车床零件加工工艺标准.docx
《车床零件加工工艺标准.docx》由会员分享,可在线阅读,更多相关《车床零件加工工艺标准.docx(13页珍藏版)》请在冰豆网上搜索。
车床零件加工工艺标准
轴类零件的数控加工工艺分析与编制
班级
姓名
学号
综合成绩
项目一轴类零件的数控加工工艺分析与编制
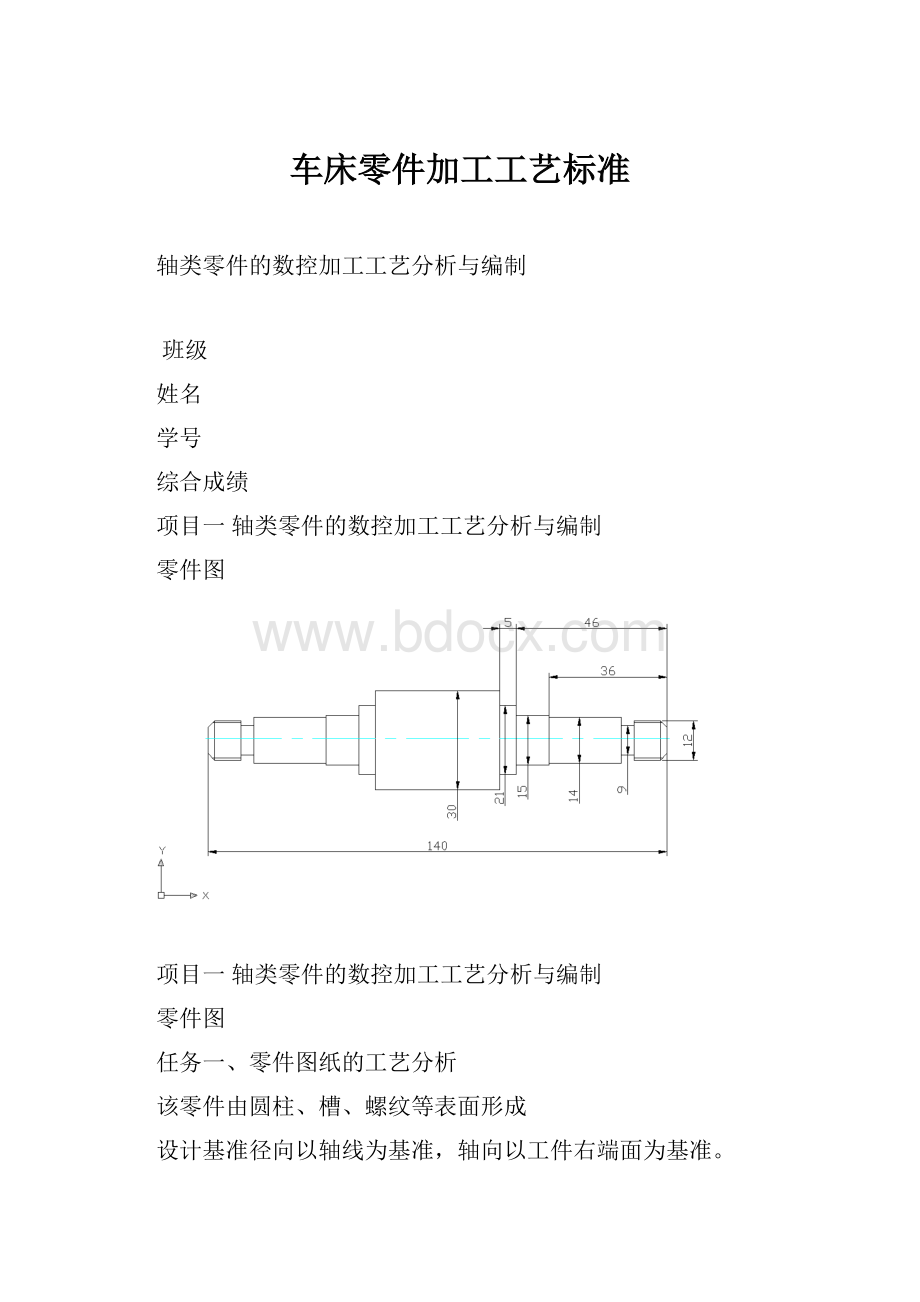
零件图
项目一轴类零件的数控加工工艺分析与编制
零件图
任务一、零件图纸的工艺分析
该零件由圆柱、槽、螺纹等表面形成
设计基准径向以轴线为基准,轴向以工件右端面为基准。
未注倒角C1表面粗糙度为Ra3.2,Ra1.6
工件材料为45钢
任务二、工艺路线的拟定
1、表面加工的方法
粗车---精车
粗车1.5精车0.5
精度等级
IT7,IT8
表面粗糙度
3.2,1.6
2、毛坯尺寸
ɸ15mm*145mm
3、工序划分
任务三、机床的选择
零件毛坯尺寸:
ɸ35mm*145mm
零件最高精度:
IT7,IT8
刀具类型:
外圆车刀、螺纹刀
机床:
CK6141
机床参数
主电机功率:
4000(kw)
刀具数量:
4
最大加工长度:
1000(mm)
最大加工直径:
58(mm)
最大回转直径:
224(mm)
精度级:
IT6~IT8
卡盘:
三爪卡盘
任务四、装夹方案及夹具的选择
通过对刀的方式找基准
径向基准为轴线
轴向基准为工件两端面
夹具为三爪卡盘
任务五、刀具的选择
工件材料:
45钢
刀具材料:
硬质合金(刀片)
P类:
精JC215V(黛杰)
粗JC450V
适用加工结构钢、工具钢、耐热钢、铸钢可锻造钢,是钢材连续切削加工首选刀具材料
任务六、刀片规格
外圆车刀
CNMG080404
切槽刀
N123H2-0350-0004-GF
螺纹刀
R166.0G-16MM01-150
任务五、刀具的选择
工件材料:
45钢
刀具材料:
硬质合金(刀片)
P类:
精JC215V(黛杰)
粗JC450V
适用加工结构钢、工具钢、耐热钢、铸钢可锻造钢,是钢材连续切削加工首选刀具材料
任务六、刀片规格
外圆车刀
CNMG080404
切槽刀
N123H2-0350-0004-GF
螺纹刀
R166.0G-16MM01-150
任务七、切削用量的选择
1.8切削用量选择
1.Ap的选择
参考书本《数控加工工艺规划》表1-216p
切削深度,粗加工
外圆ap=2mm
端面ap=2mm
切槽ap=2.5mm
精加工
外圆ap=0.5mm
端面ap=0.5mm
1.8.2进给量f的选择
参考与书本《数控加工工艺规划》表1-13p61
粗加工f=0.5mm/r
精加工f=0.4mm/r
螺纹f=1.5mm/r
切槽f=0.5mm/r
1.8.2主轴转速的选择
粗车直线和锥面时n=800r/min,精车时n=1400r/min,粗车和精车的主轴转速的选取都是根据平时上课所讲的及前人的实践经验所给定的。
