自行车制造流程.docx
《自行车制造流程.docx》由会员分享,可在线阅读,更多相关《自行车制造流程.docx(42页珍藏版)》请在冰豆网上搜索。
自行车制造流程
[转帖]深圳峰大工厂自行车架生产过程[图]
转的,是深圳一家工厂,厂名没听说过,不过产品MOSSO品牌大家肯定熟悉咯
记得很早,墨儿有发过一篇关于车架厂的一篇文章,当时看见照片以为车厂就是那么小的
规模,但是这次看了几家车厂,感觉完全不是那么回事,一个车厂中不仅有很大规模的厂
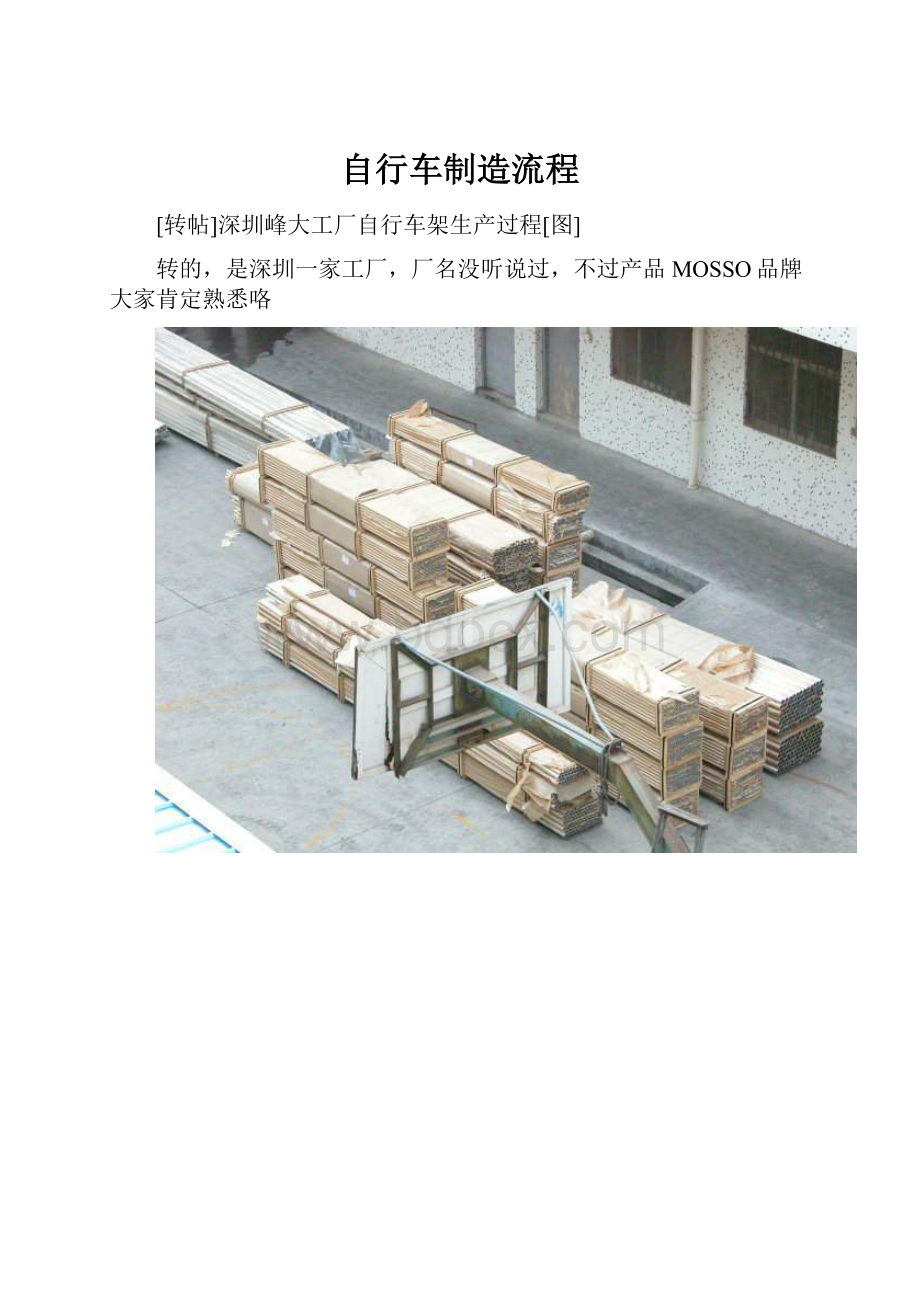
房,而且整个车厂的内部还包含的员工宿舍,而照片上这家还在厂内有篮球场,球场上现
在停放着机装箱货柜,露天堆放准备使用的铝管料,规模相当惊人。
这是车架厂的设计室,许多车架的图纸都是在这里的电脑被绘制出来,然后修改方案,当
车厂和用户达成共识后,再开始采购管料和生产爪钩模具,进行生产。
由于这个工厂较偏僻,我们做了近2小时的车,然后再转的士,到的时候已经是中午下班时
间了,所以只得在工厂附近先吃过午饭,等到下午上班时间再进行拍摄
照片上两张都是车架场的产品陈列室,这里有许多款式都是我们销售过的,有些是目前最
新的款式,其中也有许多是专门为整车厂高端车型代工的车架,虽然图装上不同,但是从
架型和爪模可以完全看出是一模一样的产品。
照片的第三张是峰大国际有限公司的副董事长郑文渊先生,他和这间车场的董事长都是属
于技术一把手,两人都有20年的造车和设计的历史,最辉煌曾经为意大利Colnago(梅花)制造过70
05铝合金车架,这个车厂在台湾大甲也有车厂,车厂转功7005铝车架的生产,在亚洲最轻
最好的7005铝架没有几家可以和其匹敌,产品出口大部分东南亚。
这次拍摄非常感谢郑先生,因为郑先生听说我们是准备为爱好者拍摄这些照片和了解自行
车车架生产,特地放弃了半个工作日,陪同我们在工厂中进行细致的拍摄,并且对各个部
件的生产都进行了极其详细的描述,不腌其烦的回答我们提出的各种问题。
这张上是一种中间粗两边细的管料,这种管料压制异型后大的部分时候做靠近头管的接管
,细的部分通常焊接在立管或者五通上。
这是将上图的一根管一切两半,变成两根管子
首先车架的第一道工序是制管,这个工作已经在工厂订购管料时完成了一半,管厂按照车
架厂的要求,将长度,厚度,管型都已经合适的管子发到工厂。
照片上这些是用于切割管料的机器
这张是小吨位的压制机,用于压缩较细小的管料,如后叉管,将管压制成异性有的是为了
获得更高强度,有的是为了让车架获得弹性。
这就是压制好的后三角管料,这种压方在压出蛇型的管可以在纵向和横向都获得很好的强
度,且还有弹性,但是这种形状需要比单独的蛇型或者方型都要成本上升一点
