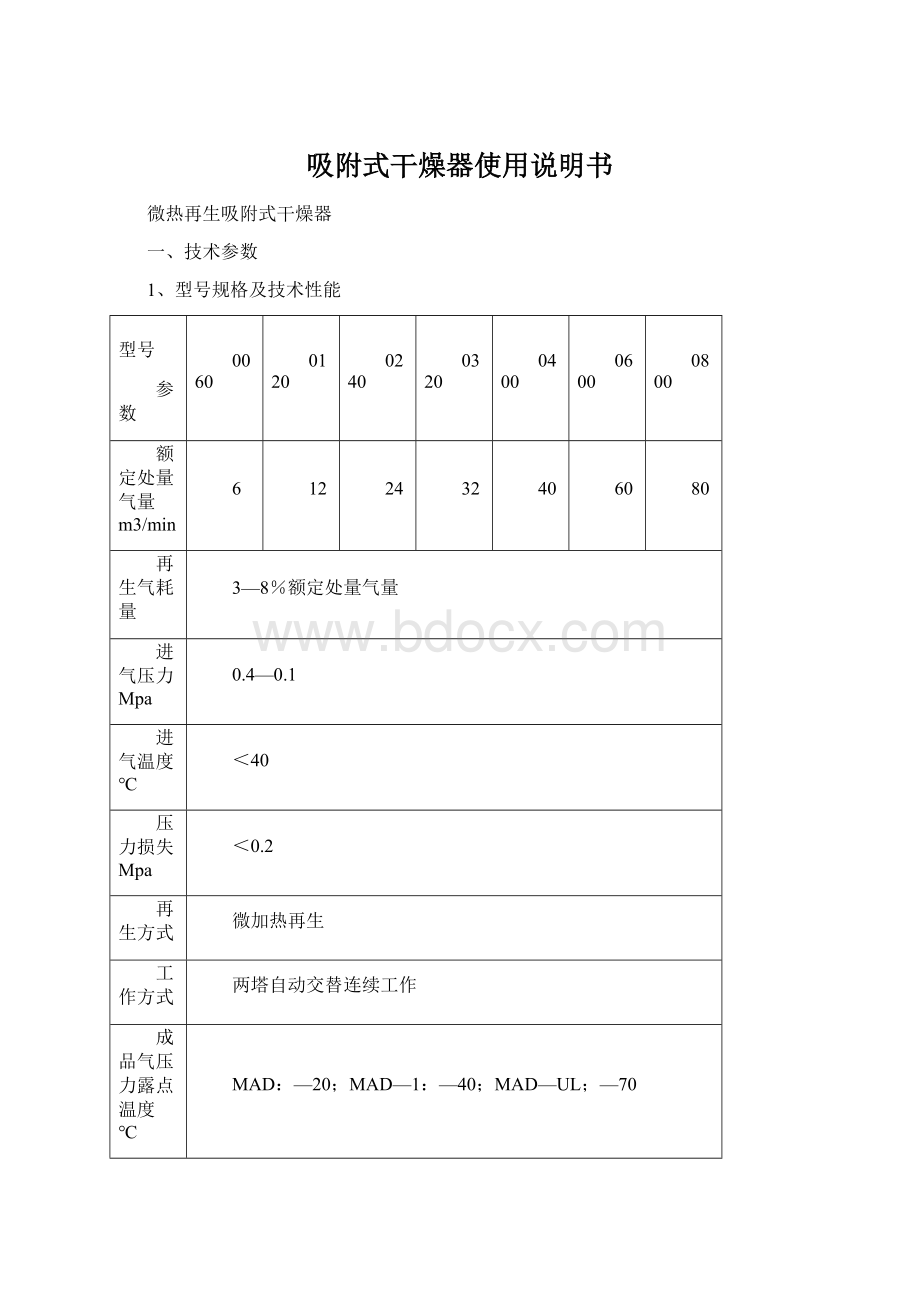
1、型号规格及技术性能
型号
参数
0060
0120
0240
0320
0400
0600
0800
额定处量气量m3/min
6
12
24
32
40
60
80
再生气耗量
3—8%额定处量气量
进气压力Mpa
0.4—0.1
进气温度℃
<40
压力损失Mpa
<0.2
再生方式
微加热再生
工作方式
两塔自动交替连续工作
成品气压力露点温度℃
MAD:
—20;MAD—1:
—40;MAD—UL;—70
成品气含尘粒径μm
<1
吸附剂
铝胶,分子筛
安装方式
集装式,室内安装
加热器功率KW
2.25
4.5
9
15
18
24
30
吸附剂装填量kg
210
380
726
904
1250
2090
2590
设备重量kg
670
832
1355
1930
2469
3860
4596
注:
额定处理量为规定工况(线压力7bar,进气温度35℃)下,进入干燥器的最大标准容积流量。
2、干燥器的参数设置
“设置/运行”开关拨到“设置”时,则进入设置状态,此时右数码的第一位显示设置参数代码号,后三位显示设置参数值。
→选择设置参数代码号:
按下“启动/代码”则可以递增参数代码,共9个参数代码,如当前参数代码数为9时,按下“启动/代码”则参数代码显示1,如此循环选择。
→设置参数值:
当选定设置参数代码后,按下“停止/参数”可递增设置参数值,并可循环设置。
→设置参数说明
注:
T1≥2×T9,即吸附时间必须大于等于2倍的均压时间,否则认为设置出错,显示EO;同样T1>T2+T3+T9×2,即吸附时间必须大于再生延时时间加再生时间加2倍的均压时间,否则认为设置出错,显示E1;T1≥T4+T5+2×T9,即吸附时间必须大于等于加热延时时间加加热时间加2倍的均压时间,否则否则认为设置出错,显示E2。
设置出错时不能退出设置状态。
参数号参数名称设置范围设定值单位
1吸附时间1—25560分钟
2再生延时时间1—51220秒
3再生时间1—25557分钟
4加热延时时间1—5125秒
5加热时间1—25540分钟
6加热温度值1—51290℃
7保温范围1—3010℃
8温度修正值﹣9—﹢90℃
9均压时间0—51260秒
二、工艺流程简述
利用变压吸附与变温吸附再生循环,使压缩空气交替流经A、B两个充满吸附剂的罐,即在常温、高蒸汽分压下吸附(工作),较高温低蒸汽分压下解吸(再生)。
吸附剂在吸附过程中吸附的水分在再生过程中,依靠高品质再生气(产品气加温)的热扩散和低分压两种机理的共同作用下而得以彻底清除。
工作程序如下:
程序1:
A罐工作,B罐再生。
压缩空气经过过滤器除去液态油水和固体颗粒后,进入A罐。
水蒸气被吸附后,干燥气体经后置过滤器输出。
A罐工作的同时,少量成品气进入加热器加热后经再生管路对B罐再生,再生后的气体通过下管系膜片阀MF—B经消音器排除。
程序2:
A罐工作,B罐余热再生,吹冷。
A罐继续工作,加热器停止加热,,B罐利用余热继续再生,罐内温度在持续一段高温后,开始降温至略高于进气温度。
程序3:
A罐工作,B罐均压。
A罐继续工作,B罐停止排气进入均压状态,压力快速上升至与A罐相同。
程序4:
B罐工作,A罐再生。
在设定时间,膜片阀MF—A打末梭阀在压差作用下换向,B罐进入工作状态,再生气经过加热器进入A罐对吸附剂脱附再生。
程序5:
B罐工作,A罐余热再生,吹冷。
B罐继续工作,加热器停止加热,A罐利用余热再生,吹冷吸附床。
程序6:
B罐工作,A罐均压。
B罐继续工作,A罐停止排气,进入均压状态,至设定时间两罐再次切换,完成一个工作周期。
(见一个周期工作程序图)
工作
加热再生
余热再生、吹冷
均压
A罐
加热再生
余热再生、吹冷
均压
工作
B罐
|———————1∕2周期—————|
|
|————————————————1周期———————————————|
型号选定方法
在设定的露点温度下,干燥器所允许的入口气体流量与实际工作状态和环境温度有关,即:
入口气体流量=(额定处理气量)×(压力系数)×(入口温度系数)×(环境温度系数)
有效供气量=入口气体流量-再生气耗量
再生气耗量由工厂在出厂前设定,一般MAD、MAD—1、MAD—UL的再生气耗量分别为额定处理气量的7%,8%,9%。
压力系数表
工作压力(bar)
4
5
6
7
8
9
10
压力系数
0.63
0.75
0.88
1.0
1.12
1.25
1.45
环境温度系数表
工作压力(bar)
<20
20
25
30
35
40
43
压力系数
1
1
1
0.98
0.97
0.92
0.87
入口温度系数表
入口温度
20
25
30
35
40
45
50
MAD温度系数
压力露点
1.0
-20
1.0
-20
1.0
-20
1.0
-20
0.7
-20
-
-
-
-
MAD—1温度系数
压力露点
1.0
-40
1.0
-40
1.0
-40
1.0
-40
0.85
-35
-
-
-
-
MAD—UL温度系数
压力露点
1.0
-70
1.0
-70
1.0
-70
1.0
-70
1.0
-65
0.9
-55
0.62
-50
三、验收与安装
设备到达后应立即检查产品在运输中是否损坏,附件和文在资料是否齐全,若发现任何损坏或丢失,除立即与运输部门交涉外,还应立即与我公司或代理商联络。
设备安全前清检查是否符合以下条件:
1、干燥、过滤装置在安装后,有足够空间维修及保养。
2、压缩空气含有大量油水及固体粒子,它们影响干燥器的正常动作,更导致吸附剂寿命缩短,即使选用无油润滑压缩机,微量油长期累积,也会引起吸附剂中毒、失效。
因此要求配装精密除油过滤器。
3、为避免大量污染物堵塞过滤器,要求对前置设备和接管进行洁净处理。
4、为缓慢供气与用气不平衡及提供故障用气储备,建议在干燥器之后设置贮气罐。