1.8.3进给速度的选择
查表1-15《数控加工工艺规划》
切削速度粗加工
外圆100m/min
端面80m/min
切槽80m/min
切削速度精加工
外圆150m/min
端面120m/min
数控车削加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零件图号
1
产品名称
零件名称
轴
材料牌号
45#钢
毛坯种类
热轧
毛坯外形尺寸
Φ34mmX144mm
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
01
下料
Φ34mmX144mm
数控车床
02
数控车右端
粗车端外圆Φ13.5Φ15.5Φ16.5Φ22.5Φ31.5
数控车床
三抓卡盘,外圆车刀,游标卡尺,外径千分尺
半精车端外圆Φ12.5Φ14.5Φ15.5Φ21.5Φ30.5
数控车床
三抓卡盘,外圆车刀,游标卡尺,外径千分尺
精车端外圆Φ12Φ14Φ15Φ21Φ30保证尺寸到位
数控车床
三抓卡盘,外圆车刀,游标卡尺,外径千分尺
切4xΦ9mm槽
数控车床
粗精车M12x1.5螺纹
数控车床
螺纹环规
掉头安装
数控车床
03
数控车左端
粗车外圆Φ13.5Φ15.5Φ16.5Φ22.5Φ31.5
数控车床
三抓卡盘,外圆车刀,游标卡尺,外径千分尺
半精车端外圆Φ12.5Φ14.5Φ15.5Φ21.5Φ30.5
数控车床
三抓卡盘,外圆车刀,游标卡尺,外径千分尺
精车端外圆Φ12Φ14Φ15Φ21Φ30保证尺寸到位
数控车床
三抓卡盘,外圆车刀,游标卡尺,外径千分尺
切4xΦ9mm槽
数控车床
粗精车M12x1.5螺纹
数控车床
螺纹环规
编制
审核
批准
共页
第页
附表2数控加工工序卡
数控加工工序卡片
产品型号
零件图号
1
产品名称
零件名称
材料牌号
45钢
毛坯种类
热轧
毛坯外形尺寸
Φ34X144mm
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
2
数控车右端
数控机床
CK6140
三爪卡牌
水溶液
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/r)
背吃刀量
(mm)
备注
1
粗车端外圆Φ13.5Φ15.5Φ16.5Φ22.5Φ31.5
T01
外圆车刀
游标卡尺,外径千分尺
800
80
0.5
1.7
2
半精车端外圆Φ12.5Φ14.5Φ15.5Φ21.5Φ30.5
T01
外圆车刀
游标卡尺,外径千分尺
1000
100
0.4
0.3
3
精车端外圆Φ12Φ14Φ15Φ21Φ30保证尺寸到位
T01
外圆车刀
游标卡尺,外径千分尺
1400
150
0.4
0.3
4
切4xΦ9mm槽
T02
切槽刀
800
120
0.5
2
5
粗精车M12x1.5螺纹
T03
螺纹刀
螺纹环规
400
100
1.5
编制
审核
批准
共6页