这两筐里面装的是车首管和五通管,上面已经打好了孔
车厂将这些管料,压制成合适的形状,有些管料还需要打上孔(为的是焊接时排出高温气
体),这道工序叫管料的预制。
这是预制工序中的切削,这种加工是为了让管在焊接时贴合更加紧密
这也是一种压模机,大家可以看见旁边那些钢锭中的孔型,压制后的管型就成为这样的椭
圆型
机床台
这是预制后的一个重要工序,称为洗管,所以的管料在加工后,表面会产生污染,任何污
染都会直接影响到焊接后的精度,有些表面污染还会造成虚焊,所以为了保证车架的焊接
质量,车架必须进行多道的清洗工序。
清洗工序车架会经过几个带有各种化学洗涤济的水槽,这样漂洗后的车架就可以进行下一
道烘干工序了。
另外这些清洗池也可以对车架进行膦化处理,已经上漆前的脱脂,所以车架在焊接前和喷
漆前会最少两次会到这个地方进行处理。
这个是洗管后的两个附属设备,这个设备是用于清洗后的高温烘干房。
这是工厂额外购买的环保净化设备,这个设备是对清洗后的费水进行零排放处理的,通过
这个机器,不仅可以回收洗涤济,而且还可以保护环境。
经过清洗和烘干之后的管料,开始进行低温火焊,这种焊接不可使用在管与管的结合上,
只适合使用与焊接车架上的过线马,和刹车安装孔等中低强度的部位,这种焊接最大的好
处是焊缝美观,使用的是4102低温焊条,可以在较低温的液化气火焰下溶解形成焊接。
桌子上白色的是助焊剂,可以让焊料更容易深入的侵入进两个焊接材料之间,避免虚焊
下面进入的这个环境是车架生产中最关键的环节之一氩弧焊,因为这道工序直接关系到车
架的强度,这道工序都是车厂中较有经验的老师父进行的。
车架在这个定位台上进行定位,然后将定位的管料进行点焊,这样将车架管稍稍固定后,
就可以送到下一道工序中进行大面积焊接了。
车架厂的品管员可以随时从生产线后期的工序上,随时抽取样架,用这样一比一的放大原
型图纸进行核对,以防止次品的出现。
这就是氩弧焊焊台,焊台底部是一块黄铜,每次焊接前,要用沙轮机稍稍的清理表明的氧
化物以防止绝缘产生,焊工的右手抓着的焊枪可以产生数万伏的高压放电,焊枪是不接触
焊料的,而是通过电弧的火花产生瞬间的高温,将焊料瞬间的溶化
这是一种用于高温焊接的5356焊条,这样的焊条有较高的强度,但是溶解需要较高的电弧
温度,所以只适合高温堆焊。
新焊工要上线之前,必须在这里经过几个月的训练,支到焊接技术合格后,才能上台参加
正式的焊接工作。
焊接开始,车间里面电光闪耀,相机必须将光圈调整的很小才能拍摄到大概,每个焊工都
全身武装,因为这里不仅有高温,而且焊接中还产生高辐射亮光。
这是焊接的场景,光线非常刺眼,电弧的声音尖锐而刺耳。
这是后三角的定位点焊,然后这个部分会拿去和车架结合在一起。
这个部分是进行前三角的焊接后的校正,那根大铁棒是专门用于折扭以调整偏差的。