5、MAD、MAD—1、MAD—UL三种系列产品的总体安装,连接尺寸完全相同。
本成套设备不需要单独浇注基础,只需在水泥平台上配装钢制膨胀螺栓即可。
推荐0060/0120/0240型选用M12×110;0320以上选用M16×150
四、操作说明
开关:
关闭旁通阀,微开排气阀,启动空压机,缓慢打开进气阀,等干燥器两罐压力均衡至设定工作压力时,打开控制电源开关即进入工作状态,待整个系统压力上升至设定工作压力后,再完全打开排气阀。
若管路设有压力维持阀,可先全部打开排气阀,其余动作同上。
操作:
开机后,应避免在低压状态下长期工作,空压机压力调节器的低压限不开设置过低,以免系统压力波动过大影响干燥器和用气设备的正常运行。
压缩空气干燥程度与再生气量成正比(出厂时已按处理气量的5%—8%调整好)。
用户可根据实际需求增加(逆时针旋转节流阀)或减少(顺时针旋转节流阀)再生气量。
若实际用气量小于额定处理气量或湿度(露点温度)无需-40℃以下,可通过延长循环周期相对减少再生时间或再生气量达到节能效果。
关机:
关闭进气阀,待干燥罐内压力释放完后关闭排气阀,切断电源。
干燥器输出气体品质与入口气体流量、温度、压力以及环境温度有密切关系。
入口气体流量不得大于干燥器额定处理量。
入口气体温度不得高于40℃,温度越低,输出气体越干燥。
入口气体温度每升高5℃,饱和含水量增加30%,而成品气露点将升高8—10℃。
入口气体压力越低,干燥器负荷就越高,输出气体品质亦越差。
五、保养与维修
1、保养
1)、检查时间程序,两干燥罐切换,加热器加热温度以及过滤器的排水阀工作情况是否正常。
2)、检查消音器排放是否畅通,过滤器压差指示是否超标。
3)、检查干燥器前后压差是否偏高。
4)、检查干燥剂是否油污染或粉化,干燥剂的受损或失效按以下三种情况处理:
a由于操作不当或低压运行均能引起高速气流冲刷干燥剂,造成大量粉尘脱落,此时应卸出干燥剂,过筛后再重新填入并补充填实。
b由于进气湿度过高,液态水冲击或无切换动作下超时工作,干燥剂过饱和甚至被水侵泡,此时应立即排除故障,并采取减少处理气量,扩大再生气量(开大节流阀)等措施,在开机状态下,逐步脱湿,直至恢复原有干燥程度。
注意:
干燥剂长期处于过饱和或水侵泡状态,将会形成板结而失效。
c由于过滤器失效或未装除油过滤器,润滑油进入干燥床,堵塞吸附剂表面毛细孔通道,致使吸附剂降低或丧失吸附能力(油中毒)。
此时则必须更换吸附剂。
2、维修
压缩空气能构成危险,在操作压缩空气设备时需要特别小心,在作任何维修或管道拆卸前,必须清楚确定设备内压力已完全释放。
当干燥器出现故障而又不能停止用气时,可打开旁通阀管路阀门,关闭干燥器进、排气阀门,将罐内压力通过消音器完全释放后,进行抢修。
常见故障现象、原因及排除方法见下表:
故障现象
原因分析
排除方法
1、干燥器两罐不能正常切换
1、程序控制去失效。
指示灯不亮,电磁阀不工作(用铁器碰电磁头无吸引力)。
2、消音器堵塞。