第2页
附表2数控加工工序卡
数控加工工序卡片
产品型号
零件图号
1
产品名称
零件名称
材料牌号
45钢
毛坯种类
热轧
毛坯外形尺寸
Φ34X144mm
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
数控车左端
数控车床
CK6140
三爪卡盘
水溶液
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/r)
背吃刀量
(mm)
备注
1
粗车外圆Φ13.5Φ15.5Φ16.5Φ22.5Φ31.5
外圆车刀
游标卡尺,外径千分尺
800
100
0.5
1.7
2
半精车端外圆Φ12.5Φ14.5Φ15.5Φ21.5Φ30.5
T1
外圆车刀
游标卡尺,外径千分尺
1000
100
0.5
0.3
3
精车端外圆Φ12Φ14Φ15Φ21Φ30保证尺寸到位
T1
外圆车刀
游标卡尺,外径千分尺
1400
150
0.4
0.3
4
切4xΦ9mm槽
切槽刀
800
120
0.5
粗精车M12x1.5螺纹
螺纹刀
螺纹环规
400
100
1.5
编制
审核
批准
共6页
第4页
数控加工刀具卡片
产品型号
零件图号
1
产品名称
零件名称
轴
材料牌号
45#钢
毛坯种类
热轧
毛坯外形尺寸
Φ34mmX144mm
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
1
数控车床
05119
1
三抓卡盘
工步号
刀具号
刀具各称
刀具型号
刀片
刀尖半径
(mm)
刀柄型号
刀具
补偿量(mm)
备注
型号
牌号
直径/mm
刀长mm)
1
T01
外圆车刀
CNMG050408
CNMG050408
25
8
2
T02
切槽刀
N123H2-0350-0004-GF
N123H2-0350-0004-GF
25
3
T03
螺纹刀
K166.0G-16MM01-150
K166.0G-16MM01-150
25
编制
审核
批准
共页
第页
数控加工刀具卡片
产品型号
零件图号
1
产品名称
零件名称
轴
材料牌号
45#钢
毛坯种类
热轧
毛坯外形尺寸
Φ34mmX144mm
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
2
数控车床
05119
1
三抓卡盘
工步号
刀具号
刀具各称
刀具型号
刀片
刀尖半径
(mm)
刀柄型号
刀具
补偿量(mm)
备注
型号
牌号
直径/mm
刀长mm)
1
T01
外圆车刀
CNMG050408
CNMG050408
25
8
2
T02
切槽刀
N123H2-0350-0004-GF
N123H2-0350-0004-GF
25
3
T03
螺纹刀
K166.0G-16MM01-150
K166.0G-16MM01-150
25
编制
审核
批准
共页
第页
 升级会员
升级会员 