这是已经焊接好的半成品车架,在某些小厂,这样的车架可能就被拿去涂装了,因为后面
的工序不仅费工费时,而且还要消耗去大量的成本。
下面的工艺就是高端车架生产中的关键,车架由于焊接,挤压管料,切销等动作,造成车
架中的许多地方都产生了金属的内部应力,而这些应力区会极容易发生金属疲劳,在较低
强度下就可能发生断裂,所以车架必须进行t处理,这个t处理其实是一个退火和稳定金属
的过程。
这便是t处理的处理房,靠照片最下的这个钢铁房间是t4处理房,车架被装架后,在这个房
间被液化气燃烧,加热到420度-460度之间(具体温度视合金种类,6061合金略低级),
时间持续4小时-5小时左右。
然后开房后,快速进入照片中部的那排高速风扇下进行风冷,气流快速贯穿车架各个部分
,进行迅速的冷却。
如果是6061则需要进行快速水冷,由于6061车架浸没在水中的一瞬间,可能造成先进入部
分和后进入部分产生水温差,导致应力的从新产生,所以处理较难,且由于6061在焊制过
程中不容易保持形态稳定,所以7005成为铝车架合金特性较好的一款。
而锋大在20年的车架生产历史中,已经牢靠掌握了处理7005的诀窍,使得可以用7005大规
模制造1400克的山地车架和1200克的公路车架。
这条轨道的终端就是t6处理房,车架要在这里经历第二次16小时以上的高温,才能宣告处
理完成。
但是车架并没有马上进入这里,其数t4前车架要经过一次初步的校正,而经过t4后,金属
还会产生一些型变,所以车架必须经历第二次的精度校正。
车架经过t4,被从新装车运回车间,由于这个时候,焊接后的铝架已经相当稳定了,所以
这次校正就决定了以后车架的准确性,这次是需要非常细致的整型。
车架在这里被固定在一个调整台上,调整台以液压紧密固定五通和车首管等部位,工人必
须将一个尾叉卡钳平行推入可以正好让后叉进入,有任何的偏差,卡钳都难以推入,工人
就会使用橡皮锤和弯管铁钳进行精细的调整。
我们在工厂参观的时候,可以看见工人在台子的前后移动,很熟练的工人校正一个架子也
需要很久,且这个工序的质量保证,完全靠人工的校对,且要花费不小的气力,做一个车
架是需要从设计人员到工人很多的劳动付出,确实是不容易啊
这次在深圳的工厂和展会上,不只一次的看见外商,照片上是工厂的产品目录,我们看到
大量国外车架,甚至是一级品牌的车架,都是在深圳和台湾制造,而现在全世界产能最大
的车架生产地其实并不在欧洲,而是在亚洲,就在我们自己身边。
人可以穷,但是不可以没有志气,今天如果我们自己都看不起自己,明天该如何让世界看
的起中国,希望中国的自行车工业明天能更好,也在此感谢深圳的厂商给我们这样好的机
会,将自行车的生产过程呈现给广大车友!
 升级会员
升级会员 