当电磁阀开启,高压罐卸压时气流受阻,致使受压差驱动的梭阀不能及时切换,变成三通,主气流从电磁阀短路,经消音器排入大气,使两罐压力同时下降。
3、电磁阀不能工作(常闭)。
电磁阀线圈损坏或接线松动或先导节流小孔堵塞。
造成该故障阀一侧罐体始终处于高于状态。
4、梭阀卡住或严重泄露,主气流外泄,压力下降。
5.、电磁阀膜片破裂,该阀一侧罐体不能保压(均匀时,压力不上升,工作时主气流短路外泄,压力下降)。
6、节流阀开启不到位。
在均压程序结束时,低压罐压力未上升至匀衡压力,梭阀不能正常切换,主气流外泄压力骤降。
1、按电器控制部分使用说明书检查接头和易损件,更换元件或线路板。
2、卸下消音器,若设备恢复正常切换,则应更换消音器或反吹清洗后再装上使用。
3、检查电磁头接线及吸引力,清除小孔通道异物。
4、检查阀腔内有无异物,在长期停机或过饱和情况下容易发生铝胶版结合阀件锈蚀。
5、拆下阀盖,更换膜片。
6、逆时针旋转节流阀,加大再生气量,直至两罐均压相等。
2、成品气露点达不到要求或排气带水
1、长期停机,干燥器前后阀门未关闭,大气中湿气进入罐内。
2、前级过滤器失效或未按时排放油水,造成液态油水冲击干燥剂。
3、吸附剂油中毒或粉化严重。
4、切换系统出现故障,不能正常再生。
5、消音器堵塞,再生背压过高。
6、进气温度偏高或进气压力偏低。
7、再生气量不足。
1、连续开机自然干燥(加大再生气量)。
2、排除前级过滤器故障后,开机自然干燥或更换吸附剂。
3、更换吸附剂。
4、排除故障。
5、清洗或更换消音器。
6、增设冷却器,调整系统工作压力。
7、逆时针旋转节流阀,加大再生气量。
3、压力降偏大
1、吸附剂破损严重。
2、流量过大或工作压力过低。
3、过滤器(包括管道过滤器)堵塞。
1、卸出过筛或更换。
2、重新校正流量和压力。
3、更换滤芯。
4、通电后面板无显示
1、电源出现故障。
2、发光管亮而液晶屏灰度低。
1、先查进线220V交流电压,再查线路板上+5V直流电压。
2、维修或更换调节灰度电位器。
5、电磁阀始终带电
该电路双向可控硅或0.01/2KV电容击穿。
用万通表/断档测试可控硅或电容是否导电。
6、电磁阀始终无电
1、保险管F1熔断。
2、驱动回路中的光电耦合器或可控硅损坏。
1、更换保险套。
2、用万用表交流电压档测量可控硅输出端是否有电,无电则更换可控硅或维修,更换光电耦合器。
7、加热器工作正常,但温度显示值与设定值偏差甚大,且升温迟缓。
1、电压偏低或某组电热丝烧断。
2、控制回路失效。
1、检查电压或在断电情况下测量开路电阻判断是否烧断。
2、在供电状态下测量输入的进线电压,若正常而加热管处无电压,则用万用表直流200V档检测可控硅控制端电压,若为24V则说明控制回路失效,若为4V左右,则应检查可控硅是否损坏。
8、温度值无规划跳动或一种处于室温。
热电偶故障
拆下热电偶,使用热电偶效验仪或MV表与K型热电偶的分度表对照,可判断热电偶是否损坏。
 升级会员
升级会员 